1.本发明属于冶金行业轧钢工序机械技术领域,尤其涉及一种用于螺纹铣床加工辊环的紧固夹持装置及加工方法。
背景技术:
2.在现有的高速棒材、高速线材生产线,盘螺或直条螺纹钢筋的成品道次均采用辊环来对钢材进行轧制。但现有的一些用于轧机的辊环在使用的过程中仍存在一些不足,例如,辊环在使用后,磨损出现外圆尺寸超差,加工余量不足的情况,往往需要将直接报废,导致材料浪费,尤其涉及一些合金材质的辊环,成本也会大幅提升,而现有的维修设备只能用于单一尺寸的辊环,适用性较低,操作夹持固定也不方便。因此急需一种适用范围广的,能对不合格尺寸破损辊环进行维修再利用的方法和辅助装置。
技术实现要素:
3.本发明的第一目的在于提供一种用于螺纹铣床加工辊环的紧固夹持装置;本发明的第二目的在于提供一种用于螺纹铣床加工辊环的紧固夹持装置的加工使用方法。
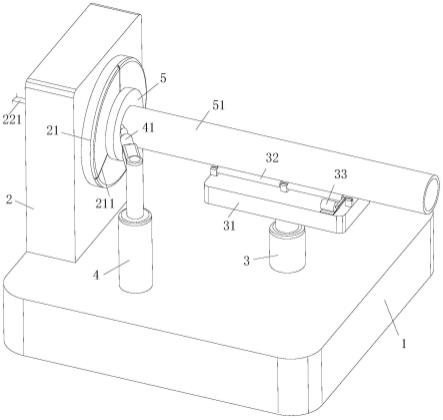
4.本发明的第一目的通过以下技术方案实现:用于螺纹铣床加工辊环的紧固夹持装置,包括旋转轴,在旋轴的两端分别同轴心设置有定位孔,在所述旋转轴的中前段部位设置有锥部,且锥部的锥尖部指向前旋转轴的头部,在所述锥部上可拆卸地同轴设有与之配适的夹片,夹片的长度与锥部长度相同,在所述夹片外部同轴设置辊环,在所述锥部前端的旋转轴上设有螺纹段,在该螺纹段上依次配设有锁紧螺母、过渡垫圈和卡固垫圈。
5.进一步的,所述的夹片由两块半夹片组合而成,各半夹片上开设与锥部配适的锥形凹槽,两半夹片之间设有间隙,间隙的宽度为4~8mm,夹片的外径比辊环内径小0.1~0.2mm。
6.本发明的第二目的通过以下技术方案实现:用于螺纹铣床加工辊环的紧固夹持装置的加工使用方法,具体步骤为:a、安装准备,根据需加工辊环的内径尺寸规格、重量,选择与该需加工辊环内径尺寸规格、重量相配饰的旋转轴、夹片,并准备与该旋转轴及夹片相对应的锁紧螺母、过渡垫圈、卡固垫圈,然后把旋转轴的尾部安装在铣床主轴箱夹爪上,让旋转轴尾部的定位孔插进主轴箱顶针,并锁紧夹爪,固定好旋转轴尾部,不让旋转轴掉落;b、辊环安装,将需加工辊环从旋转轴头部套入锥部位置,并将两半夹片依次插入需加工辊环和旋转轴锥部之间的空隙中,用皮锤或尼龙锤敲进去压实,再分别将卡固垫圈、过渡垫圈依次穿入旋转轴,使卡固垫圈压在夹片的前端面上,并用锁紧螺母旋入旋转轴上的螺纹段压在过渡垫圈上,固定住需加工辊环,不让需加工辊环在铣床上加工的时候滑动,最后将铣床尾座的顶针插入旋转轴头部的锥孔,并锁紧铣床尾座,实现需加工辊环的安装固定;c、轴心定位、加工,用百分表找出并调整该需加工辊环的中心,并旋转锁紧螺母推
动卡固垫圈,使卡固垫圈推动夹片在锥部上移动,通过夹片的移动,调整夹片与旋转轴的轴心同轴心,直到同心度小于0.02mm,此时即实现该需加工辊环的中心的定位和找准,然后启动铣床刀具加工该需加工辊环;d、检测,逆向步骤b、c的操作,取下加工好的辊环,并进行检测,检测合格则加工下一件,不合格则重复步骤b、c,进行二次加工直至合格为止。
7.本发明的有益效果是:本发明结构紧凑,采用被挤压件与挤压件相互配合进行挤压的形式,被挤压件变形适应工件,保持挤压力,夹紧力高,为提高加工精度提供保证;能适用不同尺寸规格、重量的辊环修正固定需求,在装置和方法的配合下,能有效提升维修加工精度,显著降低报废率,同时修正后的辊环仍能保持原有的形状和性能,大大降低了成本。
附图说明
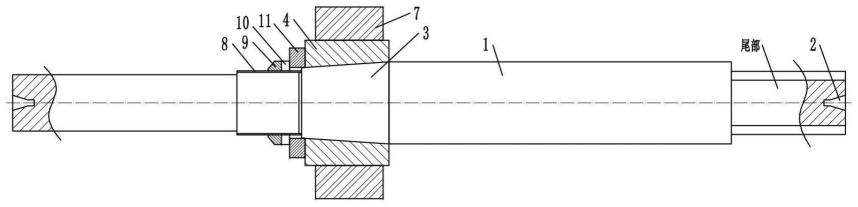
8.图1为本发明的结构示意图;图2为本发明中夹片的结构示意图;图3为本发明中旋转轴的结构示意图;图4为本发明中旋转轴的尾部的横截面结构示意图;图中标号:1~旋转轴,2~定位孔,3~锥部,4~夹片,5~半夹片,6~锥形凹槽,7~辊环,8~螺纹段,9~锁紧螺母,10~过渡垫圈,11~卡固垫圈。
具体实施方式
9.为了使本技术领域的技术人员能更好地理解本发明的技术方案,下面结合附图对其具体实施方式进行详细的说明。
10.如图1~3所示的用于螺纹铣床加工辊环的紧固夹持装置,包括旋转轴1,在旋轴的两端分别同轴心设置有定位孔2,在所述旋转轴1的中前段部位设置有锥部3,且锥部3的锥尖部指向前旋转轴1的头部,在所述锥部3上可拆卸地同轴设有与之配适的夹片4,夹片4的长度与锥部3长度相同,在所述夹片4外部同轴设置辊环7,在所述锥部3前端的旋转轴1上设有螺纹段8,在该螺纹段8上依次配设有锁紧螺母9、过渡垫圈10和卡固垫圈11。
11.所述的夹片4的内孔呈与锥部3配适的锥孔结构,且锥孔结构的锥度与锥部3的锥度一致,所述锥部3与轴心线的锥度为2~4
°
度,锥部3的水平长度比辊环7宽度长10~15mm。
12.所述的夹片4由两块半夹片5组合而成,各半夹片5上开设与锥部3配适的锥形凹槽6,两半夹片5之间设有间隙,间隙的宽度为4~8mm,半夹片5结构及间隙设置,保证夹片4能适用不同规格尺寸的辊环7,并能对辊环7与锥部3间的松紧度进行调整,保证辊环7在加工时不会发生移动,夹片4的外径比辊环7内径小0.1~0.2mm。
13.所述的锥部3的大径一端的直径数值与锥部3小径一端直径数值相差至少9mm。
14.所述的卡固垫圈11的厚度大于过渡垫圈10的厚度,卡固垫圈11的内径为锥部3小径一端直径数值 1~2mm,该卡固垫圈11的内径能保证在旋紧锁紧螺母9时,卡固垫圈11能卡入锥部3中,推动卡片移动,进而使卡片牢固卡在锥部3与辊环7内径之间,实现对辊环7的轴心纠正和防止移动,卡固垫圈11的外径不大于不大于夹片4外径,且卡固垫圈11的内径大于过渡垫圈10的内径至少3mm。
15.所述的卡固垫圈11的厚度为锥部3长度的五分之一至三分一倍。
16.所述的旋转轴1的尾部的横截面设置成方形结构,其水平长度不小于100mm,方形结构方便铣床夹持固定旋转轴1,并提升加持稳固力。
17.一种用于螺纹铣床加工辊环的紧固夹持装置的加工使用方法,具体步骤为:a、安装准备,根据需加工辊环7的内径尺寸规格、重量,选择与该需加工辊环7内径尺寸规格、重量相配饰的的旋转轴1、夹片4,并准备与该旋转轴1及夹片4相对应的锁紧螺母9、过渡垫圈10、卡固垫圈11(具体为根据不同需加工辊环7的内径尺寸大小选择相应的旋转轴1夹片4,然后在选择外径尺寸不大于该夹片4外径的锁紧螺母9、过渡垫圈10、卡固垫圈11,避免出现需加工辊环7重量过大导致旋转轴1被压变形,旋转轴1上的夹片4无法有效固定需加工辊环7的问题,保证旋转轴1、夹片4能适应不同尺寸规格、重量的辊环7的加工固定需求),然后把旋转轴1的尾部安装在铣床主轴箱夹爪上,让旋转轴1尾部的定位孔2插进主轴箱顶针,并锁紧夹爪,固定好旋转轴1尾部,不让旋转轴1掉落;b、辊环7安装,将需加工辊环7从旋转轴1头部套入锥部3位置,并将两半夹片5依次插入需加工辊环7和旋转轴1锥部3之间的空隙中,用皮锤或尼龙锤敲进去压实,再分别将卡固垫圈11、过渡垫圈10依次穿入旋转轴1,使卡固垫圈11压在夹片4的前端面上,并用锁紧螺母9旋入旋转轴1上的螺纹段8压在过渡垫圈10上,固定住需加工辊环7,不让需加工辊环7在铣床上加工的时候滑动,最后将铣床尾座的顶针插入旋转轴1头部的锥孔,并锁紧铣床尾座,实现需加工辊环7的安装固定;c、轴心定位、加工,用百分表找出并调整该需加工辊环7的中心,并旋转锁紧螺母9推动卡固垫圈11,使卡固垫圈11推动夹片4在锥部3上移动,通过夹片4的移动,调整夹片4与旋转轴1的轴心同轴心,直到同心度小于0.02mm,此时即实现该需加工辊环7的中心的定位和找准,然后启动铣床刀具加工该需加工辊环7;d、检测,逆向步骤b、c的操作,取下加工好的辊环7,并进行检测,检测合格则加工下一件,不合格则重复步骤b、c,进行二次加工直至合格为止。
再多了解一些
本文用于创业者技术爱好者查询,仅供学习研究,如用于商业用途,请联系技术所有人。