1.本发明涉及汽车导向臂的制造加工领域,具体为一种导向臂的复合钻孔夹具。
背景技术:
2.目前在大多数的企业中,对于导向臂的加工是将导向臂放在数控中心的夹具中,然后人工通过拧动扳手带动左右丝杆同时带动钳口将导向臂夹紧、找正(这里的夹具具体而言,一般称之为虎口钳)。也即导向臂前端长度定位通过定位块定位,导向臂厚度方向利用丝杆夹头及压板通过人工用扳手上紧。
3.在现场的加工过程中,只能装夹一片,每一个导向臂都需要放入夹具夹紧钳口、上紧压板,定位后进行加工,加工效率低,同时此加工方式需要操作人员每一片都要调整找位,如果不小心误操作导致正反面定位错误,也就会导致打孔错误的情况出现。
技术实现要素:
4.针对现有技术中存在的问题,本发明提供了一种新的技术方案,也即针对导向臂提供了一种复合钻孔夹具,通过采用本方案中提供的夹具,来实现对多个导向臂的自动装夹,进而达到提高加工效率,保证加工质量的目的。
5.具体的,本发明提供的详细技术方案如下:
6.一种导向臂的复合钻孔夹具,包括底板,所述底板上设置有横向定位机构和纵向定位机构;
7.所述横向定位机构被配置为沿着所述导向臂的宽度方向进行自动定位并固定;
8.所述纵向定位机构被配置为沿着所述导向臂的厚度方向进行自动定位并固定。
9.进一步的,根据以上所述的一种导向臂的复合钻孔夹具,所述底板上并排间隔设置有多组所述横向定位机构,每组所述横向定位被配置为允许单根所述导向臂的放置;
10.每两个所述横向导向机构的间隔位置处均设置有一组所述纵向定位机构;每一组所述纵向定位机构配合着每两组定位机构实现对两根所述导向臂进行定位固定。
11.进一步的,根据以上所述的一种导向臂的复合钻孔夹具,所述底板上固定的横向定位机构为两组;同时对应固定的所述纵向定位机构为一组。
12.进一步的,根据以上所述的一种导向臂的复合钻孔夹具,每组所述横向定位机构包括定位块,所述定位块通过基板固定在所述底板上,所述基板相对于所述定位块横向凸出延伸,使得所述定位块和所述基板形成阶梯结构;所述横向定位机构还包括固定件,所述固定件相对于所述定位块横向移动设置;
13.所述导向臂放置在所述基板凸出位置的上端并抵靠所述定位块完成定位,随后所述固定件横向移动直至抵接到所述导向臂以完成对所述导向臂在宽度方向上的夹紧固定。
14.进一步的,根据以上所述的一种导向臂的复合钻孔夹具,所述固定件为液压夹头;所述液压夹头的伸缩动作实现对所述导向臂的固定或者松开。
15.进一步的,根据以上所述的一种导向臂的复合钻孔夹具,所述纵向定位机构包括
驱动源和固定在所述驱动源输出端的压板;
16.所述压板横向布置并同时覆盖左右端下方的导向臂;所述驱动源驱使所述压板下行对导向臂在厚度方向进行夹紧固定。
17.进一步的,根据以上所述的一种导向臂的复合钻孔夹具,所述驱动源为旋转升降液压缸。
18.进一步的,根据以上所述的一种导向臂的复合钻孔夹具,所述底板上还固定有前端定位结构;所述前端定位结构被配置为对导向臂的卷耳端进行限位。
19.进一步的,根据以上所述的一种导向臂的复合钻孔夹具,所述前端定位结构为销柱。
20.进一步的,根据以上所述的一种导向臂的复合钻孔夹具,所述底板上设置有防错垫块,所述防错垫块具有多种型号并与所述底板可更换的安装固定;所述防错垫块被配置为紧靠在所述导向臂弧高处的背面,进而避免所述导向臂正反防错。
21.采用本技术方案所达到的有益效果为:
22.通过采用本技术方案的钻孔夹具来实现对导向臂的装夹,方便快捷,保证了导向臂在钻孔加工过程中的稳定性;同时在本方案中通过设计能够进行自动操作的横向定位机构和纵向定位机构,可以适用于多种类似类型的导向臂,即使更换导向臂品种不需要更换夹具;并且本方案相比于传统的钳具,能够有效地降低操作过程中的劳动强度,缩短了整个生产制造所花费的时间,提高效率。
附图说明
23.图1为导向臂的示例平面图。
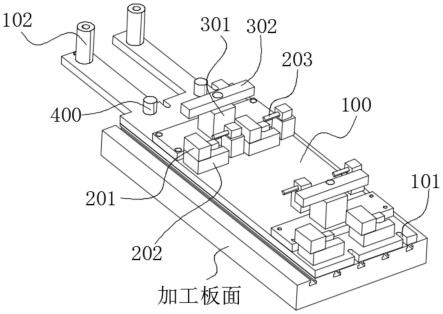
24.图2为本方案的复合钻孔夹具的结构示意图。
25.图3为复合钻孔夹具与导向臂进行配合定位的结构示意图。
26.其中:100底板、101缺口、102前端定位结构、201定位块、202基板、203固定件、301驱动源、302压板、400防错垫块。
具体实施方式
27.以下结合附图对本发明的原理和特征进行描述,所举实例只用于解释本发明,并非用于限定本发明的范围。
28.在本方案的具体实施例中,提供了一种针对导向臂的复合钻孔夹具,利用该夹具来代替传统的钳具;通过采用本方案中提供的夹具来实现对导向臂进行自动地、批量地装夹,进而达到提高装夹效率和提升加工效率的目的。
29.具体的,参见图1-图3,本方案中提供的复合钻孔夹具包括底板100,该底板100是夹具中的重要组成结构,为夹具中其余部件提供稳定的安装基础,同时通过这里的底板100,使得整个夹具能够完成在数控机床加工板面上的安装固定。
30.具体的,在底板100的四周可以开设u型结构的缺口101,缺口101开设的位置需要与加工板面中的t型槽相对应,这样才能够稳定地固定安装在数控机床上。
31.本方案中,为了实现对导向臂的自动装夹,这里提出了横向定位机构和纵向定位机构;具体的,在底板100上设置有横向定位机构和纵向定位机构;横向定位机构被配置为
沿着导向臂的宽度方向进行自动定位并固定;纵向定位机构被配置为沿着导向臂的厚度方向进行自动定位并固定。
32.可以理解为,本方案中已经不再采用传统方案通过人工拧动扳手的方式进行导向臂的固定,而是采用了由自动程序控制的横向定位机构和纵向定位机构;通过这里的横向定位机构和纵向定位机构来完成对导向臂的定位和固定,减少人工的操作与干预,这样对于提升整个夹具的加工效率和保证装夹定位的稳定性,均具有极大的促进作用。
33.同时,在传统的方案中导向臂的装夹定位仅仅能够单根单根的进行,也即首先将一片导向臂固定在钳具上,等这一片导向臂钻孔加工完成后,拆下重新定位另外的一片导向臂,以此循环。这样的传统方式不仅需要操作人员付出较大的劳动强度,并且也严重地影响了装夹定位的效率。
34.因此,本方案中设计了可以多片导向臂进行同时装夹定位的结构,具体的,在底板100上并排间隔设置有多组所述横向定位机构,每组横向定位被配置为允许单根导向臂的放置;每两个横向导向机构的间隔位置处均设置有一组纵向定位机构;每一组纵向定位机构配合着每两组定位机构实现对两根导向臂进行定位固定。
35.可以理解为,本方案中为了实现批量装夹定位再加工的构思,通过将横线定位机构进行成排的批量布置;这样在安装导向臂时,可以一次性安装多根;并且一组纵向定位机构就能够同时配合两组横向定位机构,这样就能够实现导向臂在夹具上的批量定位固定;在利用数控机床进行打孔时,不再需要重复的拆装操作,而是等到将所有同批次的导向臂都打孔完成后,再取下导向臂;这样也就完成后对导向臂的批量打孔加工。
36.当然,横向定位机构和纵向定位机构的具体组数设计也需要根据实际情况进行合理布局,比如在本方案的实际产物中,在底板100上固定的横向定位机构为两组;同时对应固定的所述纵向定位机构为一组。也即,我们现场设计的夹具可以一次性装夹定位两片导向臂。
37.为了使得本领域的技术人员能够更加深入地理解本技术,下面对夹具的具体组成结构作详细的介绍。
38.在本方案中,每组横向定位机构包括定位块201,定位块201通过基板202固定在底板100上,基板202相对于定位块201横向凸出延伸,使得定位块201和基板202形成阶梯结构;这里设置阶梯结构,其主要目的在于方便导向臂的放置,也即在对导向臂进行放置时,将导向臂放置在基板202凸出位置的上端,然后抵靠在定位块201完成初步的定位;这里的横向定位机构还包括固定件203,固定件203相对于定位块201横向移动设置;在完成对导向臂的初步定位之后,固定件203横向移动直至抵接到导向臂以完成对导向臂在宽度方向上的夹紧固定。
39.可以理解为,通过定位块201、基板202和固定件203三者之间的配合,可以完成对导向臂在宽度方向上的定位。
40.在本方案的具体实施例中,上文所提及的固定件203为液压夹头;液压夹头的伸缩动作实现对导向臂的固定或者松开。
41.在完成了对导向臂在宽度方向上的定位之后,还需要进行厚度(也即高度)上的定位固定。具体的,在厚度方向上定位是通过纵向定位机构实现。
42.因此,在本方案的具体实施例中,纵向定位机构包括驱动源301和固定在驱动源
301输出端的压板;压板302横向布置并同时覆盖左右端下方的导向臂;驱动源301驱使压板302下行对导向臂在厚度方向进行夹紧固定。可以理解为,通过压板302的下压,可以同时对两片导向臂进行在厚度方向上的固定。
43.可选的,这里提及的驱动源301为旋转升降液压缸。这里的旋转升降液压缸同时具备了升降动作和旋转动作。具体而言,旋转升降液压缸处于回缩状态时,需要保证压板302能够同时压住两片导向臂;在旋转升降液压缸处于伸出状态时,就需要对这里的压板302进行90
°
的转动,使得两片导向臂能够方便取出或者放置。
44.当然,为了提升对导向臂定位的稳定性;在底板100上还固定有前端定位结构102;所述前端定位结构102被配置为对导向臂的卷耳端进行限位。需要注意的是,在对导向臂进行定位时,需要在液压夹头和旋转升降液压缸动作之前。具体而言,首先将导向臂放置到基板202的位置处,同时调整导向臂,使得导向臂的侧边与定位块201靠接,导向臂的卷耳处与前端定位结构102靠接,这样就完成了导向臂的定位;然后启动控制开关,液压夹头和旋转升降液压缸开始依次自动动作,直至将整个导向臂完成固定在夹具上。
45.可选的,上文提及的前端定位结构102为销柱。
46.操作人员在利用本夹具的过程时容易出现正反装错的情况,这样导致的结果就是孔打错位置,进而造成不必要的返工。
47.因此本方案中还特地设置防错结构,这一结构主要利用了导向臂本身的结构特征;因为导向臂靠近卷耳端处具有弧高,利用这一特征同时配合着垫块,避免出现错装。
48.具体的,底板100上设置有防错垫块400,防错垫块400具有多种型号并与所述底板100可更换的安装固定;所述防错垫块400被配置为紧靠在所述导向臂弧高处的背面,进而避免所述导向臂正反防错。
49.可以理解为,在导向臂正常安装时,防错垫块400不会对导向臂的安装造成任何影响;但是如果出现错装,将会使得导向臂的弧高位置与防错垫块抵接,此时也就导致了导向臂上翘;这样的情况下,操作人员非常容易看出来错装,并及时予以调整。
50.同时因为本夹具能够适用多种不同品类的导向臂,因此这里将防错垫块400也设计有多种型号,每种品类的导向臂对应一种防错垫块400;加工某种品类的导向臂就更换对应的防错垫块400。这样对于防止错装具有极大的促进意义。
51.通过采用本技术方案的钻孔夹具来实现对导向臂的装夹,方便快捷,保证了导向臂在钻孔加工过程中的稳定性;同时在本方案中通过设计能够进行自动操作的横向定位机构和纵向定位机构,可以适用于多种类似类型的导向臂,即使更换导向臂品种不需要更换夹具;并且本方案相比于传统的钳具,能够有效地降低操作过程中的劳动强度,缩短了整个生产制造所花费的时间,提高效率。
52.应注意到:相似的标号和字母在下面的附图中表示类似项,因此,一旦某一项在一个附图中被定义,则在随后的附图中不需要对其进行进一步定义和解释。
53.需要说明的是,术语“中心”、“上”、“下”、“左”、“右”、“竖直”、“水平”、“内”、“外”等指示的方位或位置关系为基于附图所示的方位或位置关系,或者是该技术产品使用时惯常摆放的方位或位置关系,仅是为了便于描述本技术和简化描述,而不是指示或暗示所指的装置或元件必须具有特定的方位、以特定的方位构造和操作,因此不能理解为对本技术的限制。此外,“第一”、“第二”仅用于描述目的,且不能理解为指示或暗示相对重要性或者隐
含指明所指示的技术特征的数量。因此,限定有“第一”、“第二”的特征可以明示或者隐含地包括一个或者多个该特征。因此术语“第一”、“第二”、“第三”等仅用于区分描述,而不能理解为指示或暗示相对重要性。本发明的描述中,除非另有说明,“多个”的含义是两个或两个以上。
54.此外,术语“水平”、“竖直”、“悬垂”等术语并不表示要求部件绝对水平或悬垂,而是可以稍微倾斜。如“水平”仅仅是指其方向相对“竖直”而言更加水平,并不是表示该结构一定要完全水平,而是可以稍微倾斜。
55.在本技术的描述中,还需要说明的是,除非另有明确的规定和限定,术语“设置”、“安装”、“相连”、“连接”应做广义理解,例如,可以是固定连接,也可以是可拆卸连接,或一体的连接;可以是机械连接,也可以是电连接;可以是直接相连,也可以通过中间媒介间接相连,可以是两个元件内部的连通。对于本领域的普通技术人员而言,可以具体情况理解上述术语在本技术中的具体含义。
56.以上仅是本技术的优选实施方式,应当指出,由于文字表达的有限性,而客观上存在无限的具体结构,对于本技术领域的普通技术人员来说,在不脱离本技术原理的前提下,还可以作出若干改进、润饰或变化,也可以将上述技术特征以适当的方式进行组合;这些改进润饰、变化或组合,或未经改进将技术的构思和技术方案直接应用于其他场合的,均应视为本技术的保护范围。
再多了解一些
本文用于创业者技术爱好者查询,仅供学习研究,如用于商业用途,请联系技术所有人。
