1.本发明涉及电机零部件装配领域,具体涉及一种电机输出轴上零部件高精度压装辅助装置。
背景技术:
2.申请号为201811295350.x的中国专利公开了一种高精度电机出轴起步齿轮压装装置,包括第一套筒、第二套筒、限位块和压头,第一套筒和第二套筒均具有上下贯穿的贯穿槽,限位块和第一套筒均用于套设在电机的输出轴外,且第一套筒支撑在限位块上,当起步齿轮放置于第一套筒内,起步齿轮周向外壁与第一套筒周向内壁间隙配合,限位块由若干限位块单体构成;压头包括压头上部,压头上部外径大于第一套筒内径。
3.上述方案通过使限位块内壁与输出轴外壁接触,以使限位块与输出轴同轴设置,通过在限位块外套设第二套筒,以实现第二套筒与限位块的同轴设置、第二套筒与第一套筒的同轴设置,通过实现了第一套筒与输出轴的同轴设置,以使放置于第一套筒内的起步齿轮能与输出轴同轴设置,以保证起步齿轮压装后与输出轴的同轴度,以提高起步齿轮的高精度压装;通过设置限位块和第一套筒以对压头的行程进行限制,从而避免起步齿轮压装位置过深,进一步提高起步齿轮的高精度压装。
4.上述方案存在以下缺陷:限位块是支撑在电机端盖上的,限位块上还支撑有第一套筒,在进行起步齿轮压装时,是通过第一套筒来限制压头的压头上部继续向下移动的,压机对压头所施加的力会依次通过第一套筒和限位块传递给电机的前端盖,会导致电机前端盖受力,或压机对压头所施加的力会依次通过起步齿轮和限位块传递给电机的前端盖,会导致前端盖具有轴承室处受力,从而导致轴承室内的轴承受力,存在轴承受压后损坏,以使电机不良的情况发生。
技术实现要素:
5.本发明的目的是提供一种不会使电机前端盖受压以致前端盖处的轴承受损的电机输出轴上零部件高精度压装辅助装置。
6.为实现上述目的,本发明采用如下技术方案:一种电机输出轴上零部件高精度压装辅助装置,包括电机定位座,所述电机定位座底部设有用于对电机输出轴一端进行支撑的支撑件,所述电机定位座上方设有压头组件,所述压机组件包括能在压机作用下沿竖直方向移动的联动部,所述联动部下端中部设有向下延伸的芯轴部,所述芯轴部与所述支撑件同轴设置,所述芯轴部外套设固定有横截面呈环形的压装部,所述压装部下端面始终位于所述芯轴部下端面的下方,以使压装部中部构成对电机输出轴另一端让位的让位槽。
7.需要在电机的输出轴上进行齿轮等零部件的压装时,先将电机放置在电机定位座上,通过支撑件对电机的输出轴进行支撑,以避免输出轴上下窜动,随后在电机的输出轴上预放置零部件,然后启动压机,以使联动部在压机作用下向下移动,随着联动部的移动,联动部下侧的压装部下端面会与零部件端面抵接,并使零部件沿输出轴向下移动,联动部继
续下移,电机输出轴的上端会伸入定位槽,当输出轴端面与定位槽槽底(即芯轴部下端面)相抵时,即完成零部件的压装。本发明通过支撑件、输出轴、芯轴部保证零部件在输出轴轴向位置上的压装精度,通过压装部端面与零部件端面接触保证零部件在压装时不倾斜,从而实现零部件的高精度压装。其中,可采用现有任意一种能限制电机在水平方向上移动的电机定位座。本发明在使用时,电机的前端盖是不受压力的,不会导致前端盖处的轴承受力后损坏,能在保证高精度压装的情况下降低次品率。
8.作为优选,所述联动部或压装部周向外侧套设有沿竖直方向延伸的定位套,当电机放置于电机定位座上时,所述定位套支撑在电机的前端盖上,且定位套下端内壁与电机的前端盖的前端盖凸台间隙配合。定位套用于电机和压装组件垂直度的检测,用于判断电机是否倾斜、联动部是否倾斜,以便于工人判断是否存在电机装配不良或装置受损。本发明的定位套仅仅是支撑在前端盖上用于判断电机和压装组件的同轴,在定位套与联动部滑配的情况下压装组件压装时是不受力的,不会导致电机前端盖受压以致轴承受损。
9.作为优选,所述联动部下端面设有固定槽,所述芯轴部上端和压装部上端均位于所述固定槽内。固定槽槽壁能对芯轴部上端和压装部上端进行导向,从而保证压装精度。同时,可以根据待压装零部件的实际安装位置,以更换具有不同深度让位槽的芯轴部和压装部。
10.作为优选,所述芯轴部包括连接部和轴部,所述轴部位于所述连接部中部并向下延伸,所述压装部套设在轴部外并位于所述连接部下方。压装部与芯轴部间存在两个面的接触定位,只需要保证加工后的芯轴部的垂直度,机壳保证压装部的垂直度和下端面的水平度。
11.作为优选,所述固定槽槽顶壁处设有容纳槽,所述容纳槽内固定有磁体,所述磁体与芯轴部间磁性吸引。通过磁吸的方式对芯轴部进行固定,相比螺纹固定而言,能保证芯轴部端面的有效接触,保证芯轴部的轴部垂直度。
12.作为优选,所述轴部上端外壁处形成环形槽或所述连接部下端面临近轴部处形成有环形槽,所述压装部通过胶水与芯轴部固定或所述压装部与芯轴部紧配。在轴部与连接部连接处设置环形槽,能在压装部与芯轴部胶水固定时起到一定储胶作用,提高胶水固定效果;或能在紧配时去除毛刺造成的影响,以提高压装部与芯轴部的配合度,甚至环形槽还能容纳一定空气或紧配变形的部分,保证压装部上端面与连接部下端面的有效接触,作为优选,所述联动部滑配在顶板的贯穿孔内,所述联动部对应于顶板上方处设有向周向外侧延伸的限位凸起,所述限位凸起与顶板之间设有压缩弹簧。通过设置压缩弹簧,以便于压装完成后,本发明的压机组件的向上复位,以便于电机的取出。
13.作为优选,所述电机定位座沿前后方向滑配在底板上,当电机定位座滑动至极限位置时,所述电机定位座的支撑件与芯轴部同轴设置。可以通过滑动电机定位座的方式,以使电机上方空间空旷,以便于电机向上取出。其中,可以在底板上设置限位块或靠山等部件,以使电机定位座与限位块或靠山接触,从而确定电机定位座位置,便于实现电机定位座的支撑件与芯轴部同轴,进而保证高精度压装效果。
14.作为优选,所述电机定位座包括底座及固定在底座上的定位部,所述底座中部固定有所述支撑件,所述支撑件中部设有向上延伸的支撑部,所述支撑部上端面高于底座上端面,当电机支撑在底座上时,电机周向外壁与定位部内壁间隙配合;所述支撑件中部具有
向上贯穿支撑部上端面的导向孔。
15.通过设置支撑部,以避免电机后端盖端面与支撑件偏离支撑部和底座上端面处接触,以减少接触面积,避免因后端盖不平或底座上端面不平所造成的电机倾斜的情况发生。电机输出轴的下端是台阶造型时,导向孔用于对台阶轴的细段进行配合和导向,支撑件上端面用于对台阶轴的粗段端面进行支撑。
16.作为优选,所述压装部周向边缘设有向下延伸并构成围合形或半围合形结构的导向部。在进行零部件压装时,可以使导向部内壁与零部件周向外壁接触,以避免零部件倾斜,从而保证零部件压装时的同轴度。
17.本发明在使用时,电机的前端盖是不受压力的,不会导致前端盖处的轴承受力后损坏,具有能在保证高精度压装的情况下避免前端盖轴承受损以降低次品率的优点。
附图说明
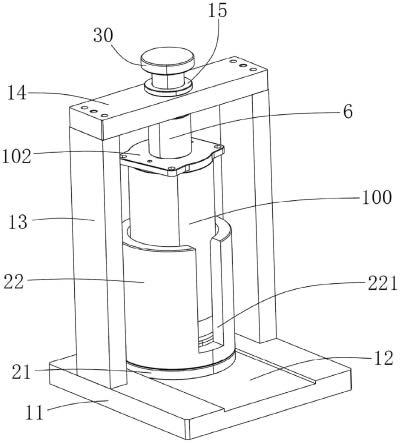
18.图1为本发明的一种结构示意图;图2为本发明的一种剖视图;图3为本发明的压装部和芯轴部的一种结构示意图;图4为本发明的另一种压装部和芯轴部的结构示意图。
具体实施方式
19.下面根据附图和具体实施例对本发明作进一步描述。
20.由图1和图2所示,本实施例公开了一种电机输出轴上零部件高精度压装辅助装置,包括底板11,底板11上设有沿前后方向设置的滑槽12,滑槽12内配合有一电机定位座,底板11两侧设有向上延伸的立柱13,两立柱13之间固定有顶板14,顶板14中部设有贯穿孔,贯穿孔处设有滑套15,滑套15处滑配有压头组件。当电机定位座2向前滑动至极限位置时,电机定位座2位于压头组件正下方。
21.电机定位座包括底座21及固定在底座21上的定位部22。定位部22横截面呈半围合形结构,定位部22侧壁设有向上开口且内外贯穿以对电机100的引出线让位的缺口 221。底座21中部固定有用于对电机100的输出轴101一端进行支撑的支撑件20,支撑件20中部设有向上延伸的支撑部201,支撑部201上端面高于底座21上端面。其中,支撑件20中部具有向上贯穿支撑部上端面的导向孔202,导向孔202用于对具有台阶结构的输出轴101后端进行让位。当电机100支撑在底座21上时,电机100机壳的周向外壁与定位部22内壁间隙配合。其中,底座21中部设有台阶槽,由硬质合金制成的支撑件 20通过胶水固定在台阶槽内,支撑件20上端宽下端窄以配合在台阶槽内。
22.由图2所示,压机组件包括能在压机作用下沿竖直方向移动的联动部3,联动部 3滑配在滑套15内,联动部3下端中部设有向下延伸的芯轴部4,芯轴部4与支撑件20 同轴设置,芯轴部4外套设固定有横截面呈环形的压装部5,压装部5下端面始终位于芯轴部4下端面的下方,以使压装部5中部构成对电机100的输出轴101上端让位的让位槽 50。
23.由图1和图2所示,联动部3向外侧套设有沿竖直方向延伸的定位套6,当电机 100放置于电机定位座2上时,定位套6支撑在电机100的前端盖102上,且定位套6下端内壁与电机100的前端盖102的前端盖凸台103间隙配合。其中,滑套15上端设有向周向外侧延伸的外
凸环,联动部3上端设有向周向外侧延伸的限位凸起30,限位凸起30,与外凸环之间设有压缩弹簧(图中未画出)。
24.由图3和图4所示的两种配合在一起的压装部和芯轴部,芯轴部4包括连接部41 和轴部42,轴部42位于连接部41中部并向下延伸,压装部5套设在轴部42外并位于连接部41下方。其中,联动部3下端面设有固定槽,连接部41和压装部5位于固定槽内。由图2所示,固定槽槽顶壁处设有容纳槽31,容纳槽31内固定有磁体,磁体与芯轴部4 的连接部41间磁性吸引。其中,由图4所示,连接部41下端面临近轴部42处形成有环形槽40,压装部5通过胶水与芯轴部4固定,环形槽40内储有一定胶水。由图4所示的压装部5与图3所示的压装部5的区别仅在于:图4的压装部5周向边缘设有向下延伸并构成围合形导向部51,导向部51内壁用于与待压装零部件(图中未画出)外壁间隙配合以实现对待压装零部件的压装导向。
25.需要在电机的输出轴上进行齿轮等零部件的压装时,先将电机放置在电机定位座上,通过支撑件对电机的输出轴进行支撑,并在电机前端盖的前端盖凸台处放置定位套,随后在电机的输出轴上预放置零部件,并将电机定位座推动至底板的滑槽深处以使电机定位座与滑槽槽壁接触。
26.然后启动压机,以使联动部在压机作用下向下移动,如果联动部很顺利的滑动至定位套内,则说明电机固定稳定性好未发生倾斜现象且压装组件未坏掉;如果联动部不能顺畅的滑动至定位套内,则需要对电机定位座、电机和压装组件进行检测,以判断电机是否不良或本发明装置是否坏了。
27.随着联动部的移动,联动部下侧的压装部下端面会与零部件端面抵接,并使零部件沿输出轴向下移动,联动部继续下移,电机输出轴的上端会伸入定位槽,当输出轴端面与定位槽槽底(即芯轴部下端面)相抵时,即完成零部件的压装。
28.压机复位,压头组件会在弹簧作用下复位,拉出电机定位座,移出定位套后将压装有零部件的电机取出即可。
29.本发明在使用时,电机的前端盖是不受压力的,不会导致前端盖处的轴承受力后损坏,具有能在保证高精度压装的情况下避免前端盖轴承受损以降低次品率的优点。
再多了解一些
本文用于创业者技术爱好者查询,仅供学习研究,如用于商业用途,请联系技术所有人。