1.本发明涉及一种利用基于辊等成形工具的成形由金属板(带)制造金属管的制造方法及其装置,涉及一种金属管的制造方法和装置,其能够在金属板向制造装置的初始通板或变更金属板的尺寸后等情况下,自动优化用于成形的成形工具位置并进行成形。
背景技术:
2.为了制造金属管而设计使用成形辊的轧管机时,尚未建立体系化的设计方法。例如,根据造管的管尺寸及其范围、所使用的板坯材质和性状,并考虑成形方法的选定、成形辊机座的级数、成形量的分配而选定及设计辊花,进而选定辊机座的种类,确定用于各个辊机座的成形辊的轮廓。
3.另一方面,在新设轧管机时,大多出于经济理由来确定辊机座数量和辊结构,因此有时也会偏离与选定的成形法或辊花相应的理想的成形机座结构,进而有时也会根据设计者偏好的结构等,在轧管机中也会产生机械刚性的过大或不足,这样轧管机会有作为轧机的个性,如具有成形性良好的口径范围有限的情况或有擅长或不擅长的材料等。
4.进而,对于被推进了成形辊兼容化的轧管机而言,考虑到被成形材料的尺寸(宽度和厚度)的多元化,为了对任何尺寸的材料都能够同等地发挥成形力而被设计,但是这里也有产生作为各种机械的个性的余地(专利文献1、专利文献2)。
5.在设置所述轧管机并开始实际作业的情况下,在推定的造管尺寸范围内的材料中,也会根据产地(炼铁厂、工厂)、加工及热处理履历而造成每个轧钢卷的材料的性状(尺寸精度、硬度及其分布、含有成分的焊接性、侧弯、平坦度等)不同,可以说材料也具有各种各样的个性。
6.通过以往进行的近似物理模型分析,即使采用基于板坯的三维变形模型的变形模拟进行伴随轧管机内的板坯的通板的行为预测,也由于除了前述的板坯的个性之外,还因轧管机的个性,尺寸和硬度的均匀度恒定的理想模型对伴随材料的生产线方向的成形的行为的预测与实际作业之间的差异较大,基于所提理想模型的预测不起作用。
7.因此,以往在实际作业中的初始通板时,为了能够设法使板坯通过开坯bd、多辊cl机座组,在多级配置的最终飞边通过辊fp机座组中成形为圆管,在bd、cl机座组中的辊的位置调整和辊隙调整、驱动力的增减等依靠操作员的经验和直觉进行调整。
8.作为确认所提辊调整的适应性的方法,通常采用管的周长管理,在初始通板时,在飞边通过辊机座以后的机座入侧、出侧,由人利用钢卷尺测量外周长,并根据该外周长是否在目标产品的外周长范围内来判断(专利文献3)。
9.在以上的通板中调整后的bd、cl机座组,在将具有同样的个性的轧钢卷作为板坯使用的情况下是有效的,但是在使用产地和加工履历不同的轧钢卷的情况下,需要再次由操作员进行上述初始通板时的调整。
10.近年来,开发了使用有限单元法(finite element method)的成形模拟器和辊花设计、路径调度的分析和设计方法,利用于实际作业的重新评估和校正。但是,以上述的初
始通板为首,伴随产品尺寸的变更的辊更换后的初始通板等的操作仍然不可缺少地由操作员进行调整。
11.在利用辊成形的电阻焊钢管的制造方法中,从1980年代开始,提倡推进轧管机的自动控制化的必要性,但有的轧管机具有30年至50年左右的寿命,在不能自动化的状态下使用。另外,近年来,虽然也有实现每个机座的部分自动化的轧管机,但设计法没有体系化,例如在整个轧机中到现在也没有实现上述初始通板的自动化,这是因为伴随上述的板坯和轧机的个性的复合化的调整的现状过于复杂,尚未发现能够将进步的分析技术、传感器技术、工具的位置调整技术等组合起来并对它们进行综合控制的理论和方法。
12.进而,伴随着在辊成形中不可缺少的润滑剂的使用,存在传感技术不起作用的问题。即,在将板坯成形为圆管、方管时,为了冷却加工热或摩擦热引起的辊的过热,或者防止产生烧结缺陷或啮合缺陷,或者防止剥离的铁鳞引起的伤痕或污垢,使用水溶性润滑剂(可溶解),而在整个轧管机生产线中通过使用触头或照相机、激光光线等所进行的传感变得困难或不能。
13.专利文献1:日本发明专利4906986
14.专利文献2:日本特开平07-275954
15.专利文献3:日本特公昭62-40087
16.专利文献4:日本发明专利5781821
17.专利文献5:日本发明专利5631337
18.专利文献6:日本发明专利6385552
19.专利文献7:日本发明专利4780952
20.专利文献8:日本发明专利5057467
21.专利文献9:日本发明专利5268834
22.专利文献10:日本发明专利5523579
23.专利文献11:日本发明专利6159005
24.专利文献12:日本发明专利6839786
25.专利文献13:日本发明专利6823212
技术实现要素:
26.本发明的目的在于提供一种金属管的制造方法及其装置,对利用基于辊等成形工具的成形由金属板(带)制造金属管的轧管机,在被成形金属板的初始通板或所谓的尺寸变更来变更金属板的尺寸等的情况下,能够自动优化配置在轧机机座内的成形工具的位置来成形。
27.发明人为了在使用成形辊的轧管机整体上实现上述的初始通板的自动化,例如对辊花设计及使用三维弹塑性变形有限单元法的成形模拟的分析结果的运用进行了各种研究,结果发现当将分析出的被成形钢板特有的成形进程例如作为某个成形辊机座位置上的材料剖面形状与成形辊位置之间的相关关系来使用时,能够实现辊位置调整的自动化。
28.发明人着眼于在进行某种辊花设计并特定了全部成形辊机座结构的轧管机中,将例如采用三维弹塑性变形有限单元法对作为基于该全部成形辊的理想模型的某个被成形钢板的全部成形进程进行成形模拟分析的结果作为以下的相关关系来捕捉,所述相关关系
是从进入导向机座eg到十字形辊模头(
タークスヘッド
)机座th的连续的带材料整体的变形形态值(例如材料剖面形状)与从进入导向机座eg到十字形辊模头机座th的全部成形辊机座的各辊位置信息之间的相关关系。
29.进而,发明人发现,若在从某个品种、尺寸、履历的金属板的成形模拟分析得到的将板状成形为管状的作为一体物的成形进程中,加入由该材料的尺寸不同引起的材料剖面形状与辊位置之间的相关关系,并作为轧管机中的测量位置处的被成形材料的变形形态值(例如作为剖面形状的边缘位置、宽度尺寸、高度尺寸)进行评价,则能根据所提相关关系求出测量位置前后的成形辊的理想的辊位置,并完成本发明。
30.换言之,发明人着眼于伴随着被成形材料的个性、即所使用的金属板的尺寸误差、热轧履历、材质的不同或其生产线方向上的偏差等金属板固有的个性,可以推定通过由规定的结构构成的轧管机成形时的实际的成形进程与考虑到轧管机的个性而推定了理想的金属板成形进程的理想模型不同,并且发现以下情况并完成本发明。即,所述情况为,可将实际作业时与理想模型之间的差异作为成形中金属板的变形形态值来测量,并通过进行根据与理想模型的成形进程的不同来预测成形工具的位置需要调整的比较及预测的操作,能够进行在实现作业中金属板的固有成形进程所需的成形工具的选定及其位置调整。
31.本发明的金属管的制造方法,经过由成形工具进行的造管工序、焊接工序、定径/修整工序将金属板制成金属管,其中,
32.使用机座列生产线,所述机座列生产线由在各个所述工序中使用的一部分或全部成形工具通过位置调整单元被保持在各个机座内的结构构成,其中所述位置调整单元能够调整所述成形工具相对于被成形金属板(板坯/管坯)的位置;
33.使用存储单元,所述存储单元用于经过模拟分析工序和数据获取工序,将各种成形进程预先作为基于各种理想模型的管坯的变形形态值与成形工具位置之间的相关关系值的数据来存储,其中所述模拟分析工序为以该机座列生产线的一部分或全部为对象,预先根据各种金属板的不同尺寸和/或品种,对使用该成形工具时的将金属板成形为金属管的成形进程进行模拟分析的工序,所述数据获取工序为从所述各种成形进程的模拟分析结果,得到位于所述生产线的全部分析对象中或特定的成形工具机座中的机座附近或成形工具附近的管坯的变形形态值与各个机座内的成形工具的位置信息之间的相关关系值的数据的工序;
34.使用输出单元,所述输出单元用于使用运算单元推定出分析对象的行程中的管坯固有的成形进程,并选择该成形进程所需的成形工具的位置信息,输出需要调整的机座内的成形工具的位置信息,其中所述运算单元用于根据在所述分析对象的行程中由测量传感器进行成形中途管坯的变形形态值的测量工序而测量的成形中途管坯的变形形态值、以及被成形金属板的尺寸或尺寸和品种的信息,进行与所述存储单元的数据的比较、管坯的成形进程的预测;
35.使用生产线自动控制单元,所述生产线自动控制单元例如用于显示位置信息来催促操作员进行操作,或者所述生产线自动控制单元用于接收成形工具的位置信息的输出,控制位置调整单元,所述位置调整单元用于进行需要位置调整的机座内的成形工具的位置调整。
36.本发明在所述制造方法中,
37.在对成形前的坯料金属板的整面或外周预定面、内周预定面中的任一个或其一部分实施机械去垢处理后开始造管,
38.在该造管工序中,不使用润滑剂,而是根据需要对金属板或成形工具进行基于润滑剂局部喷雾的润滑。
39.本发明在所述制造方法中,
40.模拟分析使用三维弹塑性fem(有限单元法)分析法。
41.本发明在所述制造方法中,
42.管坯的变形形态值为外周面形状、内周面形状、垂直剖面形状、外周长、成形工具机座列的各机座中的成形荷载之中的至少一个。
43.本发明在所述制造方法中,
44.在确定通过线(x轴方向)和生产线中心(y轴方向)的情况下,管坯的变形形态值是由在通过线面上观察到的两个边缘位置和管坯的宽度尺寸、位于生产线中心面的管坯的高度来得到的外周面形状或内周面形状、或者进一步在内外周面形状上增加成形荷载后的值,其中所述通过线为包含预先设定的管坯的行进方向(z轴方向)的水平面,所述生产线中心为相对于所述通过线的垂直面。
45.本发明在所述制造方法中,
46.在确定通过线(x轴方向)和生产线中心(y轴方向)的情况下,管坯的变形形态值是由在通过线面上观察到的两个边缘位置和管坯的宽度尺寸、位于生产线中心面的管坯的高度来得到的垂直剖面形状、或者进一步在垂直剖面形状上增加成形荷载后的值,其中所述通过线为包含预先设定的管坯的行进方向(z轴方向)的水平面,所述生产线中心为相对于所述通过线的垂直面。
47.本发明在所述制造方法中,
48.根据测量的成形中途管坯的变形形态值,进行与所述存储单元的数据的比较、管坯的成形进程的预测的运算单元,对所推定的固有的成形进程的管坯计算校正模型,并且使用进行需要位置调整的机座的成形工具的位置调整的生产线自动控制单元,其中所述校正模型具有为了与近似的理想模型的相关关系值的数据近似而所需的变形形态值与成形工具的位置信息之间的相关关系值的数据。
49.本发明在所述制造方法中,
50.校正模型的计算方法使用机器学习法。
51.本发明在所述制造方法中,
52.校正模型的计算方法使用深度学习法。
53.本发明在所述制造方法中,
54.将由运算单元计算的校正模型的变形形态值与成形工具的位置信息之间的相关关系值的数据作为新的固有尺寸和/或品种的金属板的学习化模型的相关关系值的数据来存储在存储装置中并作为存储数据使用。
55.本发明的金属管的制造装置,用于经过由成形工具进行的造管工序、焊接工序、定径/修整工序将金属板制成金属管,其中,
56.制造装置具有机座列生产线,所述机座列生产线具有在各个所述工序中使用的成形工具通过位置调整单元被保持在机座内的结构,其中所述位置调整单元用于调整所述成
形工具相对于被成形金属板(管坯)的位置;
57.所述制造装置具有存储单元,所述存储单元用于根据预先通过模拟分析对使用该成形工具时的将金属板成形为金属管的成形进程进行分析的分析结果,得到基于各种金属板的不同尺寸和/或品种的位于全部或特定的成形工具机座中的机座附近或成形工具附近的管坯的变形形态值和各个机座内的成形工具的位置信息,并将各种所述成形进程预先作为基于各种理想模型的管坯的变形形态值与成形工具位置之间的相关关系值的数据来存储;
58.所述制造装置具有测量传感器,所述测量传感器能够在各行程中测量成形中途管坯的变形形态值;
59.所述制造装置具有运算单元,所述运算单元用于根据测量的成形中途管坯的变形形态值,进行与所述存储单元的数据的比较、管坯的成形进程的预测;
60.所述制造装置具有生产线自动控制单元,所述生产线自动控制单元用于推定造管行程中的管坯固有的成形进程并选择该成形进程所需的成形工具的位置信息,并控制用于进行需要位置调整的机座内的成形工具的位置调整的所述位置调整单元。
61.在本发明中,得到利用成形模拟分析的辊成形进程,是以轧管机的个性、即在轧机的设计中采用的辊机座结构为前提,对通过各辊机座并接受辊成形的金属板坯整体的变形形态进行分析的结果,可以说已经在板坯的成形进程中融入了轧管机的个性,之后通过看清所使用的金属板的个性,从而能够进行与所使用的金属板相应的初始通板、连续作业的操作,能够实现作业的自动化。
62.总之,如果轧管机具备从进入导向机座eg到十字形辊模头机座th为止例如20级辊机座,则可基于以下操作,推定出实际作业模型的板坯的个性,并掌握与理想模型的板坯的变形形态值近似的校正模型中的成形进程。其中,所述操作是对以下情况进行比较和预测的操作:所述情况为,遍及20级的全部辊位和长度对应于20级辊位长度的板坯的变形形态值、例如边缘位置和宽度、高度和周长等是否与由该轧管机成形的理想模型的成形模拟分析的辊成形进程相符,在实际作业模型中检测出与理想模型之间的差异时,该差异是生产线上的哪个机座中的哪个辊位,而且该差异是何种程度的差异。
63.根据前述的测量数据来确定采用校正化模型,例如通过进行该测量点的上游侧或下游侧、甚至生产线上的多个某些特定成形工具的位置调整,从而能够使成形进程近似到理想的成形进程,通过反复执行基于多个测量点的测量结果进行特定成形工具的位置调整这样的机器学习法,能够实现轧管机整体的作业、成形工具的位置控制的自动化。
64.进而,通过在机器学习成果的基础上,使用深度学习法,使多层结构的神经网络学习前述数据,反复进行实际作业,从而能够具有人工智能ai学习功能,所述人工智能ai学习功能是根据得到的数据等掌握推定外的个性化模型,并导出其校正化模型等的功能。
附图说明
65.图1是从通过线方向(板坯钢板从图中的左侧向右侧行进)的操作侧观察实施例1的轧管机的上游侧一半部分的侧面说明图,表示入侧工作台的进入导向机座eg、初始成形部的开坯辊机座bd、中间成形部的多辊机座cl。
66.图2是从通过线方向的操作侧观察图1的轧管机后续部分的侧面说明图,表示飞边
通过辊机座fp和夹紧辊机座sq。
67.图3是从通过线方向的操作侧观察实施例1的轧管机的下游侧一半部分的侧面说明图,表示矫正尺寸形状的定径工序的定径辊机座sz和十字形辊模头辊机座th。
68.图4是用于说明图1的开坯辊机座bd中的成形辊的位置调整机构的功能的说明图,是从通过线方向的上游侧向下游侧观察机座的正面说明图。
69.图5是表示图1的开坯辊机座bd、多辊机座cl中的被成形金属板与成形辊之间的位置相关关系的、从通过线的上游侧向下游侧观察的正面说明图,表示金属板宽度宽的大径管成形的情况。
70.图6是表示图1的开坯辊机座bd、多辊机座cl中的被成形金属板与成形辊的位置关系的、从通过线的上游侧向下游侧观察的正面说明图,表示金属板宽度窄的小径管成形的情况。
71.图7是根据以与图1至图3所示的实施例1的轧管机同样的机座配置的轧机为对象进行模拟分析的结果,作为被成形金属板与成形辊之间的位置相关关系,沿通过线方向俯瞰观察的图像立体说明图。
72.图8是根据以与图1至图3所示的实施例1的轧管机同样的机座配置的轧机为对象进行模拟分析的结果,作为被成形金属板与成形辊之间的位置相关关系,从通过线方向的操作侧观察的图像侧面说明图。
73.图9是将图7的夹紧辊sq~开坯一号bd1的部分从下游侧的夹紧辊侧向上游侧观察的模拟分析结果的图像立体说明图。
74.图10是从通过线方向的操作侧观察实施例2的轧管机的上游侧部分的侧面说明图,表示入侧工作台的进入导向机座eg和夹送辊机座er。
75.图11是从通过线方向的操作侧观察实施例2的轧管机的上游侧部分的侧面说明图,表示初始成形部的开坯辊机座bd1~bd5。
76.图12是从通过线方向的操作侧观察实施例2的轧管机的上游侧部分的后半部分的侧面说明图,表示中间成形部的多辊机座cl、飞边通过辊机座fp和夹紧辊机座sq。
77.图13是从通过线方向的操作侧观察实施例2的轧管机的下游侧部分的前半部分的侧面说明图,表示用于形成规定的尺寸形状的定径/修整工序中的定径辊机座sz、用于成形为方管的辊箱机座rb、十字形辊模头辊机座th。
78.图14是从通过线方向的操作侧观察实施例2的轧管机的下游侧部分的后半部分的侧面说明图,表示用于形成规定的尺寸形状的定径/修整工序中的定径辊机座sz、十字形辊模头辊机座th。
79.图15a是从通过线方向的操作侧观察实施例3的轧管机的侧面说明图,表示入侧工作台的进入导向机座eg、将初始成形部与中间成形部连接的具有模具成形工具的成形机odf、飞边通过辊机座fp和夹紧辊机座sq。
80.图15b是从通过线方向的操作侧观察实施例3的轧管机的侧面说明图,表示入侧工作台的进入导向机座eg、将初始成形部与中间成形部连接的具有模具成形工具的成形机odf、飞边通过辊机座fp和夹紧辊机座sq。
81.图16是表示在实施例3中通过可视化来测量管坯的内表面形状的方法的说明图。
82.图17是表示在实施例1、2、3的轧管机中使用的人工智能ai的核心引擎与轧管机的
传感器和机座的位置调整装置之间相关关系的概念说明图。
具体实施方式
83.对本发明中的结构要件进行说明。
84.成形对象金属板除了是铁系或非铁系金属的连续带材以外,而且是这些的所需长度的板材。通常,由于材料以卷状的带材提供,因此以往进行了使其连接并连续的操作。在本发明中,不需要使卷状材料一个接一个地连接并连续来供给,能够进行以钢卷为单位的造管。
85.成形工具除了专利文献1(us6212925b1)和专利文献2所示的成形辊以外,还可以使用专利文献8(ep2261014b1)、专利文献9、专利文献10(ep2636463a1)所示的构造成形孔型连续的无限轨道的成形工具等。
86.机座可以采用所有机械形态的机座,其能实现使成形工具通过位置调整机构被保持在机座内的结构,所述位置调整机构用于调整所述成形工具相对于被成形金属板、成形中途管坯的位置。
87.位置调整单元使用例如对成形辊赋予相对于与造管生产线正交的垂直剖面水平移动(放大缩小)、垂直移动(上升下降)、摆动的功能的千斤顶、致动器等各种机械要素,并与电动机、液压机等动力源一起组合而适当构造。
88.造管工序例如是指:由开坯辊机座bd所进行的初始成形工序,用于开始弯曲成形金属板的两端部(边缘部);由多辊机座cl所进行的中间成形工序,用于将金属板剖面形状从圆弧状逐渐弯曲成形为圆形的管坯;以及由飞边通过辊机座fp所进行的最终成形工序,用于调整准备对接的管坯的边缘部的形状,以使管坯成为所需的圆管形状。
89.由于飞边通过部分中弯曲和拉深成形混合存在,并且调整管坯的剖面形状和边缘端面形状,以适合焊接的状态进行形状精加工,因此为了用夹紧辊实施稳定的镦粗并为了进行周长精加工等,以往在初始通板时和作业暂时停止时,使用钢卷尺测量材料的外周长,进行辊的位置调整来调整拉深量,以得到所需的周长。
90.但是,由于在常规作业中等不能进行周长测量,因此,根据可从用于进行辊位置调整的千斤顶等的移动位置预测的当前辊隙量进行大致的辊位置管理。因此,以往,生产线操作员的经验比较重要。
91.在焊接工序中,例如在高频焊接的情况下,夹紧辊机座对由高频电阻焊接机加热的接缝部(板坯的两边缘部)进行压接,从而不仅使边缘对接,还对左右边缘的高度(搭接)进行微调等,在制造厚壁产品的中、大直径轧机中进行对接状态(i坡口、v坡口等)的调整。
92.焊接方法除了感应式、直接供电式的高频焊接以外,还可以以尺寸为首,根据金属材质、管的用途、规格等品质适当选择或组合使用tig焊接(非熔化极气体保护电弧焊)、等离子体焊接、激光焊接等公知的焊接法。
93.在夹紧辊机座的下游区域,配置有用于连续切除排出到焊接管内外表面的钢水(焊珠)的内外表面焊珠清理器,为了观察焊缝情况而进行温度测量、温度分布测量或超声波探伤。
94.另外,根据所要求的造管的规格等适当地配置用于进行该焊接部的局部淬火或退火的中频感应电流式接缝退火机、以及空冷区/水冷区等热处理部分。特别是在油井管的情
况下,仔细进行接缝部的上述调查调整。
95.在建材用管等的造管中不进行内表面焊珠切削或热处理的情况下,上述轧机部分停止功能,进行管的进给驱动等,管会简单地通过该部分。
96.在定径工序中,除了配置用于进行圆管的定径化的定径辊机座sz和用于矫正笔直度的十字形辊模头辊机座th之外,还可以适当配置使用了用于矫正扭转的带槽轧辊的退捻(detwist)辊机座。
97.用于将圆管制成方管的修整工序需要有定径、修整、十字形辊模头的部分。另外,通过有无修整部分的运转,可以选择同一生产线上的圆管、方管的管形状。
98.在前述的飞边通过辊、夹紧辊、定径/修整部分中,由于在成形工具中使用与待造管的产品管尺寸相应的二辊至四辊结构的辊机座,因此不能实现辊的兼容化,如果因所谓的尺寸变更而改变被成形管坯尺寸时需要更换辊。
99.在更换辊时,在小径管的情况下,有时将比较轻量的辊机座整体更换为在离线位置上调整后的辊,但在中大径管的情况下,由于更换需要时间和工夫,因此可以采用如专利文献4(ep2700457b1)、专利文献5(ep2520380b1)、专利文献6(pct)、专利文献13所示的具有辊快速更换机构的辊机座,从而实现生产率的提高。所述具有辊快速更换机构的辊机座仅更换机座内的辊,而保留用于进行辊的位置调整的致动器或千斤顶之类。
100.作为将圆管修整为方管的修整单元,有将公知的四辊机座多级配置的方法。但是,每次变更产品(金属板)尺寸时,需要进行四辊整体的更换。因此,不能否认生产率降低,因此若如专利文献7(ep1815921b1)、专利文献12所示那样,为了推进辊的兼容化,在上下、左右方向上将二辊交替配置为多级,并在辊面上使用特殊的形状等,使用平辊来将压下量分布设为特殊的分布等,如此采用使用了多级配置二辊的辊箱机构的辊机座,则不需要更换辊。
101.本发明的制造方法的特征在于,预先用模拟分析法分析成形进程,该成形进程是在采用作为对象的轧管机所使用的全部成形工具的状态下将金属板成形为圆管或方管的进程。
102.通过基于预先设定的辊花的弹塑性变形的模拟分析,分析使用该轧管机中的规定的诸多成形工具时将金属板成形为金属管的成形进程。例如,如图7、图8的模拟分析结果的图像立体说明图所示,以某个尺寸、材质的金属板为对象,作为使用轧管机全部的成形工具从金属板到金属管的管坯的变形形态状态和与管坯接触的成形辊的定位之间的相关关系来分析成形进程。为了缩短分析时间,优选对轧管机的各部分进行模拟分析。
103.对于在某个轧管机中可以推定的、成形工具的兼容范围内的各种尺寸(板宽、壁厚)的金属板、和/或基于该尺寸和金属板的材质和用途、规格等的不同品种的各种尺寸和不同品质的各种金属板,分析各自的成形进程。
104.在利用辊花的成形进程中推定成形辊正下方的管坯的状态。但是,不能测量成形辊正下方的管坯的变形形态值。
105.根据前述各种成形进程的分析结果,能够得到在所有成形工具机座的各机座附近,例如与机座最近的上游侧或下游侧的管坯的变形形态值,或者各机座内的成形孔型等的成形工具附近的管坯的变形形态值以及各个机座内的成形工具的位置信息。
106.将这些各种成形进程的分析结果可以推定为上述推定的具有某种尺寸和品质的
金属板各自(即,某种金属板、某种理想模型)的管坯的变形形态值与成形工具位置之间的相关关系值的数据。
107.或者,还可以当作轧管机的通过线上的某个范围或特定位置的成形工具机座中的机座附近或成形工具附近的管坯的变形形态值与所述特定机座内的成形工具的位置信息之间的相关关系值的数据。
108.作为将某种金属板由某种成形工具,例如由成形辊成形为金属管的过程的成形进程的分析方法,根据设计时设想采用的辊花和辊面形状设计,可以采用使用公知的各种分析法进行的模拟分析。例如,在机械设计中使用cae(计算机辅助工程)分析,有限单元法是不可缺少的,其模型的准备和形状的简化是必要的,也可以采用利用三维cad适当组合形状数据和各种分析法的分析法,还可以进一步增加三维弹塑性fem(有限单元法)分析来进行上述分析。
109.另外,在计算机中使用三维cad数据及三维弹塑性fem分析法的情况下,为了提高分析的精度并缩短时间,可以采用使用多个cpu、gpu进行并行处理的程序。
110.通过这样的模拟分析,能够得到多种多样的成形进程的分析结果,以作为多种多样的管坯的变形形态值与成形工具位置之间的相关关系值的数据。
111.虽然可以仅作为数值数据来进一步分析利用,但例如在进行某个轧管机中的基于某个理想模型的所提相关关系值数据与该轧机中的基于实际作业模型的测量的相关关系值数据之间的比较时,为了能够被人或人工智能所识别,优选制定并采用将相关关系值的数据变成可视化数据的程序,以能够转换为特定坐标上的位置信息等,进而能够进行二维化或三维图像化。
112.考虑到在实际作业中的轧管机中可由测量传感器进行测量的管坯形态,认为管坯的变形形态值例如通过外周面形状、内周面形状、垂直剖面形状、外周长、成形工具机座列的各机座中的成形荷载中的任一个或前述要素的各种组合变成可视化数据。
113.例如,作为管坯的变形形态值,可以将由位于与生产线中心面水平正交的方向上的两个边缘位置和管坯的宽度尺寸、在生产线中心面上呈现的管坯的高度而得到的外周面形状、内周面形状、垂直剖面形状中的任一个或其全部数值化、在坐标上或虚拟空间中可视化或图像化来使用。其中,所述生产线中心面为包含作为预先设定的管坯的行进方向的通过线的垂直面。
114.在造管、焊接、成形(shaping)等各行程中,作为能够测量成形中途管坯的变形形态值的测量传感器,可以适当采用利用各种接触头和接近头进行的机械测量或磁性测量、进而组合了激光光线或照相机等的非接触式光学扫描、非接触式磁性扫描等公知的测量方法。
115.作为测量位于与前述的生产线中心面水平正交的方向上的两个边缘位置和管坯的宽度尺寸、在生产线中心面上呈现的管坯的高度的方法,还可以采用前述的公知方法的任一种方法。其中,所述生产线中心面为包含作为预先设定的管坯的行进方向的通过线的垂直面。另外,在各机座中的成形荷载的测量中,例如可以利用用于测量对辊轴的荷载的测力传感器(load cell)等公知的任一种荷载传感器。
116.在造管中,为了防止像普通钢等那样因弯曲而剥离的铁鳞造成的伤痕和污垢,使用水溶性润滑剂,在所需的辊机座上对管坯和辊进行喷射、喷雾。因此,由于大量喷射、喷雾
所提溶剂的气氛,有时造成管坯被水溶性润滑剂等覆盖、润湿等,不能测量或难以测量管坯的变形形态值。
117.因此,例如可以使用在离线下通过酸洗等化学去垢处理或机械去垢处理预先进行了去垢处理的金属板。进而,可以在对成形前的坯料金属板的整面或外周预定面、内周预定面中的任一个或其一部分实施机械去垢处理后开始造管。
118.在该造管工序中,优选不使用水溶性润滑剂,而是根据需要进行向金属板或成形工具的所需部分喷雾少量非水溶性润滑剂的局部润滑。
119.例如,作为在开始造管行程之前进行的机械去垢方法,可以采用公知的任意方法,例如可以适当采用如下的方法:即,将微细磨粒喷丸到所需的金属板表面,或用高速流体投射浆料,或使用粗面辊反复弯曲处理,进而与刷洗处理并用等方法。
120.对本发明中的成形方法的概念进行说明。
121.例如,在预先配置有成形工具的某个轧管机中,在成形具有某钟金属材质、尺寸、热履历的金属板时,掌握位于飞边通过辊机座或夹紧辊内的管坯的成形状态,以作为在该轧机的飞边通过辊机座或夹紧辊机座附近、即在所述机座之前、之后等的成形辊的入侧之前或出侧之后的管坯的变形形态值、例如基于该变形形态值的管坯的外表面形状和与管坯接触的成形辊的位置之间的相关关系值的数据。
122.即,通过进行了测量的机座中的变形形态值的测量值和通过理想模型预先设定的在该机座中的成形辊的位置信息,掌握在测量的位置处的测量当时的管坯的成形状态。
123.进行与预先设定的理想模型中的该机座的测量点的实际作业模型的比较,根据该相关关系值数据的比较,从机器学习数据预测今后需要的校正程度、例如今后可能发生的成形进程情况,选择在测量点的上游侧的机座中的辊位置调整、或者在测量点的下游侧的机座中的辊位置调整、或者这两者、进而在测量点的机座中的辊位置调整等校正计划,伴随该测量向需要辊位置调整的机座指示特定辊的位置调整量。
124.在进行该指示时,在初始通过时和作业时、进而在建材用管、油井管等不同用途下,管坯的通过速度存在较大差异,因此需要预先对测量、比较、预测方法等的程序进行某种程度的机器学习,以便确定如下事宜:即确定,是在哪个机座上的操作;反馈和前馈的选择、操作量等通过何种测量方法来确定,如除了在该机座中的测量以外,是否还进行与其他测量机座中的测量值等的比较关联等;基于何种测量数据进行比较预测。
125.管坯的变形形态值是外周面形状、内周面形状、垂直剖面形状、外周长、成形工具机座列的各机座中的成形荷载中的任一个或上述要素的各种组合,但是进而为了判断机座列生产线整体的成形进程的成果,可以测量决定生产线速度的各电动机的驱动力、转矩的情况和变动等,并且将其结果与上述要素的数据一起用作判断材料。
126.可以具有人工智能ai学习功能,其在所提机器学习法的成果基础上,使用深度学习方法,使多层结构的神经网络学习前述数据,并从通过重复进行实际作业来得到的数据等掌握推定外的个性化模型,并导出其校正化模型等。
127.用于根据测量的成形中途管坯的变形形态值进行与所述存储单元的数据的比较、管坯的成形进程预测的运算单元,对所推定的固有成形进程的管坯计算校正模型,所述校正模型具有为了与近似的理想模型的相关关系值的数据近似而所需的、变形形态值与成形工具的位置信息之间的相关关系值的数据,并且所述运算单元使用生产线自动控制单元进
行控制,以便进行需要位置调整的机座的成形工具的位置调整,从而运行该校正模型。
128.另外,运算单元计算的校正模型的变形形态值与成形工具的位置信息之间的相关关系值的数据,可作为新的固有的尺寸和/或品种的金属板的学习化模型的相关关系值的数据存储在存储装置中,并作为存储数据使用。
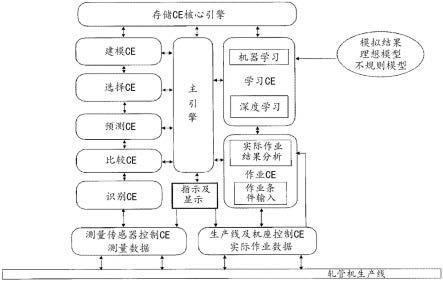
129.作为运算单元,可以利用公知的计算机。例如,可以使用以处理各种运算整体和综合性判断的主引擎me为中心,具有负责各种功能的核心引擎ce的人工智能化的计算机。
130.根据图14说明结构例。运算单元(计算机)可以使用以处理各种运算整体和综合性判断的主引擎me为中心具有各种功能(例如具有下列核心引擎ce)的人工智能化的计算机,所述核心引擎ce如下:
131.1)作业核心引擎oec,负责接收操作员向进行全体机座列生产线的成形工具整体的控制的生产线控制单元输入的作业计划及条件,并进行数据化等处理及判断;
132.2)认知核心引擎rce,负责对来自测量传感器的测量数据进行识别及处理;
133.3)比较核心引擎cce,用于对测量的变形形态值与存储数据的变形形态值进行比较;
134.4)预测核心引擎ece,负责根据所比较的数据值的差异预测当前作业中的成形进程,并预测今后的作业条件等,如进行校正程序的预测等;
135.5)选择核心引擎sce,负责根据预测的成形进程,基于今后的作业条件的变更或校正模型、各机座中的成形工具的位置信息与作业中的成形工具的位置信息的差异,进行应校正的成形工具的选择等的判断;
136.6)指示核心引擎dce,负责测量指示和位置控制指示,如对需要的测量传感器进行测量指示,以及指示所选择的成形工具的位置调整等;
137.7)机器学习核心引擎mlce,负责机器学习,如按照从模拟分析结果得到的理想模型的成形进程,对进行各成形工具的位置调整等的作业整体的编程进行学习等;
138.8)深度学习核心引擎dlce,负责深度学习,如根据作为实际作业结果的传感器测量结果、由成形工具的位置信息构成的控制结果等数据,预测实际作业模型的成形进程,导出作为新的实机预测模型的校正模型等;
139.9)综合学习核心引擎ilce,用于综合处理机器学习核心引擎mlce和深度学习核心引擎dlce;
140.10)存储核心引擎sce,作为存储单元负责存储下列数据:
141.理想模型模拟分析结果
142.校正模型
143.实机模型作业结果(测量结果及位置控制结果),等等。
144.传感器控制单元进行在生产线的机座和机座之间等中设置的传感器的运行控制和数据的发送和接收等。
145.辊位置控制单元发送和接收设置在各机座等的千斤顶、致动器的运行控制和运行状态、唯一位置信息等。
146.生产线控制单元随着作业条件的输入,进行作业机座选择、辊位置调整、辊更换等的作业准备。
147.实施例
148.实施例1
149.图1至图3所示的5英寸轧机生产线是2000年设计的已设生产线。产品口径预计为42.7~127mm。是一种用于成形建材用、配管用等圆管,并且不在线上进行用于高品质化的热处理的轧机,其将被成形金属板的尺寸和材质的不同作为作业条件。
150.钢板使用建材用、配管用的各种普通钢,作为去垢处理进行反复的机械弯曲、以及刷洗。
151.利用成形辊经过造管工序、焊接工序、定径工序而制作圆管的轧机生产线具有机座列,所述机座列具有在上述各工序中使用的成形辊在机座内通过位置调整单元被保持的结构,其中所述位置调整单元用于调整所述成形辊相对于被成形金属板(管坯)的位置。以下进行详细描述。
152.入侧工作台的进入导向机座eg由用于导入的两对侧辊机座eg1、eg2、上下的夹送辊机座pr构成。夹送辊机座pr被驱动以向被成形金属板施加推力。
153.虽然示出了手动结构,但是由于所述侧辊都能够相对于与造管生产线正交的垂直剖面水平移动(放大缩小),因此辊轴承以能水平移动的方式被支撑在机座上并通过电动化的螺旋千斤顶水平移动。为了使夹送辊也能垂直移动(上升下降),同样对千斤顶进行电动化改良。
154.初始成形部由五级开坯辊机座bd1~bd5构成。此外,在图示的bd1与bd2之间配置有用于加强推力的夹送辊机座,但在实施例1中,如后所述那样为了设置传感器而取下该夹送辊机座。
155.初始成形部采用如专利文献1所述那样用上下辊夹持一处并沿上下任一辊的表面弯曲成形的方法、即在上述产品口径范围内兼容成形辊的技术(ffx)。
156.如图4所示,第一级开坯辊机座bd1由具有改变与板坯抵接的部位的摆动辊功能的上辊(顶辊)、与上辊夹持板坯的两个边缘部附近并进行边缘弯曲成形的下辊(侧辊)、和配置在一对下辊之间并推顶板坯中央部的中央辊(中心辊)构成。
157.如图5、图6所示,第二级开坯辊机座bd2由用于成形比两个边缘部更靠内侧的一对上辊、用于与该上辊夹持板坯的一对下辊、和配置在一对下辊之间并推顶板坯中央部的中央辊构成。
158.第三级和第四级开坯辊机座bd3、bd4具备与边缘被弯曲成形的两个边缘部抵接的侧辊、用于成形比两个边缘部更靠内侧的一对上辊、用于与该上辊夹持板坯的宽幅的下辊。
159.第五级开坯辊机座bd5由与板坯的端弯曲部及其内侧弯曲部抵接的一对侧辊、和用于使板坯的中央部弯曲的上下辊构成。
160.中间成形部由三级多辊机座cl1~cl3构成。
161.第一级多辊机座cl1由用于与板坯的边缘弯曲部及其内侧弯曲部抵接并进一步进行圆弯曲成形的一对侧辊构成。
162.第二级和第三级多辊机座cl2、cl3由用于对板坯中央部侧进行圆弯曲成形的一对侧辊和下辊构成,在第三级中被成形为大致圆管。
163.另外,虽然未详细图示,但被构造为在机座内支撑有各辊轴承箱,以对各成形辊赋予相对于与造管生产线正交的垂直剖面进行水平移动(放大缩小)、垂直移动(上升下降)、摆动的功能,并且通过电动化的千斤顶、致动器对各成形辊进行位置调整。
164.上述的初始成形部和中间成形部总是在预定的口径范围内被兼容而不被更换。如图4~图6所示,相对于板坯,通过上辊的摆动、在板宽方向的水平移动、上下方向的垂直移动、下辊在板宽方向的水平移动、侧辊在板宽方向的水平移动、中央辊在上下方向的垂直移动,进行与板坯的接触而能够成形。
165.因此,各成形辊在机座内进行各种位移。图5表示在预定的口径范围内最大直径(板宽最大)成形时的各成形辊的位置,图6表示最小直径(板宽最小)成形时的辊位置。
166.在表示伴随前述的产品尺寸不同而兼容成形辊的位置不同的图5、图6中,例如,如果板宽尺寸差异为13种,板厚尺寸差异为12种,则存在156种尺寸差异。因此即使将极端的小径厚壁、大径薄壁的情况因其不能成形而排除,成形辊位置也至少有一百几十种。
167.后期成形部由三级飞边通过辊机座fp1、fp2、fp3和夹紧辊机座sq构成。
168.飞边通过辊机座fp1、fp2、fp3分别由用于调整管坯的准备对接的边缘部的端面形状的翅片辊、以及用于形成所需的圆管形状的侧辊和下辊构成。在此,弯曲和拉深成形混合存在,调整管坯的剖面形状和边缘端面形状,以成为适合焊接的状态的方式进行形状精加工。因此,在进行产品尺寸不同的成形时,更换为与产品尺寸相应的成形辊。
169.虽然在图中示出了手动结构,但对上、下、侧辊都进行了使千斤顶电动化的改良。
170.在夹紧辊机座sq中,由于在此进行高频焊接,因此夹紧辊不仅压接通过电阻焊接用的高频感应线圈加热的接缝部,而且对左右边缘的高度(搭接)进行微调。
171.虽然省略了图示,但是在夹紧辊机座的下游侧直到定径工序为止的流域,配置有用于连续切除排出到管的内外表面的钢水(焊珠)的内外表面焊珠清理器(bead scarfer),并且为了观察焊缝的情况而进行温度测量及温度分布测量、超声波探伤、涡流探伤。这里是建材用生产线,不配置用于进行所述焊接部的局部淬火及退火的中频感应电流式接缝退火器。
172.图3所示的定径工序由用于进行圆管的定径化的两级定径辊机座sz1、sz2和用于进行笔直度矫正的两级十字形辊模头辊机座th1、th2构成。由于所有的机座都采用与产品管尺寸相应的二辊、四辊结构的辊机座,因此不能实现辊的兼容化,若被成形管坯的尺寸不同,则更换为与口径相应的辊。
173.另外,在图3中虽然未图示辊而仅示出机座结构,但是使用使得辊相对于与造管生产线正交的垂直剖面进行水平移动(放大缩小)、垂直移动(上升下降)的千斤顶、致动器等,并且为了调整辊位置,这些都被电动化。
174.总之,使用具有机座列的轧管机生产线,所述机座列由在所述各成形工序中使用的全部成形辊通过位置调整单元(在此为电动化的千斤顶、致动器)被机械保持在各个机座内的结构构成。其中,所述位置调整单元可用于调整成形辊相对于被成形金属板(板坯/管坯)的位置。
175.该轧管机生产线为了使各机座的成形辊能够通过上述的位置调整单元进行位置调整,电动化的千斤顶、致动器等全部由专用计算机(生产线及机座控制核心引擎(ce))控制。如图17所示,由于在生产线及机座控制核心引擎ce中残留有实际作业时的作业数据,因此将其发送到用于分析实际作业结果的专用计算机(作业核心引擎(ce))。另外,被成形金属板的尺寸、金属板的材质及用途、规格等品种数据,在实际作业前被输入到生产线及机座控制核心引擎(ce)并与作业ce被共享。
176.生产线及机座控制核心引擎(ce)可根据来自另一计算机(作业ce、指令ce)的控制指令自动进行所需的成形辊的位置控制。进而,还具备手动模式,例如可针对每个成形工序、每个成形辊机座在指示画面上显示控制指示内容,催促操作员进行所需机座的特定成形辊的位置调整,并且针对每个指示可以确认位置调整的完成。
177.针对所提轧管机生产线,分析使用该成形工具时将金属板成形为金属管的成形进程。即,通过在使用基于预先设定辊花的成形辊的配置、计划的孔型形状的情况下的金属板的三维弹塑性变形的模拟分析法,对在使用该轧机生产线上的19级各机座内的成形辊时从金属板到金属管的阶段性且连续的成形进程,按前述的每个成形工序进行分析,并作为将板成形为管的连续的一体物的弹塑性变形的成形进程来进行分析。其中,所述模拟分析法在此为发明人在公知的三维弹塑性变形分析方法的基础上开发的三维弹塑性变形分析软件中进一步增加发明人独创的各种分析方法软件而形成的模拟分析法。
178.在图7、图8的模拟分析结果的图像立体说明图中示出得到的具有某种尺寸和品质的金属板的分析例。从图的左侧向右侧输送被成形材料并由成形辊组依次成形。示出直到带状的金属板成为圆管为止的板坯与成形辊的抵接状态,示出关于两者的抵接的相关关系。此外,在图示的分析结果的图像中,示出飞边通过辊机座为两级的情况。
179.此外,在离开夹紧辊sq后,虽然未图示与第一个定径辊sz1之间的部分,但该部分是前述的内外表面焊珠清理器和接缝退火器的部分。
180.关于分析的成形进程,以轧管机中预定的兼容范围内的各种尺寸(板宽、壁厚)的金属板、进而基于该尺寸和金属板的材质、用途和规格等的不同品种的各种尺寸及不同品质的多种金属板为对象,将所述成形进程作为使用所有轧管机生产线的成形辊将金属板制成金属管的所述管坯的变形形态状态和与管坯接触的成形辊在机座内的定位(位置信息)之间的相关关系来进行分析。
181.另外,所使用的分析法中的管坯的所述变形形态状态可作为管坯的外周面形状、内周面形状、剖面形状来捕捉,在板的宽度方向端部的边缘部被成形辊施以边缘弯曲而从板弯曲,并且依次向中央部侧形成弯曲部的过程中,针对从上游侧到下游侧的每个成形辊分别特定例如从二维剖面看时管坯的剖面形状与成形辊之间的抵接位置。进而,在上述成形进程的模拟分析中,还明确了在各成形辊机座中的成形所需的成形荷载。
182.关于初始成形部的开坯辊机座,再三描述了由于使用前述的用于辊兼容化的ffx成形技术,各种成形辊在机座内的位置仅仅因为被成形材料的尺寸不同也会多元化。
183.图7所示的三维坐标是用于表示管坯(板坯)的变形形态值的坐标,在确定包含预先设定的管坯的行进方向(z轴方向)的水平面的通过线(x轴方向)和作为相对于该通过线的垂直面的生产线中心(y轴方向)的情况下,例如作为在bd1和bd2机座之间、bd4和bd5机座之间、多辊机座的上方等所需的测量预定位置(z轴坐标)上的管坯的变形形态值,掌握在测量垂直面(x-y轴坐标)的通过线面上可见的管坯的外周面形状、内周面形状、剖面形状。
184.与三维cad中使用的x-y-z轴坐标同样,在坐标上特定带状的金属板成为圆管为止的板坯与成形辊之间的抵接状态,还特定该成形机座所需的成形荷载。
185.与通过所提分析得到的成形辊与管坯之间的抵接位置、即初始成形部的成形辊在机座内的位置,对于对被成形材料施加规定的成形力是必不可少的。因此,将某种尺寸品质的金属板成形为圆管的辊成形进程,可作为成形中的管坯的变形形态状态和与管坯接触的
成形辊在机座内的定位之间的相关关系来进行理想模型化。
186.理想模型中的管坯的变形形态状态作为管坯的外周面形状、内周面形状、剖面形状、成形辊机座中的成形荷载,与成形辊与管坯之间的抵接位置信息、即成形辊在机座内的位置信息一起被数据化。
187.这样,制作了关于各种尺寸(板宽、壁厚)的金属板、进而基于该尺寸和金属板的材质和用途、规格等的不同品种的各种尺寸及不同品质的多种金属板的多个理想模型。
188.因此,如果明确了预定被成形的金属板的尺寸、或者尺寸和品质,则在该其始通板时,只要按照其尺寸和品质的理想模型中的与管坯之间的抵接位置信息,对轧管机的机座列的各机座内的成形辊进行位置调整,则板坯将按照模拟的理想模型成形。
189.另一方面,如上所述,虽然伴随产品尺寸的不同,兼容成形辊的辊位有相当数量的不同,但是在辊花设计下预先明确。但是,从至今的实际作业中得到以下的经验及认识:即,根据伴随所使用的实际轧管机的辊机座结构的机械个性与炼铁厂中的炼钢、轧制、热履历等、另外从宽幅材料到所需尺寸宽度的切割狭缝条件等加工履历等的被成形金属板的固有个性的复合、进而设置轧管机的地区的气候及地理特征等地域条件,产生了不能容易推定的多种多样的条件差异。
190.然而,虽然推定在所提实际作业中多种条件内容与成形效果之间存在相当的因果关系,但是实际上已明确因果关系的极少,未知的情况占压倒性多数存在,其结果经常会发生被成形材料完全不在辊花设计下推定的辊位位置的现象、或者未到达或者过了该辊位位置等的现象。
191.因此,分析了使用如下金属板时的成形进程,所述金属板具有从至今的作业经验得到的例外条件,例如偏离尺寸容许误差范围的情况、硬度大不相同的情况、伴随行进而引起滚动的情况等不常见推定下的条件。
192.在所提已知的额外模型的分析中,不存在具有完整意义上正确答案的模型。在引起滚动的极端例子的情况下,该模型在开坯bd1中可靠地进行边缘弯曲,并且虽然偏离理想模型,但在其他机座中,即使在超过通常的容许范围的状态下也设法使管坯通过,在多辊机座中,例如即使形成的是容许范围外的剖面u字形,也进一步进行最小限度的成形,将飞边通过辊机座设为多级,并且在此一气呵成地完成成形。该模型为进行这种操作的不规则的推定模型,但这也是理想模型的一例,与管坯的外周面形状、内周面形状、剖面形状、成形辊机座中的成形荷载一起,并与成形辊与管坯之间的抵接位置信息、即成形辊在机座内的位置信息一起被数据化。
193.在开坯bd1中的边缘弯曲的操作中,对于用于使具有摆动辊功能的上辊与板坯抵接而进行的摆动角度的选定等,有时根据金属板的硬度条件的不同而进行各种推定,也有时为了准备下一级机座中的成形,预测回弹而在前一级中故意比预定的折弯程度更大地折弯,由此制作几个不规则的推定模型,作为理想模型的一例。
194.另外,由于已知的额外模型较少,因此例如在某个机座前的机座中的成形荷载不足的情况等下,基于预先的推定条件下的不规则的模型制作推定模型,作为理想模型的一例。
195.通过对实际测量的变形形态值和与金属板的尺寸或尺寸和品质相应的理想模型的变形形态值之间进行比较,在需要校正成形进程的情况下,为了使数据近似到理想模型
的相关关系值的数据,需要选择校正后的成形进程。
196.作为用于创建具有校正后的成形进程所需的变形形态值与成形工具的位置信息之间的相关关系值的数据的校正模型的教师模型,还需要从所提推定模型的成形进程的分析得到的结果,根据已知或推定的额外模型制作多种不规则的预测模型,作为理想模型的一例。
197.通过上述各种分析得到的数据,作为包含预测模型的理想模型的数据,存储在公知计算机的存储装置中,利用于与后述的实际作业时的实测数据的比较。这里使用对存储装置采用固态硬盘(ssd)的专用于数据的读写运算的计算机(存储核心引擎(ce))。
198.前述的包含不规则的预测模型的理想模型的数据首先被输入到分别进行机器学习和深度学习的专用计算机(学习核心引擎(ce)),并被存储在前述的存储ce中。
199.在实施例1中,作为作业时实测的管坯的变形形态值,测量位于前述坐标轴上的两个边缘位置、宽度尺寸、高度这三种坐标值。该测量仪使用能够利用激光测量位置和长度的市售的激光传感器。
200.具体而言,在成形辊机座之间管坯露出而可观察的空间中,以能够从上侧测量两个边缘部在管坯宽度方向的位置、从水平方向测量两个边缘部在高度方向的位置、从水平方向测量管坯底位置的方式,以能够测量所需范围内的方式配置传感器。
201.进而,为了验证如何进行测量仪对变形形态值的测量及剖面形状的图像处理化、与理想模型的比较等各处理,将市售的一体型轮廓传感器单元,即将光源和受光照相机以及用于控制测量和图像处理等的控制器、计算机一体化而成的模块状的传感器单元配置在测量前述三种变形形态值的测量仪附近。其中,所述一体型轮廓传感器单元采用利用激光向被检查物照射线光源并利用反射光对其表面进行扫描的光切割法。
202.一体型轮廓传感器单元例如在将其水平配置的情况下,从单元下表面一端垂直照射的激光线光被被测量物表面反射的反射光由单元下表面另一端的受光传感器接收,内置于单元的计算机进行测量及图像处理,从而对被测量物表面进行扫描。
203.在此,传感器单元被固定,通过管坯移动从而对管坯表面进行扫描,可使用前述的x-y-z轴坐标对管坯的内表面形状、外周面形状、剖面形状进行图像处理,并测量管坯的各种尺寸和外周长。
204.具体而言,在机座之间管坯露出而可观察的空间中,将块状的所述轮廓传感器单元,在从上侧以一~三等分能够俯瞰板坯的宽度方向内表面的位置、以及将从上方、水平方向、下方的管坯的外周面在将外周分成三等分或四等分来观察的位置配置一台~四台传感器单元。
205.确认了由用于识别板坯的两个边缘位置、宽度尺寸、高度这三种坐标值的激光传感器和轮廓传感器单元得到的坐标值一致。
206.另外,虽然是已设的轧管机生产线,但是在所需的机座中,为了测量成形荷载,将测力传感器设置在与千斤顶连接的轴承、基座与轴承之间等。
207.设置在轧管机生产线上的所需机座之间的激光位置传感器、轮廓传感器单元以及测力传感器与用于处理通过控制传感器的运行而得到的测量数据的专用计算机(测量传感器控制ce)连接。
208.进而,为了处理由上述测量仪得到的三种变形形态值并使其在三维坐标上的位置
可视化,另外使用了具有根据这些三种变形形态值推定管坯的剖面形状图像的图像处理软件的专用计算机(识别ce)。
209.为了进行通过该识别ce能够推定的管坯的剖面形状与通过前述分析的理想模型中的模型管坯的剖面形状的比较,使用了具有进行图像比较的软件的专用计算机(比较ce)。
210.在实施例中,如图17所示,将测量传感器的测量数据输入到称为核心引擎(ce)的专用计算机(测量传感器控制ce)中进行处理,进而输入到对该数据进行识别处理的专用计算机(识别ce)中,接着,与用于进行与理想模型的比较的专用计算机(比较ce)连接,但是包含用于存储前述数据的存储ce、学习ce、作业ce、生产线及机座控制ce的任何核心引擎(ce)也直接或通过其他核心引擎间接与用于统一控制且单独指示控制这些引擎的专用计算机(主引擎me)连接。
211.任何计算机都具有同等的结构及性能,通过高速以太网连接它们。当然,也可以是将包含主引擎在内的全部或所需的核心引擎、进而将存储装置配置在同一基板上或具有与基板结构同等功能的机架形状上的一体型的结构。
212.此外,这里叙述了处理管坯的剖面形状,但是如上所述,由于来自分析结果的理想模型具有外周面形状、内周面形状、垂直剖面形状、外周长、成形工具机座列的各机座中的成形荷载的信息,因此,在根据实测的变形形态值创建比较对象时,例如可以针对每个成形工序适当选定外周面形状、剖面形状等,以便于比较处理。
213.接着,根据由前述的测量传感器测量的成形中途管坯的变形形态值,由比较ce进行与前述存储ce的数据的比较后,进行管坯的成形进程的预测,而这也由同样的专用计算机(预测ce)实施。
214.对于预测成形中途管坯的成形进程,可以推定各种方法。在此,首先对进行作业开始的初始通板时的成形进程的预测进行说明。经由生产线及机座控制ce向作业ce输入被成形金属板的尺寸和品种的信息作为操作条件,接着主引擎me根据作业条件的尺寸和品种,指示从存储ce导出理想模型的相关关系数据并存储到操作ce中。另外,同时向其他各个核心引擎传递当前的作业条件和符合该条件的理想模型的信息。
215.由于作业ce具有被成形金属板的理想模型的相关关系数据,因此指示生产线及机座控制ce,生产线及机座控制ce能够按照该尺寸和品质的理想模型中的与管坯的抵接位置信息对轧管机的机座列的各机座内的成形辊进行位置调整。
216.在初始通板过程中,对于每个按序工序,如进入导向机座eg、开坯辊机座bd、多辊机座cl这样的工序,在通过每个机座之前,先进行时序操作,在所述时序操作中进行各机座的成形辊的位置调整并使该成形辊待机。
217.首先,作业ce根据被成形金属板的理想模型的相关关系数据,指示进行如下的操作:该操作使进入导向机座eg的各辊类待机,接着使开坯辊机座bd的各机座的成形辊待机。
218.在识别ce中,与来自作业ce的被成形金属板的尺寸和品种的信息一起识别出在初始通板时由测量传感器控制ce收集到的依次通过各机座的板坯的两个边缘位置、宽度尺寸、高度这三种坐标值,输出由该坐标值构成的变形形态值的数据化图像。
219.在比较ce中,进行与被成形金属板的尺寸和品种相应的理想模型与由识别ce得到的数据的比较,对同一或近似的模型表示其近似程度并选择多个模型。同时,还输出理想模
型与近似模型的数据的异同。
220.在比较ce中选择的多个模型中,除了通过模拟来推定的同一尺寸的理想模型之外,有时还选择同一尺寸但品种不同的理想模型、进而来自前述预测模型的理想模型、在过去的作业中由建模核心引擎(ce)得到的校正模型。
221.接着,在预测ce中,以比较ce中列举的模型为基础进行管坯的成形进程的预测。如果在比较ce中选择的模型是同一尺寸及品种的理想模型,则预测今后也将遵循同一个成形进程。另外,如果选择了同一尺寸但品种不同的理想模型,则在已经进行用于判断所选择的模型的品种有什么不同、根据该项目在成形进程中如何产生差异这样的模拟的情况下结束学习,所述预测ce能够根据品种不同的内容预先预测成形进程的差异,当然能够容易地预测将成形进程近似到哪个模型来组建。
222.另外,即使在未学习品种不同的内容、未明确因果关系等未进行模拟的情况下,也使用与已明确的同一尺寸的理想模型近似的其他的同一尺寸但品种不同的理想模型和数据的差异来预测成形进程。如果大量积累过去的校正模型、实际作业结果的分析数据、成形进程数据,则更容易进行预测。
223.另一方面,虽然在比较ce中设定多个近似度来选择类似的模型,但是还有时因没有选择的余地而不得不选择近似度低的模型,这种情况下该模型相当于推定外的新的不规则模型。
224.例如,在预测ce中,如果预测到今后板坯滚动变大而成形变得困难,则立即中断初始通板,将用于指示切割相当于钢板卷前端的板坯并重新开始初始通板的操作指示发送给主引擎me,主引擎通过用于进行控制/显示的指示ce,对生产线及机座控制ce发出用于指示切割板坯并重新开始初始通板的例行指示,同时使作业ce进行实际作业结果分析,并将分析结果发送给学习ce进行学习和存储。
225.在初始通板中,对于每个顺序工序,如进入导向机座eg、开坯辊机座bd、多辊机座cl、飞边通过辊机座fp、夹紧辊机座sq这样的工序,在通过每个机座之前,可根据理想模型先进行各机座成形辊的位置调整,识别出测量传感器控制ce所收集的依次通过各机座的板坯的两个边缘位置、宽度尺寸、高度这三种坐标值,经过识别ce、比较ce、预测ce的各运算工序,对各行程中的管坯推定固有的成形进程。
226.在选择ce中,接收识别ce、比较ce、预测ce各自的结果,根据预测的成形进程选择使用哪个模型,进而选择是按照选择的模型进行作业还是加以校正。
227.在选择ce中判断为需要校正模型时,在建模ce中,根据基于所选择的理想模型而预测的成形进程新建校正模型,并使之具有外周面形状、内周面形状、垂直剖面形状、外周长、机座列的各机座中的成形荷载的信息、成形辊的位置信息。
228.这样,通过预测ce、选择ce、建模ce,对推定的固有的成形进程的管坯创建校正模型,所述校正模型具有为了与近似的理想模型的相关关系值的数据近似而需要的、变形形态值与成形辊的位置信息之间的相关关系值的数据。
229.以上的作业仅通过用于识别板坯的两个边缘位置、宽度尺寸、高度这三种坐标值的激光传感器对变形形态值的测量来进行。从轮廓传感器单元得到的扫描数据,即管坯的内表面形状、外周面形状、剖面形状、管坯的各种尺寸和外周长的数据在验证测量仪对变形形态值的测量及剖面形状的图像处理化、与理想模型的比较、预测、选择、建模等各运算处
理是如何进行时使用。
230.关于由实测的板坯的两个边缘位置、宽度尺寸、高度这三种坐标值得到的管坯的变形形态值,通过前述基于光切割法的扫描数据来确认将所述变形形态值作为垂直剖面形状使用的各工序中的操作内容,同样地,能够确认这对于外周面形状、内周面形状、外周长也是有效的。因此,仅通过廉价且容易设置的激光位置传感器就能够实现自动作业。
231.虽然昂贵且设置需要空间,但是如果使用轮廓传感器单元,则能够直接测量管坯的内表面形状、外周面形状、剖面形状、管坯的各种尺寸和外周长的数据。另外,能够使传感器单元的计算机进行识别ce和/或比较ce的运算工序。
232.进而确认,如果对管坯的变形形态值,在垂直剖面形状上增加成形工具机座列的各机座中的成形荷载,则识别ce、比较ce、预测ce的各运算工序中的各自的精度将大幅提高。
233.实施例2
234.20英寸轧机生产线是新设的轧机,能够在同一台机座生产线上进行从建材用到油井管的圆管以及方管的制造。能够预定制造较大范围的尺寸和品种、形状的管,进行用于高品质化的焊接焊珠部和/或整个管的热处理。
235.即,关于尺寸,预定圆管的外径为177.8mm~508.0mm,厚度为4mm~15.9mmn的138种,正方形管为150mm~400mm,厚度为4mm~15.9mmn的78种,矩形管为200
×
100、175
×
125、200
×
120~300
×
100、300
×
200~400
×
200、400
×
300、450
×
350,厚度为4mm~15.9mmn的116种,对于材质预定从建材用到油井管的各种钢种。
236.如图10~图12所示,机座列从上游侧依次由进入导向机座eg1、eg2、夹送辊机座pr1、pr2、开坯辊机座bd1~bd5、多辊机座cl1、cl2、cl3、飞边通过辊机座fp1、fp2、夹紧辊机座sq进行成形、焊接直至成为圆管,虽然未示出,但是夹紧辊机座sq的下游侧是热处理部分,生产线的长度为将加热区和冷却区相加的约80m。
237.如图13、图14所示,在热处理部分之后为定径机座sz1、用于将圆管成形为方管的辊箱机座rb1~rb9、定径机座sz2、十字形辊模头辊机座st1、st2,之后的下游侧为以所需长度行进并切割管的截断部分。
238.在此,被构造为通过电动或液压等进行各机座内的成形辊的位置控制,辊位置信息能够输入输出到生产线及机座控制ce中。
239.使用上述的机座列,不仅产品尺寸、材质、圆管,还结合正方形管、矩形管、有无热处理等,成形进程的分析变得多元化,分析许多模型。
240.在机座生产线上适当设置变形形态值的测量仪。变形形态值的测量传感器使用激光和照相机,从两个边缘位置、管坯的宽度、高度的测量得到管坯的外表面形状。进而,设置测力传感器,测量各机座中的成形荷载。
241.在变形形态值中,使用管坯的外表面形状和各机座中的成形荷载,进行基本上与实施例1相同的作业,使用由刷子进行去垢后的普通钢来制造圆管。
242.由于没有使用完全去除铁鳞的坯料,因此在所需的机座中使用可溶解水,根据需要对成形辊进行喷雾。因此,由于产生了因受可溶解水的影响而不能测量管坯的外周面形状的机座,因此在所有的机座上设置测力传感器来测量成形荷载。
243.在变更所制造的管产品尺寸等时,进行初始通板,但是各机座内的成形辊根据管
产品尺寸、品质预先被控制移动到所需的位置,等待坯料、管坯到达,适当地进行管坯的外周面形状的测量和所有机座中的成形荷载的测量,进行该产品的理想模型的外周面形状与成形荷载的比较,自动进行校正,因此初期通板容易完成,依次提高作业速度,进行用于批量生产的自动作业。
244.在以圆管的状态进行产品化的情况下,辊箱机座rb1~rb9作为圆管的搬运通道发挥作用。
245.图13所示的用于将圆管成形为方管的辊箱机座rb1~rb9在专利文献7(ep1815921b1)中已被公知,为了推进辊的兼容化,在上下、左右方向交替地配置二辊,在此配置为九级,辊面使用特殊的形状,不需要变更产品尺寸时的辊更换。
246.即,通过将圆管作为管坯而在包含该管坯剖面的平面内配置旋转轴的上下成形辊对及左右成形辊对,逐渐成形为正方形剖面或矩形剖面的方管时,在成形辊上构造所述成形辊表面在旋转轴方向的曲率,使得与预定成为方管角部的部位相邻的管坯部位(预定成为肩部的部位)的直线化相对于其他管坯部位(预定成为其他边部的部位)先行,所述成形辊表面的旋转轴方向的曲率从约束成为所述边部中央的管坯部位的位置朝向其两个外侧连续或阶段性地变小,即使在不同产品尺寸的成形中兼容辊,也能够始终使成为肩部的管坯部位的直线化先行于其他部位。
247.为了对成形辊的辊面采用特殊的形状,重要的是使圆管的所需部位与辊表面的所需位置抵接,此时,为了发挥规定的成形力,需要规定的荷载以产生需要的成形变形。
248.因此,在使用辊箱机座rb1~rb9这九个组的二辊所进行的从圆管到方管的成形进程的模拟分析中,根据管坯的尺寸和品种,分析用于发挥需要的成形力的成形辊的位置和由成形辊的位置调整产生的成形变形引起的成形反作用力施加在成形辊上的情况。
249.此外,例如可在辊机座内的辊轴等上设置测力传感器,测量施加在成形辊上的成形反作用力,以作为成形荷载。这在前述的开坯辊机座中也是同样的。
250.另一方面,关于在辊箱机座中的成形,与将板制成圆管的成形无法比较的程度,在将圆管制成方管的成形中大量剥离管坯表面的铁鳞,因此为了防止成形辊的磨损和附着在辊表面上的铁鳞对管坯形成凹坑等,使用大量的可溶性物质(
ソリブル
)去除铁鳞,因此使用激光和照相机的管坯表面形状的测量变得极其困难或测量精度变差。
251.因此,在辊箱机座中成形为方管时,采用了用测力传感器测量的九组水平、垂直的二辊的成形荷载值来预测管坯形状的方法。
252.由于使用辊箱机座预先进行将各种尺寸和品质的圆管制成所需方管的成形进程的模拟分析,预先已知rb1~rb9的各机座中的理想模型中的管外周面形状及前述成形辊的位置信息与其成形荷载之间的相关关系值的数据,并且能够与实际成形时的相应数据进行比较,因此能够通过实测的成形荷载来推测管坯的形状。在推测形状的方法中,使用预先进行了大量形状推测的深度学习ce来进行。
253.关于辊箱机座中制成方管的成形,能够以九组水平、垂直的二辊的成形荷载值来预测管坯的形状,并与理想模型的成形中途的形状进行比较,预测管坯的成形进程,制作用于使成形进程近似到理想模型的校正模型,进行实现该成形进程所需的成形辊的位置调整。此外,最终在十字形辊模头机座中确定尺寸。
254.实施例3
255.在图15a、图15b所示的机座生产线中,具备专利文献10所公开的成形装置(orbiter die forming machine(odf))以作为中心,odf单元可通过一个装置完成在实施例2中由开坯辊机座、多辊机座进行的成形。
256.一种成形装置,odf单元具有旋转单元,所述旋转单元使得模具列能够在环形轨道部上旋转移动,所述模具列通过在旋转方向上连接多个模具而形成为环形列,所述多个模具的成形孔型向外且设置为自由摆动,所述旋转单元具备用于改变及保持各模具的成形孔型的摆动角度的角度控制机构;
257.所述成形装置具有以下结构:对置配置一对所述旋转单元,被成形坯料能够进入对置的所述成形孔型之间,且各成形孔型连续约束该坯料的宽度方向的两端部并同步移动的所需长度的直线或大致直线的轨道区间为成形区间;
258.所述成形装置具有以下机构:在被成形坯料通过该成形区间的期间,通过由所述控制机构仿形与所述轨道并排设置的仿形轨道,所述机构使得各模具的成形孔型使与被成形坯料的边缘部抵接的所述摆动角度例如以按照预先设定的成形工序的角度变化图案(为了使前后模具的孔型平滑地连接)等变化率来变化的同时进行被成形坯料的成形。
259.将一对旋转单元相对配置,并且为了承受在约束被成形坯料的两个边缘来进行弯曲成形时的成形反作用力,进而为了适当控制与旋转单元的行进方向上的各模具的旋转角度相应的成形量的分配,需要作为从下侧抵接并支撑位于成形区间的被成形坯料的宽度中央部的支撑辊的多个下辊,关于下辊,在行进方向上配置由具有沿管底侧的曲率的凹面的多个小径辊、或者由在宽度方向上二等分而改变抵接方向的小径辊构成的二等分辊,对于各下辊可进行其位置调整。
260.因此,通过调整一对旋转单元的对置位置、倾斜角度和下辊的位置,能够制造各种口径的圆管。
261.图15a所示的造管生产线的机座结构是采用双弯曲成形方式情况下的结构,图的右侧是进入侧,具备:首先是由用于送入板坯状态的被成形坯料的带槽侧辊构成的进入导向机座eg、由将被成形坯料的两个边缘部成形为所需圆弧状的上下辊构成的边缘弯曲机座eb、由使由边缘弯曲机座eb抬起的板宽中央部弯曲并返回的上下辊构成的反向弯曲机座rvs、由进行将板状成形为大致圆形的开坯工序的一对旋转单元构成的成形装置odf机座、由在完成开坯工序后为了准备焊接而调整边缘端面和剖面整体的形状的上下辊构成的飞边通过辊机座fp、以及由其前一级的侧辊构成的飞边通过侧辊机座fps,末级为进行焊接的夹紧辊机座sq,采用tig焊接。
262.odf机座具有多个下辊单元和出口侧的侧辊单元。
263.图15b所示的造管生产线的机座结构是采用圆弯曲成形方式的情况下的结构,图的右侧是进入侧,具备:首先是由用于送入板坯状态的被成形坯料的上下夹送辊和带槽侧辊构成的进入导向机座eg、由进行全部开坯工序的一对旋转单元构成的成形装置odf机座、由在完成开坯工序后为了准备将被成形坯料的两个边缘部成形为所需圆弧状且焊接而调整边缘端面和剖面整体的形状的上下辊构成的飞边通过辊机座fp、以及由其前一级的侧辊构成的三套飞边通过侧辊机座fps,总共具备六级,末级是进行焊接的夹紧辊机座sq,采用高频焊接。另外,odf机座同样具备下辊单元和侧辊单元。
264.成形装置odf机座进行基本上不使用可溶性物质的、以酸洗过的普通钢、不锈钢材
料为首的特殊材质、钛、铜材、铝合金等广泛的尺寸和品种、形状的管的制造。
265.由以上述odf为主体的造管生产线的机座结构,进行了大量以上述坯料为对象的成形进程的模拟分析。关于odf机座,特别是由约束管坯边缘部的一对孔型模具和下辊支撑的弯曲部剖面中的下辊位置和管坯剖面形状是重要的参数。
266.由一对旋转单元构成的成形装置odf机座内的被成形坯料的形状测量采用专利文献11中公开的管坯内周面的形状测量方法。
267.测量传感器使用环状激光照射器、ccd照相机,向从板坯两个边缘部被一对旋转单元的模具列约束而弯曲的弯曲部内照射同一垂直剖面的环光,用位于环光的照射位置的上游侧的ccd照相机拍摄来自弯曲部内周面的反射光,对拍摄数据进行图像处理,测量内周面形状,进而如图16所示,根据该测量数据推测管坯剖面形状。
268.图15b所示的造管生产线的机座结构如上所述,成形进程的模拟是在进入导向机座eg、odf机座、飞边通过侧辊机座fps、飞边通过辊机座fp、夹紧辊机座sq为止的所有机座中,连续的管坯为一体的成形物,作为理想模型,通过分析而明确各种成形工具的位置信息和各成形工具的位置中的管坯的内外周面形状、成形工具所承受的成形反作用力。
269.在实际作业时,在odf机座中进行前述的管坯的内表面形状测量,通过图像处理测量管坯剖面形状,在odf机座以后的下游侧,在各机座中由测力传感器测量成形荷载,从荷载值推定管坯的外周面形状,另外在飞边通过侧辊机座fps与飞边通过辊机座fp之间通过激光测量管坯的边缘位置、宽度、高度并测量外周面形状。
270.由于由一对旋转单元构成的odf机座是能够连续地约束板坯的两端并像冲压机那样弯曲成形的装置,因此,如果是形状和品质理想的板坯,则容易完成成形,但是现实中会根据坯料而产生两端的约束不足的情况等,需要进行下辊和出口侧的侧辊的位置调整。
271.如果操作者在观看基于内面形状测量的图像的同时进行该作业,则调整需要长时间,每次坯料变化时都需要调整,无法提高生产率。
272.在不同的产品尺寸及品质下,预先模拟使用图15b所示造管生产线时的成形进程,得到在理想模型的odf机座中成形中的管坯剖面形状、飞边通过辊机座fp中的外周面形状,另外进行推定了坯料的个性差异的个性模型的成形进程的模拟,还获取用于使成形进程近似到理想模型的校正模型的数据。
273.在这样的数据积累中,使用预先进行了大量校正模型的创建的深度学习ce来进行该数据积累。
274.因此,在实际作业时,通过在odf机座中进行成形中的管坯剖面形状、飞边通过辊机座fp中的外周面形状的测量,从而能够进行成形进程的预测,能够自动进行根据需要的odf机座中的下辊和出口侧的侧辊的位置调整。
275.产业上的可应用性
276.根据本发明,在金属板向制造装置的初始通板或变更金属板的尺寸时,仅通过测量成形时的坯料的边缘位置、高度、宽度甚至成形机座中的成形荷载,就能够获得能够自动优化用于成形的成形工具位置并进行成形的智能轧机(smartmill)。其中,所述制造装置利用辊等成形工具,由金属板(带)成形制造金属管。
277.附图标记说明
278.eg进入导向机座
279.pr夹送辊机座
280.bd开坯辊机座
281.cl多辊机座
282.fp飞边通过辊机座
283.sq夹紧辊机座
284.sz定径辊机座
285.th十字形辊模头辊机座
286.ce核心引擎
再多了解一些
本文用于创业者技术爱好者查询,仅供学习研究,如用于商业用途,请联系技术所有人。