1.本发明涉及线夹打孔技术领域,具体涉及一种设备线夹钻孔用定位装置。
背景技术:
2.电力线夹是户外高压设备的常用备件,其作用是将设备带电部分同高压导线连接,并保证接触电阻合格。检修工作中,设备新装或更换、引线更换以及电力线夹发热烧损或断裂时均需要进行电力线夹的安装工作。目前,一般采用打孔压接技术,用螺丝紧固的方式实现电力线夹与电力设备接线座的连接固定。但不同电力设备接线座孔距的大小会根据电流大小以及生产设备厂家的不同而不同,所以厂家所提供的电力线夹均没有打孔,需要用户根据实际情况进行打孔。
3.目前对电力线夹进行打孔时,通常需钢板尺进行测量,在测定位置画线标记,随后进行打孔工作,在该过程中需要重复多次进行测量及画线工作,工序重复性高,而且人工画线标记容易出现偏差,加工孔位不准时,就会因打孔误差而造成线夹处发热,影响设备使用寿命,由于容易出现测量误差,导致经常需要对电力线夹进行二次加工,造成材料、人力资源的极大浪费,并延长供电设备的检修时间,导致整个打孔工作效率较低。
技术实现要素:
4.本发明的目的是针对上述技术中存在的不足之处,提出一种设备线夹钻孔用定位装置,旨在解决上述问题。
5.本发明提供了一种设备线夹钻孔用定位装置,包括:
6.工作台,所述工作台上设置有主尺,所述主尺由横尺和纵尺组成,所述横尺与所述纵尺相互垂直并呈l型板状结构,所述横尺和所述纵尺上均标有刻度;
7.移动块,所述移动块移动安装在所述纵尺上,所述移动块上设置有安装架和用于固定所述移动块的固定件;
8.滑轨,所述滑轨设置在所述安装架上,所述滑轨与所述横尺平行设置,所述滑轨上移动设置有定位块,所述定位块上设置有用于固定所述定位块位置的限位组件,所述滑轨上标有刻度;
9.点冲子,所述点冲子移动安装在所述定位块上,所述点冲子的移动轨迹垂直与所述工作台平面,所述点冲子用于在待打孔的线夹上留下孔印,所述定位块上设置有用于调节所述点冲子位置的调节机构。
10.优选的,所述纵尺上设置有供所述移动块移动安装的滑槽,所述固定件为滚花螺丝,所述移动块上设置有与所述滚花螺丝螺纹配合的螺孔。
11.优选的,所述滑轨由两条平行设置的滑杆组成,所述滑杆上标有刻度,所述定位块套接设置在两条所述滑杆上并能够沿所述滑杆移动。
12.优选的,所述限位组件包括成对设置的转杆和成对设置的弹性件,两个所述转杆与两个所述弹性件一一对应,两个所述转杆分别转动安装在所述定位块两侧,所述弹性件
设置在所述定位块上,所述弹性件能够作用于所述转杆以使所述转杆压紧在所述滑杆上。
13.优选的,所述所述定位块上设置有安装杆,所述转杆上设置有供所述安装杆转动安装的安装孔,所述弹性件为扭簧,所述扭簧设置在所述安装孔处并能够作用于所述转杆以使所述转杆压紧在所述滑杆上。
14.优选的,所述转杆上设置有用于压紧所述滑杆的橡胶条和供人手施力的折弯柄。
15.优选的,所述调节机构包括转柄、螺杆和螺纹管,所述螺纹管设置在所述定位块上,所述螺纹管套接设置在所述螺纹外周,所述螺杆与所述螺纹管螺纹配合,所述点冲子设置在所述螺杆上,所述转柄设置在所述螺杆上并能够带动所述螺杆转动。
16.优选的,所述定位块上设置有方形套管,所述螺杆上转动设置有连接套,所述连接套能够随所述螺杆升降移动,所述连接套外部为方形结构,所述连接套移动安装在所述方形套管上,所述连接套上设置有环形腔,所述环形腔上设置有弹簧和环形压块,所述环形压块移动安装在所述环形腔上,所述环形压块套接设置在所述点冲子外周,所述弹簧能够抵推所述环形压块以使所述环形压块能够压紧待标记的线夹。
17.相对现有技术,本发明具有以下有益效果:
18.工作时,将线夹置于横尺和纵尺连接处测量线夹的长度和宽度,并根据该信息计算打孔位置,通过固定件调节移动块位置以调节点冲子的纵坐标位置,通过限位组件调节定位块的位置以调节点冲子的纵坐标位置,实现打孔位置的精确定位,随后通过调节机构驱使点冲子在线夹上留下孔印,即可完成钻孔定位标记工作,定位精度较高,减少二次加工的状况发生,利于提高打孔效率。
附图说明
19.为了更清楚地说明本发明实施例中的技术方案,下面将对实施例描述中所需要使用的附图作简单地介绍,显而易见地,下面描述中的附图仅仅是本发明的优选实施例,对于本领域普通技术人员来讲,在不付出创造性劳动性的前提下,还可以根据这些附图获得其他的附图。
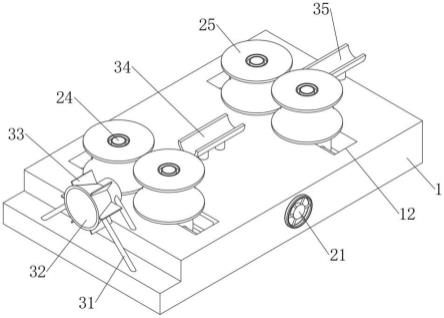
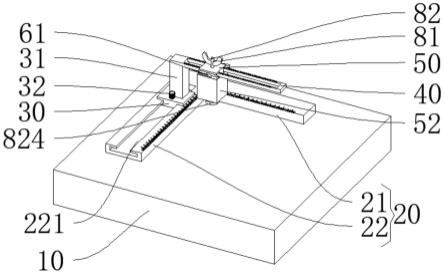
20.图1为本发明某一实施例的结构示意图;
21.图2为本发明某一实施例移动块和固定件处的结构示意图;
22.图3为本发明某一实施例中调节机构处的结构示意图;
23.图4为本发明某一实施例中限位组件处的结构示意图。
24.图中,10-工作台;20-主尺;21-横尺;22-纵尺;221-滑槽;30-移动块;31-安装架;32-固定件;33-螺孔;40-滑轨;50-定位块;51-安装杆;52-方形套管;60-限位组件;61-转杆;611-安装孔;612-橡胶条;613-折弯柄;62-弹性件;70-点冲子;80-调节机构;81-转柄;82-螺杆;821-连接套;822-环形腔;823-弹簧;824-环形压块;83-螺纹管。
具体实施方式
25.本部分将详细描述本发明的具体实施例,本发明之较佳实施例在附图中示出,附图的作用在于用图形补充说明书文字部分的描述,使人能够直观地、形象地理解本发明的每个技术特征和整体技术方案,但其不能理解为对本发明保护范围的限制。
26.实施例1:
27.参照图1至图4,本发明提供了一种设备线夹钻孔用定位装置,包括:
28.工作台10,工作台10上设置有主尺20,主尺20由横尺21和纵尺22组成,横尺21与纵尺22相互垂直并呈l型板状结构,横尺21和纵尺22上均标有刻度;
29.移动块30,移动块30移动安装在纵尺22上,移动块30上设置有安装架31和用于固定移动块30的固定件32;
30.滑轨40,滑轨40设置在安装架31上,滑轨40与横尺21平行设置,滑轨40上移动设置有定位块50,定位块50上设置有用于固定定位块50位置的限位组件60,滑轨40上标有刻度;
31.点冲子70,点冲子70移动安装在定位块50上,点冲子70的移动轨迹垂直与工作台10平面,点冲子70用于在待打孔的线夹上留下孔印,定位块50上设置有用于调节点冲子70位置的调节机构80。
32.工作时,将线夹置于横尺21和纵尺22连接处测量线夹的长度和宽度,并根据该线夹的宽度和长度信息计算打孔位置,通过固定件32调节移动块30位置以调节点冲子70的纵坐标位置,通过限位组件60调节定位块50的位置以调节点冲子70的纵坐标位置,实现打孔位置的精确定位,随后通过调节机构80驱使点冲子70在线夹上留下孔印,即可完成钻孔定位标记工作,定位精度较高,减少二次加工的状况发生,利于提高打孔效率。
33.具体的,纵尺22上设置有供移动块30移动安装的滑槽221,固定件32为滚花螺丝,移动块30上设置有与滚花螺丝螺纹配合的螺孔33。用手拧动滚花螺丝即可驱使滚花螺丝相对滑槽221竖直移动,滚花螺丝远离滑槽221时,移动块30能够沿滑槽221自由移动,滚花螺丝压紧在滑槽221上时,移动块30受滚花螺丝限制而固定在滑槽221上。
34.实施例2:
35.参照图1至图4,结合实施例1的技术方案,本实施例中,滑轨40由两条平行设置的滑杆组成,滑杆上标有刻度,定位块50套接设置在两条滑杆上并能够沿滑杆移动。
36.具体的,限位组件60包括成对设置的转杆61和成对设置的弹性件62,两个转杆61与两个弹性件62一一对应,两个转杆61分别转动安装在定位块50两侧,弹性件62设置在定位块50上,弹性件62能够作用于转杆61以使转杆61压紧在滑杆上。
37.具体的,定位块50上设置有安装杆51,转杆61上设置有供安装杆51转动安装的安装孔611,弹性件62为扭簧,扭簧设置在安装孔611处并能够作用于转杆61以使转杆61压紧在滑杆上。
38.具体的,转杆61上设置有用于压紧滑杆的橡胶条612和供人手施力的折弯柄613。
39.在移动块30固定后需要对定位块50进行定位时,通过人手向折弯柄613施力驱使转杆61上的橡胶条612远离滑杆,滑杆和定位块50之间的限位,此时的折弯柄613收纳至定位块50中,扭簧呈扭转状态,人手按压在定位块50上;随后人手拖动定位块50沿滑杆移动,定位块50移动至指定位置后撤去外力,转杆61在扭簧的作用下复位,转杆61上的橡胶条612重新压紧在滑杆上,即定位块50重新固定在滑杆上,该操作过程较为简单,重复上述操作即可实现对定位块50的多次定位,利于进行连续打孔标记工作,提高打孔标记工作的连续性。
40.实施例3:
41.参照图1至图4,结合实施例1和实施例2的技术方案,本实施例中,调节机构80包括转柄81、螺杆82和螺纹管83,螺纹管83设置在定位块50上,螺纹管83套接设置在螺纹外周,螺杆82与螺纹管83螺纹配合,点冲子70设置在螺杆82上,转柄81设置在螺杆82上并能够带
动螺杆82转动。
42.具体的,定位块50上设置有方形套管52,螺杆82上转动设置有连接套821,连接套821能够随螺杆82升降移动,连接套821外部为方形结构,连接套821移动安装在方形套管52上,连接套821上设置有环形腔822,环形腔822上设置有弹簧823和环形压块824,环形压块824移动安装在环形腔822上,环形压块824套接设置在点冲子70外周,弹簧823能够抵推环形压块824以使环形压块824能够压紧待标记的线夹。
43.在固定好定位块50的位置后,需要进行打孔标记工作时,人手拧动转柄81,转柄81带动螺杆82转动,螺杆82在螺纹管83的螺纹作用下带动点冲子70和连接套821下降,连接套821上的环形压块824在弹簧823的作用下首先将线夹压紧在工作台10上,随后继续拧动转柄81,螺杆82带动点冲子70下降,点冲子70穿过环形压块824并对线夹进行孔印标记,实现定位后孔印标记,并且便于在孔印标记过程在打孔工作完成后直接更换下一个待加工的线夹,无需额外设置夹具夹持线夹,利于提高打孔标记的效率。
44.以上,仅为本发明的较佳实施例,并非对本发明做任何形式上的限制。任何熟悉本领域的技术人员,在不脱离本发明技术方案范围情况下,都可利用上述技术内容对本发明技术方案做出许多可能的变动和修饰,或修改为等同变化的等效实施例。因此,凡是未脱离本发明技术方案的内容,依据本发明的技术对以上实施例所做的任何改动修改、等同变化及修饰,均属于本技术方案的保护范围。
再多了解一些
本文用于创业者技术爱好者查询,仅供学习研究,如用于商业用途,请联系技术所有人。