1.本发明涉及使用喷墨打印机的三维(3d)打印,具体涉及利用真空从打印层中提取液体载体以进行组装。
背景技术:
2.自30多年前获得第一批专利以来,三维(3d)打印已经引起了人们对于潜在的更快、更经济的制造方法的高度关注。然而,迄今为止,这一潜力基本上没有实现。如今,绝大多数3d打印机被用来制造演示部件或非功能性样品,而大多数演示部件或非功能性样品都由塑料材料制成,选择这些塑料材料主要是为了与打印机兼容,而不是为了满足最终部件的材料要求。
3.虽然,喷射粘合剂3d打印机可以说是创建3d打印对象的最有效技术,但其属性之一,沉积相对较厚的层的能力,限制了其在需要精确的薄层时的有效性。喷墨印刷虽然能快速地沉积大面积的墨水,但是其层厚度被限制在几微米的范围内。权衡的结果是,打印的分辨率比喷射粘合剂打印要精细得多。
4.虽然基于喷墨的3d打印机一直是研究和开发的主题,但该方法尚未得到广泛的商业应用。如上所述,3d打印应用中的喷墨技术提供的沉积速率有限,这限制了其经济实用性。尽管纯喷墨技术的打印速度可能很慢,但基于喷墨的3d打印机具有主要优势。具体地,喷墨打印机很容易适应将多种不同材料(颜色)打印到单个打印层中。喷墨打印机可以轻松控制每一滴中的材料量,并且可以实现小至0.010毫米的像素大小。此外,喷墨打印机可以非常快速地打印一个完整的层,对于“a4”尺寸的纸张,最快只需1秒。
5.不利的一面是,虽然喷墨打印机每秒可以覆盖很大的面积,但单位时间的体积,特别是在3d打印机的情况下,是非常低的。目前可用的基于喷墨技术的3d打印机每小时能够沉积几百立方厘米的活性材料,这可以与每小时高达数十升的喷射粘合剂沉积速率相比较。
6.因此,仍然需要一种能够保持喷墨技术的精细分辨率,并显著提高打印速度的3d打印系统。
技术实现要素:
7.一方面,三维(3d)打印机包括:包括基底的接收器装置;被配置为将墨水沉积在基底上以形成打印层的喷墨打印头,其中,所述墨水包括液体载体中的颗粒材料的悬浮液;被配置为利用压力差从所述打印层中去除一部分的液体载体以形成干燥层的去除系统;以及,被配置为将所述干燥层转移到构建站的转移系统。
8.另一方面,三维(3d)打印方法包括:利用喷墨打印头将墨水沉积到基底上以形成打印层,所述墨水包括颗粒材料和液体载体;从所述喷墨打印头上转移所述打印层,利用压力差从所述打印层中去除一部分的液体载体以形成干燥的打印层;以及,将所述干燥的打印层转移到构件站以形成堆叠的打印层。
9.再一方面,喷墨打印机包括:包括基底的接收器装置,被配置为将墨水沉积在基底上以形成打印层的喷墨打印头,其中,所述墨水包括液体载体中的颗粒材料的悬浮液;以及,被配置为利用压力差从所述打印层中去除一部分的液体载体的去除系统。
10.以上概述以简化的形式介绍了将在下文的详细描述中将进一步说明的一些概念。该概述并非旨在界定所请求保护的主题的关键特征或必要特征,也不旨在限制所请求保护的主题的范围。此外,所请求保护的主题不限于能解决本发明的任何部分中提到的任何或所有缺陷的实施方式。
附图说明
11.附图仅以示例性而非限制性的方式示出了本发明教导的一种或多种实施方式。在附图中,相同的附图标记指代相同或相似的元件。此外,应当理解的是,附图不一定按比例绘制。
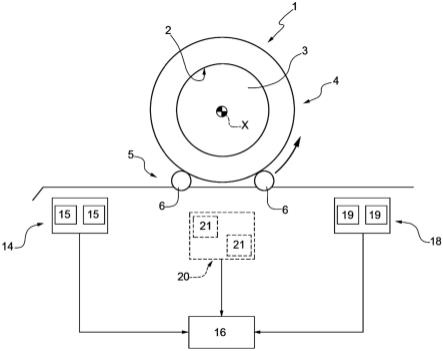
12.图1示出了3d喷墨打印机的控制流程;
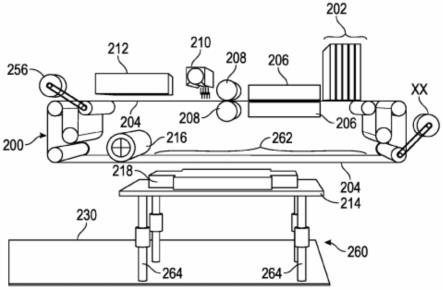
13.图2示出了3d喷墨打印机的示意图;
14.图3示出了图2所示的接收器/载体装置的层的图;
15.图4示出了图3所示的包括多个孔的接收器装置的俯视图;
16.图5示出了图3所示的包括纤维材料的接收器装置的俯视图;
17.图6示出了用于去除溶剂的压力辅助系统的示意图;
18.图7示出了用于去除溶剂的压力板的示意图;
19.图8示出了用于去除溶剂的压力带的示意图;
20.图9示出辊转移装置的示意图;
21.图10示出了铰接转移装置的示意图;
22.图11示出了平面压力转移装置的示意图;
23.图12示出了弯曲压力转移装置的示意图;
24.图13示出了多方法3d打印机系统的示意图;
25.图14示出了控制3d喷墨打印机的计算机系统的示意图;
26.图15示出了与3d喷墨打印机一起使用的打印站控制器的示意图;
27.图16示出了可用于实现本文所描述的系统和方法的示例性计算设备的框图;
28.图17示出了被配置为从机器可读介质读取指令的示例性机器的组件的框图。
具体实施方式
29.在下文的详细描述中,通过示例的方式示出了许多具体细节,以便于全面地理解相关技术教导。然后,显而易见的是,可以在没有此类细节的情况下来实践本技术教导。在其他情况下,为避免不必要地模糊本发明的各方面,以相对较为概括的方式来描述了公知的方法、过程、组件和/或电路,而没有详细描述。
30.喷墨打印头在低粘度墨水下工作是最有效的,例如,粘度不超过约40厘泊(cp)的墨水,其可以要求不溶性材料,如金属、陶瓷或聚合物的含量非常低。通常,喷墨墨水中不溶性材料的体积含量为20%或更低。粘合剂可占到墨水总体积的5%-20%,剩余60%-75%或更多作为液体载体,大部分液体载体需要被去除,以达到活性材料体积至少为40%的实际
生胚密度。
31.喷射材料打印机可与包含可在沉积后聚合成固体物质的材料的墨水一起使用,这种方法可用于制造主要由有机材料构成的部件。虽然理论上可以配制可喷射的、几乎100%的可聚合材料,但含有无机材料溶液的墨水不太可能超过持久性材料体积的20%左右。因此,如果喷射材料打印机要适用于高速3d打印,则必须提供一种能比仅通过蒸发更快地去除打印周期中沉积的大部分液体载体的装置。本文所描述的打印机正好提供了这样一种工具,通过利用所施加的压力差干燥技术增强或替代蒸发,在一些实施方式中,能够在干燥先前层的同时打印后续层。
32.本发明所述的3d喷墨打印机被设计成利用通常与喷墨打印不相关的材料组合来创建打印对象、打印层和打印部件。这些材料可以是专门为满足最终打印部件的工程要求而设计的高性能工程材料,并包含在专门设计用于喷墨打印头的墨水中。这些材料可包括能作为悬浮在液体载体中的颗粒的陶瓷和金属以及有机材料。
33.打印过程
34.用于制造3d打印部件的基本过程通常开始于完整定义了所需部件的结构、材料和规格的cad文件。可以将cad文件中描述的部件切片成打印图案层,每层的厚度由打印部件内每个位置的规格,例如最终厚度和图案公差来确定。然后将每一层分成可能需要不同材料的区域。然后,通过输入装置和中央处理单元以及接口总线,将用于不同材料需求的每个区域的打印机控制指令从设计文件发送到所述喷射材料打印机系统适当的打印站控制单元。如本文所使用的,“打印部件”包括可融合在一起以形成部件的打印子部件或层的任何组合。这样的组件在将其组成部分融合在一起之前或之后可被称为“打印部件”。如本文所使用的,“打印层”包括一体素厚的一种或多种材料的层,其可具有符合所需打印部件内的预设位置处的设计要求的水平设计。
35.图1示出了在高度概括水平上创建3d打印部件的方法100。所示方法的每一步骤的细节将在下文中描述的后续附图中展开。方法100首先利用如下文所述的喷墨打印头将喷墨墨水沉积到图案化层中的基底上(步骤104)。然后,将所沉积的图案化层从所述喷墨打印头转移走(步骤106),并施加压力差以便于快速地干燥所打印的层(步骤108)。可选地,可调节、固化和/或进一步干燥所述打印层(步骤110)。一旦完成单个打印层的处理步骤,所述打印层被转移到构建站,在那里,其被转移到先前的打印层的堆叠(或者,对于打印的第一层,在所述构建站开始新的堆叠)(步骤112)。重复该过程,直到所需打印部分的所有层都被转移到构建站(调节步骤114)。对于一些实施方式,在所有层都已在构建站堆叠完成之后,可完成对打印部件的后处理(步骤116),例如,通过将堆叠的层烧结在一起或通过施加热或另一能量输入以激活调节步骤的粘合剂。最后,从所述构建站移除成品打印部件(步骤118)。
36.三维喷射材料打印机
37.参考图2和图3,图案化层的沉积(步骤104)开始于向接收器装置(在本文中也称为载体204或接收器204)提供适合于3d喷墨打印机200的多个喷墨打印头202中的每一个的喷墨墨水,所述接收器装置在图2中以连续带示出。在其他实施方式中,接收器装置204可采取其他形式,例如,单独的载体板或延长长度的载体材料,可在被修复或处理之前循环通过打印机一次。多个喷墨打印头202中的每一个根据从与计算机通信的控制系统接收的指令将墨水沉积在打印层的预设图案中,如下文将结合图14和图15所进一步描述的。沉积的墨水
形成打印层304,在图3中可见,位于接收器装置204和可渗透膜302的顶部,这将在下文中进一步描述。多个喷墨材料打印头202中的每一个被供应含有相同或不同构建材料的喷墨墨水,每种材料都符合预设的物理规格。多个喷墨打印头中的每一个可以是本领域已知的类型,并且由诸如xaar、hewlett packard和konica minolta公司提供(例如,压电头、热敏头或基于阀的头)。多个打印头可以都是相同类型,或者多个打印头中的每一个可以是与多个打印头中的一个或多个其他打印头不同的类型。打印头202可被配置为直接打印到接收器装置204上,以便在其上或在位于接收器装置204上的可渗透膜302上创建3d打印层,如下文进一步所讨论的。
38.如下文中结合图15描述的打印站控制器所指示的,每个打印头202以预设的体素图案将预设量的喷墨墨水沉积到接收器装置204上。多个打印头202中的任意一个的体素的预设图案可以与多个打印头202的任何其它打印头的所有体素图案分离,或者,其可以与所述多个打印头202的其它打印头中的任何一个或全部打印头的体素图案部分或完全重叠。其结果是,在接收器装置204上的形成多种墨水类型的预设图案的完整打印层304。应当理解的是,墨水的“完整”图案可能不会100%覆盖接收器装置204,这取决于待打印的部件以及层的任何后续处理。
39.接收器装置204可利用打印机驱动电机256沿行进方向移动(步骤106),使得打印层304可与真空液体提取装置206并置。然后,真空液体提取装置206被抽空,以使构成打印层304的墨水的低粘度成分部分地或完全地从打印层304去除,从而干燥该层。如下文中结合图6-图8所进一步讨论的,可在所述液体提取装置206的可选上部施加流体压力,以帮助去除液体。
40.如图1中的步骤110所示,接收器装置204可在行进方向上移动,使得打印层304与调节装置208并置,这将在下文中进一步描述。在调节打印层304之前、之后或代替调节打印层304,接收器装置还可移动打印层304,使其与固化装置210相邻,如下文所述,所述固化装置210可用于固化打印层304。在这些步骤中的任一步骤之前或之后,可以将打印层304移动到另外的流体去除装置212,该流体去除装置212可以进一步去除在之前的步骤中没有提取的载体流体。
41.在打印层304已经干燥,并且可选地调节和/或固化之后,接收器装置204可以将其移动到构建板214,其中,可使用转移装置216将其转移到构建板214。如本文所使用的,“转移装置”包括用于将打印层移动到组装装置的任何装置。第一打印层304可以直接转移到构建板214,而后续的层可以放置在其上以形成打印层的堆叠218。
42.接收器装置204可配备有打印机驱动电机256,使得(在打印站控制单元的控制下)接收器装置204可以在行进方向上移动。多个打印头202可以被定位成:使得多个打印头202中的每一个的喷嘴形成一条或多条大致的直线,并且所有多个打印头202中的喷嘴的直线彼此平行并置。在本技术的实施方式中,可对准多个打印头,使得平行的喷嘴排垂直于接收器装置204的行进方向被对准,且所述喷嘴可大致在接收器装置204的整个宽度上延伸。多个打印头202可以配备有传送装置,以使多个打印头202穿过接收器装置204的长度,从而在接收器装置204上创建预设的体素图案。
43.在本技术的一些实施方式中,多个打印头可以固定在接收器装置204的宽度上,并且可以使接收器装置204在行进方向上移动,从而使得多个打印头可以在接收器装置204的
长度上以体素的形式沉积预设的墨水图案。在其他实施方式中,所述平行的喷嘴排可平行于接收器装置204的移动方向对齐。在这种情况下,多个打印头202可以配备有传送装置,以使得多个打印头202穿过接收器装置204的宽度,从而以体素的形式在接收器装置204上创建多个预设的墨水图案。无论打印头202的配置如何,它们都可以共同沉积一墨水层,该层将被称为打印层304。
44.接收器装置204可包括可渗透膜302,如图3所示,该可渗透膜302可至少部分地渗透低粘度液体,例如粘度小于约2cp、4cp、6cp、8cp、10cp或12cp的液体。如图4所示,可渗透膜302可包括金属、金属合金或其他材料,其进一步包括可在可渗透膜302的两个主要表面之间连通的渗透孔402的阵列。在下文的描述中,为方便起见,膜302的其上沉积有墨水的表面将被称为“顶部”,而相反的表面将则被称为“底部”,但应当理解的是,接收器装置204和可渗透膜302可以任何方便的方向定向。渗透孔402在图4中示出为圆柱体,但也可以具有其它规则或不规则形状。
45.在其他实施方式中,可渗透膜302还可包括织造或非织造纤维材料,其可以对具有较低粘度的液体表现出多孔特性,但对较高粘度液体和颗粒表现出无孔特性。例如,在一实施方式中,粘度小于约12cp的液体可以通过膜302,而粘度较高的液体基本上不能通过膜。应当理解的是,可以使用如上所述的液体粘度的另一个阈值。接收器装置204还可包括如图5所示的支撑框架502,其可为可渗透膜302提供机械支撑。支撑框架502可包括金属,例如铁合金或铜合金。支撑框架502还可以包括聚合物材料或聚合物材料和纤维材料的复合材料,所述纤维材料例如是碳纤维、玻璃纤维或有机纤维。支撑框架502可包括聚合材料和金属或金属合金的复合材料。在一些实施方式中,支撑框架502可呈现连续的片状结构,该结构可以设置有孔,其中可安装渗透膜302。在其他实施方式中,支撑框架502可以是围绕可渗透膜302的离散的窗框状结构。在这些实施方式的任何一个中,支撑框架502可以是单独的结构,或者它可以固定到可渗透膜302上。
46.接收器装置204可被配置为在打印层304已经沉积在可渗透膜302上之后,例如通过打印机驱动电机256的作用,将可渗透膜302从打印头202移走。可将打印层304移动至溶剂提取装置206,其可以使用压力差来干燥打印层304。通过在干燥之前将打印层304从打印头202移走,3d打印机可以与干燥过程并行地打印另一打印层。
47.溶剂提取装置206可包括真空室310,所述真空室310可包括真空密封外壳和液体可渗透支撑件312。在一些实施方式中,溶剂提取装置206也可以设置有与真空源(未示出)的连接。在一些实施方式中,例如如下图6-图8所示,代替或除了向打印层304的底部施加真空之外,溶剂提取系统可以通过向打印层304的顶面施加正压来施加压力差。
48.在打印层304已经沉积到可渗透膜302上之后,它可以立即包括大量的低粘度液体,例如体积高达90%。在打印层304(在可渗透膜302上)已经定位成与真空液体提取装置206接触之后,真空室310可以通过其连接的真空源被抽真空,以在打印层304上产生压力差。打印层304上的压差可使得该层中的大量(例如高达90%)的低粘度液体被迫通过可渗透支撑件312并进入真空室310,从而将打印层304转变为干燥层以用于后续处理,如下文所述。
49.参考图6-图8,在本发明的某些实施方式中,液体提取可以通过压力装置602、700、800来增强,所述压力装置602、700、800相对于液体提取装置206位于打印层304的顶部、与
可渗透膜302相对。
50.压力室辅助流体提取
51.图6示出了流体压力装置602,其将流体压力施加到与可渗透膜302相对的打印层304的表面,以提高低粘度液体从打印层304的提取。流体压力装置602可包括压力室壁604和顺应性密封件606,以在压力室608内包含高于环境压力的压力。在可渗透膜302上的打印层304已经被定位成与真空液体提取装置206接触,并具有由顺应性密封件606形成的密封之后,压力室608内的压力可以升高到环境压力以上,同时真空室310内的压力下降低于环境温度,从而提高了从打印层304去除低粘度液体的总力。用于向流体压力装置602中的打印层304施加压力的流体可包括气体,例如空气、氮气、氩气、氧气、蒸汽或气态化合物或气体的组合。在一些实施方式中,用于向流体压力装置602中的打印层304施加压力的流体可以包括液体而不是气体。无论是液体、气体还是混合物,用于在流体压力装置602中向打印层304施加压力的流体也可以促进打印层304的成分的改变,以便,例如通过与打印层304的表面或表面下方的材料反应来调节打印材料的最终性质。
52.压力板辅助流体提取
53.在本技术的另一实施方式中,可采用图7中所示的压力板装置700,以提高低粘度液体从打印层304上的去除。当打印层304被定位成与真空液体提取装置206接触时,加压装置702可以与抽空真空室310相配合地对打印层304施加压力,以提高所施加的用于从打印层304提取低粘度液体的力。
54.压力带辅助流体提取
55.在本技术的另一实施方式中,可采用图8所示的压力带装置800,以提高低粘度液体从打印层304的去除。压力带装置800可包括可充气压力带802和带安装件804。当打印层304邻近于真空液体提取装置206(与接收器装置204相对)定位时,压力带802可充气膨胀,以与抽空真空室310相配合地对打印层304施加压力,以提高所施加的用于从打印层304提取低粘度液体的力。
56.调节装置
57.回到图2,在通过真空液体提取装置206的作用从打印层304部分或完全去除液体之后,可使接收器装置204沿行进方向(由打印机驱动电机256驱动)将可渗透膜302上的打印层304传送到可选的调节装置208。调节特定材料的确切步骤可能会根据墨水中的粉末组分的物理和化学性质以及在任何打印后步骤之后材料的目标性质而有所不同。在一些实施方式中,调节可以包括压实步骤,例如以将打印层的密度增加到理论密度的30%-70%。在一些实施方式中,压实可以包括沉降步骤,例如施加到层上的振作用,以使颗粒沉降并堆积在一起。在另一实施方式中,压实可包括用垂直于层表面的力将颗粒压在一起。
58.调节装置208可以包括压实装置,例如所示的砑光辊,或者可替代地包括另一种施加压力的装置,例如压力带装置(未示出)。调节装置208被配置为增加干燥的打印层304的材料的压实密度,例如增加到理论密度的至少30%。调节装置208还可包括用于增强或使打印系统的后续阶段能够执行其他过程的装置,例如施加涂层以提高下文描述的固化装置210的有效性。调节装置208还可以对干燥的打印层304执行表面调节作用,以增强干燥的打印层304向先前转移的层218的堆叠的转移,如下文结合图9-图12所描述的,或增强连续层的附着力。调节装置208还可包括加热器装置,在一些实施方式中,所述加热器装置可用于
蒸发打印层的液体载体的剩余部分。
59.调节还可包括改善打印层304的性质的作用,例如鲁棒性或均匀性,或打印层304粘附到构建板214或先前转移的层218的堆叠顶部的能力。调节还可包括降低打印层304的颗粒的堆积密度的步骤。该操作可包括加热或冷却打印层304。在其他实施方式中,可以选择调节装置208的性质,以适应打印层304的调节要求。例如,调节装置208可以施加诸如rf辐射、x射线辐射或紫外线辐射等辐射,以改变未调节的打印层304的粘合剂相的性质,从而控制打印层304的物理性质。可以通过改变打印层304的静电状态来进一步调节打印层304,以提高将接收器装置204的打印层304转移到构建板214,或转移到先前转移层218的堆叠的顶部的能力。这样的静电暴露可导致打印层304的粘附力被改变,从而使得当打印层304与构建板214接触,或与先前转移的层218的堆叠的顶部接触时,打印层304与接收器装置204间的附着力低于打印层304与构建板214之间的附着力,或者,低于打印层304与先前转移的层218的堆叠的顶部之间的附着力。因此,可以便于将打印层304转移到构建板214,或转移到先前转移的层218的堆叠的顶部。
60.固化装置
61.如图2所示,可以提供可选的固化装置210。固化装置210可以沿着行进方向设置在调节装置208的下游和/或溶剂提取装置206的下游。固化装置210可以被配置为固化墨水中的粘合材料,从而将墨水固化成功能上坚固的固体图案。固化装置210可包括可与粘合材料相互作用以使其变成固体的辐射能量源。在一些实施方式中,辐射能可以是ir辐射、uv辐射、电子束或其他已知的辐射类型。替代地或另外,固化装置210可包括热源。应当理解的是,固化装置210不必限于所公开的辐射类型,因为此处列出的是针对示例性实施例给出的,并且并非旨在穷举。
62.其它流体去除装置
63.如图2所示,可提供可选的流体去除装置212。流体去除装置212可包括加热装置或其他流体去除装置,例如上文结合图6所述的真空室,以从干燥的打印层完全或部分去除任何剩余的低粘度液体。
64.在图2所示的流体去除装置212的下游,可以设置转移装置216。转移装置216用于将干燥的打印层304从接收器装置204直接转移到构建板214或转移到先前转移的干燥的打印层218的堆叠的顶部,如下文中结合图9-图12所进一步讨论的。
65.辊转移装置
66.在如图9所示的转移装置216的一实施方式中,所述转移装置216包括辊902和用于垂直地支撑并移动辊902的托架904。在一些实施方式中,载体可以是双轴托架904,以相对于接收器装置204垂直和水平移动辊904。双轴托架904的垂直移动可以使接收器装置204偏转,并使得打印对象304与构建板214或与先前转移的打印层218的堆叠的顶部进行压力接触。然后,双轴托架904的水平移动可引起在预设方向上的、从打印层304的一端到打印层304的另一端的逐步移动的线接触。横跨打印层304的移动线接触可以将打印层304转移到构建板214或先前转移的打印层218的堆叠的顶部。
67.铰接式转移装置
68.在另一实施方式中,如图10所示,转移装置216可以设置有成形压力装置1002和铰接装置1004。转移装置216还可以设置有双轴托架1006,其可以提供成形压力装置1002的水
平和垂直移动。在打印站控制单元(如下所述)的控制下,成形压力装置1002的垂直和水平移动可使得接收器装置204垂直偏转,并使得打印层304在压力下与构建板214或与先前转移的打印层218的堆叠的顶部相接触。双轴托架1006与铰接装置1004的进一步垂直和水平运动的配合,可以使成形压力装置1002的整个成形表面在压力下逐渐与接收器装置204线接触。与接收器装置204的渐进线接触可使得接收器装置204偏转,从而引起打印层304与构建板214或与先前转移的打印层218的堆叠的顶部之间的渐进线接触。打印层304与构建板214或与先前转移的打印层218的堆叠的顶部之间的渐进线接触足以将打印层304转移到构建板214或先前转移的打印层218的堆叠的顶部。
69.压力装置
70.在另一实施方式中,如图11所示,转移装置216可以包括压力装置1100。压力装置1100可设置有单轴托架1102,以提供压力装置1100的垂直移动。压力装置1100的垂直移动可以使接收器装置204垂直偏转,并引起打印层304在压力下与构建板214或先前转移的打印层218的堆叠相接触。
71.形状调节装置
72.在另一实施方式中,如图12所示,转移装置216可以设置有压力装置1202和形状调节装置1204。转移装置216还可设置有单轴托架1206,其可以提供压力装置1202的垂直移动。压力装置1202的垂直移动可引起接收器装置204的垂直偏转,并使打印层304在压力下与构建板214或与先前转移的打印层218的堆叠的顶部相接触。形状调节器1204可包括预成型的成型结构,其可以包括弹性材料,该弹性材料可以通过垂直于成型表面施加的机械压力而变平。当单轴托架1206使打印对象与构建板214或先前转移的打印层218的堆叠的顶部接触时,形状调节器1204可以逐渐变平,并因此逐渐使打印对象304与构建板214或与先前转移的打印层218的堆叠的顶部相接触。在构建板214或先前转移的打印层218的堆叠的顶部之间的逐渐移动接触可以确保印刷对象304与构建板214或先前转移的打印层218的堆叠的顶部之间的均匀附接。
73.附着力调节装置
74.图9-图12中所示的任何上述转移装置216还可以进一步包括附着力调节装置。所述附着力调节装置可以调节打印层304与接收器装置204间的附着强度,以促进打印层304释放到构建板214或先前转移的打印层218的堆叠的顶部。附着力调节装置还可以进一步改变打印层304与构建板214的表面或先前转移的打印层218的堆叠顶部的附着力,从而使得打印层304和接收器装置204之间的附着力小于打印层304和构建板214或与先前转移的打印层218的堆叠的顶部之间的附着强度。附着力调节装置可以通过向接收器装置204和/或打印层304施加刺激而作用在接收器装置204和打印层304之间的界面上。施加刺激可便于减少打印层304与接收器装置204间的附着力。引起附着力调节装置的附着力调节的刺激可以是但不限于热刺激、电刺激、辐射刺激、磁刺激、机械刺激或粒子束刺激。
75.组装装置
76.图2中示出了组装装置262的一部分,其包括x-y定位器装置230和构建站260。如本文中所使用的,“组装装置”包括能够根据预定设计组装打印层和打印部件的方式,从多个转移模块接收打印对象的任何系统。构建站260可包括构建板214。可以设置az轴定位装置264,其可以调节构建板214的垂直位置,以将先前转移的打印层218的顶部的层保持在预设
的垂直位置处,以促进打印层304到构建板214或先前转移的层218的堆叠的顶部的正确转移。
77.构建板214可包括附着力降低装置(未示出),以便于在步骤118中从构建板214移除已完成的打印对象的堆叠。可以启动所述附着力降低装置以通过施加刺激来降低先前转移的层218的堆叠的附着力。可使得附着力降低装置释放先前转移的层218的堆叠的刺激可以是热刺激、辐射刺激、磁刺激、化学刺激、电刺激或机械刺激。
78.对准系统
79.如图9-图12所示,构建板214还可包括对准传感器906。打印层304可包括一个或多个对准基准908,其可以与一个或多个对准传感器906相互作用以将打印对象304与构建板214或与先前转移的打印对象的堆叠的顶部精确对准。对准传感器906可以在uv光谱、可见光谱、ir光谱中与对准基准908磁性地或机械地相互作用。在一些实施方式中,结合计算机系统1400,对准传感器906可以将对准基准908的位置检测到实际位置的0.01mm以内,并使构建板214相对于对准基准908定位在预设位置的0.01mm以内。
80.组装装置定位器
81.如图2所示,组装装置可包括x-y定位装置230和构建站260。构建站260还可以包括z定位装置和构建板214。在一些实施方式中,构建站260可以与构建板214和x-y定位器装置230相互作用,以在计算机系统1400的指令下,使构建板214相对于包括多材料多模块打印机系统的多个转移装置中的任意一个转移装置216定位在预定位置的0.01mm以内。
82.x-y定位装置230可包括计算机控制的x-y移动系统。该移动系统可以是但不限于一对正交连接的线性致动器或平面x-y线性电机。构建站260可以与x-y移动系统通信,从而使得构建站260可以移动到x-y定位装置230范围内的任何点处。x-y移动系统可以按比例缩放,以使得可以将构建站260移动到并准确定位,以接受来自于与打印机系统相关联的多个转移装置中的任一个转移装置216转移的打印层。x-y定位装置230还可以进一步按比例缩放,以使得构建站260移动到卸载位置,远离与该打印机相关联的所有打印机模块。可以在x-y平面中或通过与x-y平面正交的间隔来设置与相关模块的间隙。构建站260还可设置有旋转移动系统,以提供构建板214与转移装置216的旋转对准。
83.在另一实施方式中,构建板214的精确定位可以由六角架提供,所述六角架可以提供沿x、y和z轴的移动以及绕至少一个轴的旋转。
84.在一些实施方式中,一旦所有打印层都已转移到组装装置,则3d打印机可施加热、辐射、压力或其他适当方法,以使堆叠层彼此附着以形成打印部件。例如,可以在最后阶段(或在最后阶段之前)施加热量以将相邻层彼此烧结。在其它实施方式中,堆叠的层可以彼此附着以形成成品部件,而无需这种后处理工艺处理,或者部件可以在从组装装置中移除之后被烧结成其成品形式。
85.多方法3d打印机系统
86.图13示出了多方法3d打印机系统1300的一种实施方式。图13示出了与组装装置相关联的四个打印机模块1302、1304、1306和四个转移装置。如本文所使用的,“打印机模块”包括能够在接收器装置上创建打印对象的图案化和沉积系统。四个打印机模块都可以实现不同的图案化和沉积技术。喷射材料打印机模块1302,例如喷墨打印机模块可包括如上例如图2中所讨论的组件。打印机模块1304被表示为电子照相3d打印机,而打印机模块1306被
表示为喷射材料打印机。多方法打印机系统1300可包括基于除了所示打印技术之外的3d打印技术的打印机模块,例如层压物体制造或选择性激光熔化、熔融沉积建模或其他合适的3d打印方法。
87.图13示出了具有四个打印机模块/转移装置的打印机系统,其中,所述四个打印机模块/转移装置与相邻模块成直角对齐,并且它们的近端朝向x-y定位器装置230的中心。可以理解的是,该配置不限于四个打印机模块a,还可以包括两个打印机模块、三个打印机模块或四个以上的打印机模块。还应理解的是,可以通过在x-y定位装置230的任意开放区域以水平间隔来提供打印部件移除区域,或者可通过组装站260与打印机模块a和转移模块b的垂直间隔来提供打印部件移除区域。还应理解的是,相邻模块的对准可以是平行而不是正交的。对于本领域技术人员来说,其他配置将是显而易见的。
88.如图13所示,多材料多方法3d打印机1300包括由组装装置集成的多个打印机模块和相关联的转移装置。每个打印机模块都可调整以下操作参数,例如,打印厚度、粘合剂浓度、粘合剂类型和材料类型。虽然调整操作参数可能会显著影响最终打印对象的属性,但每个打印机模块通常基于一种特定方法创建打印对象。潜在方法的一非穷举列表清单包括喷射粘合剂打印、电子照相印刷、胶版打印和喷射材料打印。可以基于各种方法的功能,例如实际厚度范围、最小特征尺寸、精度和打印速率等来选择创建给定打印对象的方法。虽然大多数打印方法可能与一种或多种材料兼容,但基本材料可能需要特殊准备才能与特定方法一起使用。
89.在实践中,多材料、多方法3d打印机可以配置有一个打印机模块,以用于最终制造部件中所需的打印机方法和材料的每种组合。在一实施方式中,构成多方法3d打印机系统的多个打印机模块中的至少一个可以根据具体最终部件的需求而快速且便携地用另一个模块替换。在另一实施方式中,多方法3d打印机可以集成到能够使用不同的方法来打印任何给定部件的不同层的组合单元中。
90.如上所述,本发明的实施针对包括多个打印机模块的3d打印机系统,每个打印机模块可以与多个转移装置中的一个相关联,所有这些转移装置都可以与组装装置相配合。中央计算机系统可以协调3d打印机系统的所有组件的操作,如下图14所示。多个打印机模块可包括采用至少两种不同的沉积和图案化技术的打印机模块,并且多个打印机模块中的每一个可以被配置为创建一种材料或多种材料的打印对象。每个打印机模块可以创建具有不同材料的打印对象,一些打印机模块可以使用相同的材料,或者3d多方法打印机系统的所有打印机模块都可以使用相同的材料。具有相关联的转移装置的打印机模块可以被配置为易于与组装装置相结合或从组装装置中移除,从而可以轻松地对打印机进行自定义配置,以匹配构建要求。
91.当使用如图13所示的多方法3d打印机时,喷射材料3d打印模块1302可以具有构建板214,其中,后续的喷墨打印层可以在其上按如上所述的方式堆叠,或者,中央构建板可以用于堆叠来自多个打印模块的层。喷射材料模块1302可以与其他打印机模块1304、1306配合以组装包括由堆叠的喷墨打印层制成的部分和由其他方法制成的其他部分,例如由打印机模块1306产生的喷射粘合剂部分的打印部件。
92.在一实施方式中,喷墨3d打印模块1302可包括含有基板的接收器装置、被配置为在基板上沉积包括液体载体中的颗粒材料的悬浮液的墨水以形成打印层的喷墨打印头、被
配置为利用压力差从打印层去除一部分液体载体以形成干燥层的去除系统、以及被配置用于将干燥的层转移到构建站的转移系统。
93.材料类型
94.用于打印的材料类型可大致分为两个基本类别:鲁棒性材料和挥发性材料。
95.鲁棒性材料是那些经过打印后处理步骤而成为最终打印部件的不可压缩体素的材料。鲁棒性材料可经受组分和结构与打印时的材料相同的后处理步骤。
96.此类材料的示例包括陶瓷,例如氧化铝,其起始为al2o3粉末,并在打印后的烧结处理后以al2o3的高密度块存在,或是金属,例如不锈钢合金粉末,其在打印后的烧结处理后以具有与起始时相同的合金含量的固体块存在。
97.鲁棒性材料也可以作为最终材料的前体开始。后打印工艺可能会导致鲁棒性材料的前体发生反应,以生成新的化合物或改变相或改变前体的晶体类型。此类材料的示例是在打印后热处理中,在受控的氧化气氛中转变成氧化铝的铝粉,或是用于陶瓷工艺的粉状玻璃,其中,玻璃在烧结过程中转化为晶体。
98.挥发性材料是一种可以在打印部件中占用体素的材料,该体素被设计为在后处理步骤后立即被气体或真空占据。在打印过程中以及在将打印层组装成打印部件的过程中,挥发性材料可以包括固体或半固体材料。在后处理步骤中,挥发性材料可转变为能轻松地从打印部件中逸出的形式,例如,气体或液体。在一定体积的鲁棒性材料中包括连续体素量的挥发性材料的结果是,在后处理步骤之后,形成具有预设结构的空腔。该空腔可以通过预先设计的通道与打印部件的外部连通,或者可被完全密封。密封的空腔可以被预设的气体或真空占据。挥发性材料的示例包括有机材料,例如在低于450℃的温度下分解成co2和水的聚乙烯或聚氧化乙烯,或可以通过控制热处理气氛在更高的温度下氧化成co2的碳粉。随着挥发性材料转变为气体,在鲁棒性材料烧结成致密块之前,气体可从结构中逸出。
99.图案化形成
100.如上所述,喷墨3d打印模块1302被配置成以复杂的三维图案创建一种或多种材料的结构,其中,该结构以层的形式构建,每一层包括一种或多种材料。可以以类似于传统3d打印机的每个层的图案形成的方式来形成每个层中的每种材料的图案。具体而言,每层的图案可以通过使用cad软件如solidworks从整个结构的切片导出。与传统的3d打印机不同的是,计算机系统1400可以将包括在设计文件1406中的每一层的图案分成一种以上的材料,经由输入设备1404输入到计算机系统1400中。
101.图14中示出了用于控制图2的3d喷墨打印机的计算机系统1400。中央处理单元(cpu)1402与输入设备1404通信,输入设备1404可提供有设计文件1406。在一些实施方式中,用户可以在计算机系统1400或另一计算机上使用cad软件等来创建设计文件1406。在其他实施方式中,用户可以从诸如thingiverse、pinshape或其他文件共享站点的文件储存库,或从3d设计的商业供应商处接收设计文件。cpu1402可以将设计文件1406或用于控制打印站控制单元1408的中间计算存储在存储器1410中,并且可以通过输出设备1412与用户通信。
102.cpu1402可通过接口总线1414与多个打印站控制单元1408通信,以控制如上所述的从喷墨打印头202分配墨水以及打印站控制单元1408的其他功能。如图15所示,打印站控制单元1408可通过设备控制器1502与接收器装置204、喷墨打印头202、压力装置602、调节
装置208、固化装置210、溶剂提取设备212、对准传感器906、转移装置216以及组装装置262(其可以包括x-y定位器230和构建站260)通信,控制这些装置中的每一个,以便如cpu1402解译的设计文件1406所指令的那样来沉积墨水。cpu1402可接收状态信息和传感器信息,并且可以使用本领域已知的控制信令系统向这些设备中的任意设备发生控制信号,以便促进如本文所述的打印。
103.图16示出了示例性软件架构1602的框图1600,所述软件架构的各个部分可以结合本文描述的、能实现任何上述特征中的任意特征的各种硬件架构来使用。图16是软件架构的非限制性示例,并且应当理解的是,可以实施许多其他架构以促进本文所述的功能。软件架构1602可以在诸如中央处理单元1402之类的硬件上执行,所述中央处理单元1402可以包括文档存储、处理器、存储器和输入/输出(i/o)组件等。示出了代表性硬件层1604,其可以代表例如本文中所描述的设备。代表性硬件层1604包括处理单元1606和相关联的可执行指令1608。可执行指令1608表示软件架构1602的可执行指令,包括本文描述的方法、模块等的实现。硬件层1604还包括存储器/存储器装置610,其还包括可执行指令1608和伴随数据。硬件层1604还可以包括其他硬件模块1612。由处理单元1608保存的指令1608可以是存储器/存储装置1610保存的指令1608的一部分。
104.示例性软件架构1602可以被概念化为层,每个层提供各种功能。例如,软件架构1602可包括层和组件,例如操作系统(os)1614、库1616、框架1618、应用程序1620和表现层1644。在操作上,层内的应用程序1620和/或其他组件可以调用对其他层的api调用1624,并接收相应的结果1626。所示的层在本质上是代表性的,其他软件架构可包括其他的或不同的层。例如,一些移动或专用操作系统可不提供框架/中间件1618。
105.os 1614可以管理硬件资源并提供公共服务。os 1614可包括例如内核1628、服务器1630和驱动程序1632。内核1628可以充当硬件层1604和其他软件层之间的抽象层。例如,内核1628可以负责存储器管理、处理器管理(例如,调度)、组件管理、网络、安全设置等。服务器1630可以为其他软件层提供其他公共服务。驱动程序1632可以负责控制底层硬件或与底层硬件层1604进行接口。例如,驱动程序1632可包括显示驱动程序、相机驱动程序、存储器/存储装置驱动程序、外围设备驱动程序(例如,经由通用串行总线(usb))、网络和/或无线通信驱动程序、音频驱动程序等,这取决于硬件和/或软件配置。
106.库1616可以提供可以由应用程序1620和/或其他组件和/或层使用的公共基础结构。库1616通常提供由其他软件模块使用以执行任务的功能,而不是直接与os1614交互。库1616可以包括可以提供诸如存储器分配、字符串操作、文件操作等功能的系统库1634(例如,c标准库)。此外,库1616可以包括api库1636,例如媒体库(例如,支持图像、声音和/或视频数据格式的呈现和操作)、图形库(例如,用于在显示器上渲染2d和3d图形的opengl库)、数据库库(例如,sqlite或其他关系数据库函数)和web库(例如,可能提供web浏览功能的webkit)。库1616还可以包括各种各样的其他库1638,以提供用于应用程序1620和其他软件模块的许多功能。
107.框架1618(有时也称为中间件)提供了可由应用程序1620和/或其他软件模块使用的更高级别的公共基础结构。例如,框架1618可以提供各种图形用户界面(gui)功能、高级资源管理或高级定位服务。框架1618可以为应用程序1620和/或其他软件模块提供广泛的其他api。
108.应用程序1620包括内置应用程序1640和/或第三方应用程序1642。内置应用程序1640的示例可以包括但不限于联系人应用程序、浏览器应用程序、位置应用程序、媒体应用程序、消息收发应用程序和/或游戏应用程序。第三方应用程序1642可以包括由除了特定平台的供应商之外的实体开发的任何应用程序。应用程序1620可以使用经由os1614、库1616、框架1618和表现层1644可用的功能来创建用户界面以与用户交互。
109.一些软件架构使用虚拟机,如虚拟机1648所示。虚拟机1648提供执行环境,其中应用程序/模块可以像在硬件机器上执行一样执行。虚拟机1648可以由主机os(例如,os 1614)或管理程序托管,并且可以具有管理虚拟机1648的操作并与主机操作系统互操作的虚拟机监视器1646。可以不同于虚拟机外部的软件架构1602的软件架构在虚拟机1648内执行,例如os1650、库1652、框架1654、应用程序1656和/或表现层1658。
110.图17示出了示例性机器1700的组件的框图,该示例性机器1700被配置为从机器可读介质(例如,机器可读存储介质)读取指令并执行本文所描述的任何功能。示例性机器1700是计算机系统的形式,其具有可以执行用于使机器1700执行本文描述的任何功能的指令1716(例如,以软件组件的形式)。因此,指令1716可用于实现本文所述的模块或组件。指令1716使未编程和/或未配置的机器1700作为被配置为执行所描述的功能的具体机器来操作。机器1700可以被配置为作为独立设备操作或者可以耦合(例如,联网)到其他机器。在联网部署中,机器1700可以在服务器-客户端网络环境中以服务器机器或客户端机器的容量运行,或者作为对等或分布式网络环境中的节点运行。机器1700可以体现为例如,服务器计算机、客户端计算机、个人计算机(pc)、平板电脑、笔记本电脑、上网本、机顶盒(stb)、游戏和/或娱乐系统、智能手机、移动设备、可穿戴设备(例如,智能手表)和物联网(iot)设备。此外,尽管仅示出了单个机器1700,但术语“机器”包括单独或联合地执行指令1716的机器的集合。
111.机器1700可以包括处理器1710、存储器1730和i/o组件1750,它们可通过例如,总线1702通信耦合。总线1702可以包括通过各种总线技术和协议耦合机器1700的各种元件的多条总线。在示例中,处理器1710(包括例如中央处理单元(cpu)、图形处理单元(gpu)、数字信号处理器(dsp)、asic或它们的适当组合)包括可执行指令1716和处理数据的一个或多个处理器1712a到1712n。在一些示例中,一个或多个处理器1710可以执行由一个或多个其他处理器1710提供或识别的指令。术语“处理器”包括多核处理器,其包括可以同时执行指令的内核。尽管图17示出了多个处理器,但机器1700可包括具有单核的单处理器、具有多核的单处理器(例如,多核处理器)、每个具有单核的多个处理器、每个具有多核的多个处理器,或它们的任意组合。在一些示例中,机器1700可包括分布在多台机器之间的多个处理器。
112.存储器/存储装置1730可以包括主存储器1732、静态存储器1734或其他存储器以及存储单元1736,它们均可通过例如,总线1702被处理器1710访问。存储单元1736和存储器1732、1734存储体现本文所描述的任何一个或多个功能的指令1716。存储器/存储装置1730还存储用于处理器1710的临时、中间的和/或长期数据。指令1716在其执行期间还可完全或部分地驻留在存储器1732、1734内、存储单元1736内、处理器1710中的至少一个内(例如,在命令缓冲器或高速缓冲存储器内)、i/o组件1750中的至少一个存储器内、或其任何合适的组合。因此,存储器1732、1734、存储单元1736、处理器1710中的存储器和i/o组件1750中的存储器是机器可读介质的示例。
113.如本文所使用的,“机器可读介质”指的是能够临时或永久地存储使得机器1700以特定方式运行的指令和数据的设备。如本文所使用的,术语“机器可读介质”不包括瞬态电信号或电磁信号本身(例如在通过介质传播的载波上);因此,术语“机器可读介质”可以被认为是有形的且非暂时的。非暂时性有形机器可读介质的非限制性示例包括但不限于非易失性存储器(例如闪存或只读存储器(rom))、易失性存储器(例如静态随机存取存储器(ram)或动态ram)、缓冲存储器、高速缓冲存储器、光存储介质、磁存储介质和设备、网络可访问或云存储、其他类型的存储和/或它们的任何合适的组合。术语“机器可读介质”适用于单个介质或多种介质的组合,用于存储由机器1700执行的指令(例如,指令1716),使得当机器1700的一个或多个处理器1710执行所述指令时,可使得机器1700执行本文描述的功能中的一个或多个。因此,“机器可读介质”可以指单个存储设备,以及包括多个存储装置或设备的“基于云”的存储系统或存储网络。
114.i/o组件1750可包括适用于接收输入、提供输出、产生输出、传送信息、交换信息、捕获测量等的各种硬件组件。特定机器中包括的具体i/o组件1750将取决于机器的类型和/或功能。例如,诸如移动电话之类的移动设备可包括触摸输入设备,而无头服务器或iot设备可不包括这样的触摸输入设备。图17中所示的i/o组件的具体示例绝不是限制性的,并且,机器1700可包括其他类型的组件。i/o组件1750的分组仅仅是为了简化该讨论,并且该分组绝不是限制性的。在各示例中,i/o组件1750可包括用户输出组件1752和用户输入组件1754。用户输出组件1752可包括例如用于显示信息的显示组件(例如,液晶显示器(lcd)或投影仪)、声学组件(例如,扬声器)、触觉组件(例如,振动电机或力反馈装置)和/或其他信号发生器。用户输入组件1754可包括例如字母数字输入组件(例如,键盘或触摸屏)、定点组件(例如,鼠标设备、触摸板或其他指向工具)和/或触觉输入组件(例如,提供位置和/或触摸力或触摸手势的物理按钮或触摸屏),它们被配置为接收各种用户输入,例如用户命令和/或选择。
115.在一些示例中,i/o组件1750可包括生物识别组件1756、运动组件1758、环境组件1760和/或位置组件1762,以及大量其他可能的传感器组件。生物识别组件1756可包括例如用于检测身体表情(例如,面部表情、声音表达、手或身体姿势,或眼睛跟踪)、测量生物信号(例如,心率或脑电波)以及识别人(例如,通过基于语音、视网膜和/或面部的识别)的组件。运动组件可包括例如用于3d打印机的各种组件的加速度和/或旋转传感器。环境组件可包括例如光传感器(例如光电二极管、光敏电阻或光电晶体管)、声传感器(例如,压电传感器或声波传感器)或温度传感器(例如,热电偶或热敏电阻),其可以感测3d打印机中各个位置的环境条件。位置组件1762可包括例如位置传感器(例如,全球定位系统(gps)接收器)、高度传感器(例如,可以从中导出高度的气压传感器)和/或方向传感器(例如,磁力计)。
116.i/o组件1750可以包括通信组件1764,其可以实现经由相应的通信耦合1772和1782将机器1304耦合到网络1770和/或设备1780的各种可操作技术。通信组件1764可包括一个或多个网络接口组件或与网络1770接口的其他合适的设备。通信组件1764可包括例如适于提供有线通信、无线通信、蜂窝通信、近场通信(nfc)、蓝牙通信、wi-fi和/或经由其他形式通信的组件。设备1780可包括其他机器或各种外围设备(例如,通过usb耦合)。
117.在一些示例中,通信组件1764可以检测标识符或包括适于检测标识符的组件。例如,通信组件1764可以包括射频识别(rfid)标签阅读器、nfc检测器、光学传感器(例如,一
维或多维条形码,或其他光学代码)和/或声学检测器(例如,用于识别已标记的音频信号的麦克风)。在一些示例中,位置信息可以基于来自通信组件1762的信息来确定,例如但不限于经由互联网协议(ip)地址的地理位置、经由wi-fi、蜂窝、nfc、蓝牙或其他无线站识别和/或信号三角测量的位置。
118.下面,将逐条对本技术的其他特征、特点和优点进行说明:
119.第1条:三维(3d)打印机,其包括含有基底的接收器装置,被配置为将包括在液体载体中的颗粒材料的悬浮液的墨水沉积到基底上以形成打印层的喷墨打印头;被配置为利用压力差从打印层去除一部分液体载体以形成干燥层的去除系统;以及,被配置为将所述干燥层转移到构建站的转移系统。
120.第2条:如第1条所述的3d打印机,其中,所述基底是可渗透的,并且,所述去除系统被配置为抽空所述基底的、与所述打印层相对的一侧上的空间。
121.第3条:如第1或第2条所述的3d打印机,其中,所述基底包括穿孔金属。
122.第4条:如第1-3条中任一条所述的3d打印机,其中,所述基底包括纤维材料。
123.第5条:如第1-4条中任一条所述的3d打印机,其中,所述去除系统被配置为向所述打印层的、与所述基底相对的表面施加压力。
124.第6条:如第1-5条中任一条所述的3d打印机,其中,所述去除系统包括压力室。
125.第7条:如第1-6条中任一条所述的3d打印机,其中,所述去除系统包括压力带。
126.第8条:如第1-7条中任一条所述的3d打印机,其中,所述去除系统包括压力板。
127.第9条:如第1-8条中任一条所述的3d打印机,其中,所述接收器装置被配置为在从所述打印层去除所述液体载体,之前将所述打印层从所述喷墨打印印刷头转移走。
128.第10条:如第1-9条中任一条所述的3d打印机,其中,所述去除系统被配置为在将所述打印层转移到所述构建站期间去除所述液体载体。
129.第11条:如第1-10条中任一条所述的3d打印机,其中,所述转移系统被配置为将所述干燥层转移到所述构建站中的打印层的堆叠上。
130.第12条:如第1-11条中任一条所述的3d打印机,其中,所述墨水包括粘合剂液体,并且,所述打印机还包括被配置为固化所述粘合剂液体以使其固化的固化系统。
131.第13条:如第1-12条中任一条所述的3d打印机,还包括调节装置,其被配置为调节所述打印层以提高所述打印层中的颗粒材料的密度。
132.第14条:如第1-13条中任一条所述的3d打印机,其中,所述调节系统被配置为机械压实所述打印层中的颗粒材料。
133.第15条:如第1-14条中任一条所述的3d打印机,其中,所述调节系统还被配置为将表面调节材料施加到所述干燥的打印层。
134.第16条:如第1-15条中任一条所述的3d打印机,其中,所述构建站包括x-y控制器。
135.第17条:如第1-16条中任一条所述的3d打印机,其中,所述构建站包括z轴控制器。
136.第18条:如第1-17条中的任一条所述的3d打印机,还包括被配置为使用除了喷墨打印之外的方法在基底上形成打印层的其它打印模块。
137.第19条:一种三维(3d)打印方法,包括:用喷墨打印头将包括颗粒材料和液体载体的墨水沉积到基底上以形成打印层;将打印层从喷墨打印头转移,利用压力差从打印层中去除一部分液体载体以形成干燥的打印层;以及,将干燥的打印层转移到构建站以形成打
印层的堆叠。
138.第20条:如第19条所述的方法,其中,利用压力差从打印层去除一部分液体载体包括抽空与所述基底上沉积有所述打印层的一侧相对的、邻近基底的空间。
139.第21条:如第19或20条所述的方法,其中,利用压力差从打印层去除一部分液体载体包括向与沉积在基底上的表面相对的层的表面施加压力。
140.第22条:如第19-21条中任一条所述的方法,其中,从喷墨打印头转移所述打印层的步骤发生在利用压力差形成干燥的打印层的步骤之前。
141.第23条:如第19-22条中任一条所述的方法,还包括调节打印层以提高打印层中颗粒材料的密度。
142.第24条:如第19-23条中任一条所述的方法,其中,所述墨水包括液体粘合剂,所述方法还包括固化所述粘合剂以将其转化为固体。
143.第25条:一种喷墨打印机,包括:含有基底的接收器装置;被配置为将包括在液体载体中的颗粒材料的悬浮液的墨水沉积到所述基底上以形成打印层的喷墨打印头;以及,被配置为利用压力差从打印层中去除一部分液体载体的去除系统。
144.尽管已经描述了各种实施方式,但该描述旨在是示例性而非限制性的,应当理解的是,在实施方式的范围内的更多实施方式和实施例是可能的。尽管在附图中示出了许多可能的特征组合并且在本说明书中进行了讨论,但是所公开的特征的许多其他组合也是可能的。除非有特别限制,否则任何实施方式的任何特征都可以与其他任何实施方式中的任何其他特征或元素组合使用或替代任何其他特征或元素。因此,应当理解的是,本发明中所示和/或所讨论的任何特征可以以任何合适的组合一起实施。因此,除了根据所附权利要求及其等同物外,实施方式不受限制。此外,可以在所附权利要求的范围内进行各种修改和变化。
145.尽管上文已经描述了被认为是最佳的模式和/或其他示例,但应理解的是,可以对其进行各种变化,并且可以以各种形式和示例来实施本文所公开的主题,并且,本技术教导可以应用于许多应用中,而本文仅仅只是描述了其中的一些应用。所附权利要求旨在保护落入本发明的技术教导的实际范围内的任何以及所有应用、修改和变化。
146.除非另有说明,否则本说明书,包括所附权利要求中阐述的所有测量值、值、额定值、位置、量值、尺寸和其它规格都是近似而非精确的。它们旨在具有与它们所涉及的功能以及它们所述领域中的惯例一致的合理范围。
147.本发明的保护范围仅由所附权利要求限定。当根据本说明书和后续的申请过程进行解释时,该范围旨在并且应当被解释为与权利要求中所使用语言的普通含义一致的宽度,并且包括所有结构和功能等同物。尽管如此,权利要求中的任何一项都不旨在涵盖不符合《专利法》第101、102或103条的要求的主题,也不应以这种方式来对它们进行解释。特此声明,不接受对此类主题的任何非故意概括。
148.除上文所述外,任何已陈述或说明的内容,无论是否在权利要求书中提及,均无意或不应解释为将任何组件、步骤、特征、对象、利益、优势或等同物贡献给公众。
149.应当理解的是,本文所使用的术语和表述具有与这些术语和表述相对于它们相应的各自的调查和研究领域所具有的普通含义,除非本文另外阐述了这些术语和表述的特定含义。诸如第一和第二等关系术语可仅用于将一个实体或动作与另一个区分开来,而不必
要求或暗示此类实体或动作之间的任何实际的此类关系或顺序。术语“包括”、“包含”或其任何其他变体旨在涵盖非排他性包含,使得包括一系列要素的过程、方法、物品或装置不仅包括那些要素,而且可包括未明确列出的其它要素或此类过程、方法、物品或装置所固有的其它要素。在没有进一步限制的情况下,以“一”或“一个”开头的要素并不排除在包含该要素的过程、方法、物品或装置中存在其它相同要素。
150.提供本发明的摘要是为了让读者能够快速确定本技术公开的性质。应当理解的是,其不应被用于解释或限制权利要求的范围或含义。此外,在上文的详细描述中,可以看出,为了简化本公开内容,在各种示例中将各种特征组合在一起。这种公开方式不应被解释为反映请求保护比每个权利要求中明确记载的特征更多的特征的意图。相反,如所附权利要求所反映的,本发明主题在于比单个公开的示例的所有特征少的特征。因此,所附权利要求在此并入详细说明中,每项权利要求作为单独要求保护的主题而独立存在。
再多了解一些
本文用于创业者技术爱好者查询,仅供学习研究,如用于商业用途,请联系技术所有人。