1.本发明涉及一种用于制造风力涡轮机叶片的方法以及一种在所述方法中使用的心轴工具。
背景技术:
2.在给定风力条件下使用风力涡轮机产生更多电力可以通过增加叶片的尺寸来实现。然而,对于增加的叶片尺寸,风力涡轮机叶片的制造变得越来越困难。
3.已知由纤维加强材料分别预先制造纵向叶片区段(诸如内侧叶片区段和外侧叶片区段)并使所述区段相互胶合。然而,胶合过程具有一些局限性。例如,这是开放过程,其中将胶水施加在表面上进行结合,并且照此其可能对操作员构成危险。另外,难以控制胶合线的质量。
4.例如,wo 2016198 075 a1公开一种包括第一和第二纵向叶片区段的模块化风力涡轮机叶片。所述第一和第二纵向叶片区段通过借助于粘合剂将连接构件结合到叶片外侧而相互连接。
技术实现要素:
5.本发明的一个目的是提供一种用于制造风力涡轮机叶片的经改进的方法以及一种用于联接风力涡轮机叶片的两个叶片区段的经改进的心轴工具。
6.因此,提出一种用于制造风力涡轮机叶片的方法。所述方法包括如下步骤:a) 将纤维叠层布置在心轴工具上,所述心轴工具包括框架和如在横截面中所见连接到所述框架的至少两个心轴部分,并且其中所述纤维叠层的至少一部分由所述至少两个心轴部分的外表面支撑,b) 通过朝向所述框架缩回所述心轴部分中的至少一者来减小所述心轴工具的横截面尺寸,c) 将所述心轴工具布置在相邻叶片区段内部,d) 通过远离框架延伸所述心轴部分中的至少一者来增加心轴工具的横截面尺寸,以及e) 用树脂灌注所述纤维叠层的至少一部分并固化所述树脂以获得在内部联接所述叶片区段的经固化的联接部分。
7.因此,提供轻质、并且同时坚固的叶片区段接头。特别地,通过树脂灌注形成的此层压接头的强度与原始层压件的强度相当。与使用粘合剂的连接相比,通过树脂灌注形成的层压接头提供更轻和更坚固的叶片区段接头,特别是,更好的重量对强度(weight-to-strength)性能。这是因为在粘合剂的情况下,粘合剂的重量被添加到结合线中,并且层间剪切强度随着结合线厚度的增加而下降。进一步,通过树脂灌注形成的层压接头避免胶合接头在胶合部中与叶片的其他部分中具有不同材料的问题。
8.此外,用于制造风力涡轮机叶片的所提出的方法允许从叶片空腔内部实施叶片区
段的联接过程。这促进了制造过程,因为存在诸如腹连接(web,梁腹,腹板)等联接过程,其只能从叶片空腔内部实施。
9.此外,减小心轴工具的横截面尺寸允许更好并且更容易地将其布置在相邻叶片区段内部。特别是,这允许将心轴工具更好地装配在相应叶片区段的空腔内部。特别是,所述心轴工具可以布置在相应叶片区段的空腔中,使得在心轴工具的外表面与相应叶片区段的内表面之间存在足够空间。例如,提供足够空间以更好地将心轴工具操纵和定位在相应叶片区段的空腔内部。进一步,例如,提供足够空间,使得相应叶片区段(例如,其开口边缘和/或其内表面)在插入过程期间并不干扰布置在心轴工具上的纤维叠层。
10.进一步,叶片横截面朝向叶片根部增加。因此,当心轴工具处于其延伸状态时,其横截面也朝向心轴工具的内侧端部增加,以便将布置在心轴工具上的纤维叠层定位在叶片区段的内表面处。当将心轴工具(部分)布置到内侧叶片区段中并且(部分)布置到相邻的外侧叶片区段中时,通过内侧叶片区段的外侧端部(而非通过内侧叶片区段的内侧端部/根部部分)插入所述心轴工具可能是有利的。对于非常长内侧区段来说,情况尤其如此。减小心轴工具的横截面尺寸允许更好地通过内侧叶片区段的外侧端部插入所述心轴工具,尽管内侧区段的外侧端部具有比处于其原始延伸状态的心轴工具的内侧端部小的横截面。
11.风力涡轮机叶片是风力涡轮机的转子的一部分。风力涡轮机是将风的动能转换成电能的装置。风力涡轮机包括例如使一个或多个叶片各自连接到毂部的转子、包括发电机的机舱、在其顶端处保持机舱的塔架。风力涡轮机的塔架可以经由过渡件连接到风力涡轮机的基架,诸如海床中的单桩。
12.风力涡轮机叶片包括沿纵向方向分开所述叶片的两个或更多个叶片区段。特别是,相邻叶片区段沿叶片的纵向方向彼此相邻布置。所述相邻叶片区段中的第一叶片区段例如是内侧叶片区段。内侧叶片区段包括例如连接到转子的毂部的根部区段。相邻叶片区段中的第二叶片区段例如是外侧叶片区段。外侧叶片区段包括例如叶片末端。除所描述的第一和第二叶片区段以外,风力涡轮机叶片还可以包括一个或多个其他叶片区段。这一个或多个其他叶片区段可以通过第一叶片区段与第二叶片区段联接的相同联接过程相互联接和/或与所描述第一和/或第二叶片区段联接。
13.风力涡轮机叶片(例如,根部区段)例如固定地连接到毂部。风力涡轮机叶片例如直接螺栓连接到毂部。
14.替代地,风力涡轮机叶片(例如,根部区段)可旋转地连接到毂部。例如,风力涡轮机叶片连接到风力涡轮机的变桨轴承,并且所述变桨轴承连接到毂部。所述变桨轴承被配置成根据风速调整叶片的迎角以控制叶片的旋转速度。
15.除与毂部连接的(圆柱形)根部区段以外,风力涡轮机叶片还具有以空气动力学方式成形的横截面(翼型)。风力涡轮机叶片(即,其叶片区段中的每一者)包括例如压力侧(逆风侧)和吸力侧(顺风侧)。压力侧和吸力侧在前缘和后缘处相互连接。压力侧和吸入侧以及前缘和后缘限定风力涡轮机叶片的内部空腔。
16.两个相邻的叶片区段可以彼此相邻布置,使得所述叶片区段彼此邻接。替代地,相邻叶片区段之间可能存在小间隙,所述间隙可以由(固化的)联接部分填充。
17.心轴工具例如借助于起重工具(提升工具,lifting tool)布置在相邻叶片区段内部。所述起重工具例如是起重机或起重车辆,并且其允许更好地布置和定位心轴工具。
18.当将包括纤维叠层的心轴工具布置在相邻叶片区段内部、并且然后增加心轴工具的横截面尺寸时,所述纤维叠层特别是布置在相邻叶片区段的内表面处。例如,其布置在相邻叶片区段的内表面处,使得其在叶片区段的联接区域中与所述叶片区段重叠。
19.例如,心轴工具的外表面可以在叶片区段的联接区域上复制(即,匹配)相邻叶片区段的内表面。
20.所述纤维叠层包括例如玻璃纤维、碳纤维、芳纶纤维和/或天然纤维。所述纤维叠层包括例如处于干燥条件(即,无树脂)的纤维和/或预浸渍纤维(预浸料)。所述纤维叠层包括例如诸如木材、轻木(balsa)、pet泡沫和/或pvc泡沫等芯材。所述芯材允许减轻最终纤维加强树脂层压板的重量,同时维持叶片的足够刚度和/或强度。
21.所述树脂包括例如热固性塑料、热塑性塑料、环氧树脂、聚氨酯、乙烯基酯和/或聚酯。
22.所述树脂从风力涡轮机叶片空腔内部灌注和固化。所述树脂例如通过施加热而被固化。
23.纤维叠层一旦被灌注树脂和被固化便形成在内部联接叶片区段的联接部分。所述经固化的联接部分特别是纤维加强树脂层压板。
24.短语“在内部联接叶片区段的经固化的联接部分”是指所述经固化的联接部分在叶片区段的内侧表面(即,叶片区段的面向每一叶片区段内的开放或闭合空腔的表面)上联接或连接所述叶片区段。
25.在所述方法的步骤b)中,心轴工具的横截面尺寸例如从原始横截面尺寸减小到更小横截面尺寸。在所述方法的步骤d)中,例如重新建立心轴工具的原始横截面尺寸。
26.心轴工具的包络表面(例如,至少两个心轴部分的外表面)例如具有翼型区段。特别是,当心轴工具处于其原始延伸状态时-即,在步骤b)之前并且在步骤d)之后-心轴工具的包络表面具有翼型区段。
27.因此,处于其原始延伸状态的心轴工具的横截面特别是翼型区段。在相对于叶片的纵向长度的某一位置处,心轴工具的横截面尺寸稍微小于所制造叶片的横截面尺寸。
28.心轴工具的包络表面的翼型区段包括前缘、后缘、吸力侧和压力侧。翼型区段的弦长是其前缘与其后缘之间的距离。翼型区段的厚度是其上表面与下表面(其吸力侧与压力侧)之间的最大距离。
29.所述心轴工具包括例如用以缩回和/或延伸所述心轴部分中的至少一者的致动器装置。
30.在若干实施例中,所述方法在步骤e)之前包括用真空袋至少部分覆盖纤维叠层和相邻的叶片区段并且向由所述真空袋覆盖的空间施加真空的步骤,并且其中,在步骤e)中,因所产生真空而灌注树脂。
31.在若干实施例中,所述相邻叶片区段中的每一者包括向外渐缩部分,使得所述向外渐缩部分形成共用凹部。进一步,所述心轴工具布置在相邻叶片区段内部,使得当增加心轴工具的横截面尺寸时,所述纤维叠层布置在所述共用凹部中。
32.通过具有相邻叶片区段的向外渐缩部分,叶片区段的外表面可以在联接过程之前完成。
33.特别是,相邻叶片区段中的每一者在其端部部分处包括向外渐缩部分。特别是,所
述叶片区段中的每一者朝向与其他叶片区段的联接界面向外渐缩。进一步,叶片区段中的每一者向外渐缩,使得所述叶片区段中的每一者形成内部凹部。当所述叶片区段彼此相邻布置时,所述叶片区段的所述内部凹部形成共用凹部。当增加心轴工具的横截面尺寸时,所述纤维叠层填充所述共用内部凹部。
34.特别地,叶片壳、梁和/或腹的厚度朝向与其他叶片区段的界面减小以形成向外渐缩部分。所述向外渐缩部分可以例如被配置成使得其叶片壳、梁和/或腹的厚度朝向与其他叶片区段的界面线性减小。所述向外渐缩部分可以例如被配置成使得其叶片壳、梁和/或腹的厚度朝向与其他叶片区段的界面逐步减小或弯曲。
35.在若干实施例中,每一叶片区段可以在其特定端部部分处包括两个或更多个向外渐缩部分。特别是,第一叶片区段的两个或更多个向外渐缩部分中的每一者对应于第二叶片区段的向外渐缩部分。进一步,第一和第二叶片区段的两个或更多个向外渐缩部分中的每一者形成共用凹部。
36.根据一实施例,通过减小心轴工具的高度和/或心轴工具的宽度来减小心轴工具的横截面尺寸。
37.心轴工具的高度例如是心轴工具的翼型区段的厚度。心轴工具的宽度例如是心轴工具的翼型区段的弦长。
38.例如,所述至少两个心轴部分包括至少一个上心轴部分。进一步,通过朝向框架(并且朝向下心轴部分)缩回所述至少一个上心轴部分来减小心轴工具的高度。
39.例如,所述至少两个心轴部分包括至少一个后缘心轴部分。进一步,通过朝向框架(并且朝向前缘心轴部分)缩回所述至少一个后缘心轴部分来减小心轴工具的宽度。
40.根据另一个实施例,所述方法在步骤b)期间或者在步骤b)与步骤c)之间包括向内折叠纤维叠层的步骤。
41.通过向内折叠纤维叠层,可以更好地控制纤维叠层在减小心轴工具的横截面尺寸、插入心轴工具和再次增加心轴工具的横截面尺寸期间的行为。例如,可以以受控方式产生沿着心轴工具的纵向方向延伸的纤维叠层的一个或多个折叠部。因此,可以避免纤维叠层在减小心轴工具的横截面尺寸期间或之后的不期望折叠和错位。进一步,减少在插入心轴工具期间纤维叠层与叶片区段的干扰。
42.纤维叠层例如在心轴工具的前缘、后缘或上侧(压力侧)处向内折叠。
43.根据另一个实施例,所述心轴工具包括沿着心轴工具的纵向方向延伸并且如在横截面中所见布置在两个相邻心轴部分之间的至少一个间隙,并且其中所述纤维叠层向内折叠到所述至少一个间隙中。
44.具有间隙并将纤维叠层向内折叠到所述间隙中允许甚至更好地控制纤维叠层在缩回和扩展心轴工具期间的布置。
45.根据另一个实施例,纤维叠层在其向内折叠期间和/或之后被张紧。
46.在向内折叠纤维叠层期间和/或之后张紧纤维叠层允许甚至更好地控制在缩回、插入和扩展心轴工具期间纤维叠层的布置。
47.例如在步骤b)、c)和/或d)期间张紧纤维叠层。
48.例如通过重力和/或所施加的张紧力张紧所述纤维叠层。
49.例如,当减小心轴工具的高度时,纤维叠层的折叠部可以向下悬垂到两个上心轴
部分之间的间隙中并因重力而被张紧。
50.例如,当减小心轴工具的高度和/或宽度时,可以向纤维叠层施加推力和/或拉力,从而朝向框架向内推动和/或拉动纤维叠层。
51.根据另一个实施例,所述方法在步骤a)之后并且在步骤b)之前包括如下步骤:将至少一个可移动纵向构件固定到心轴工具、使得所述至少一个可移动纵向构件沿着心轴工具的纵向方向布置并且在所述至少一个间隙外部,并且其中通过将所述至少一个纵向构件移动到所述至少一个间隙中来向内折叠所述纤维叠层。
52.所述至少一个纵向构件例如是棒。一个或多个纵向构件例如在前缘和/或后缘处固定到心轴工具。
53.所述至少一个纵向构件可以用于通过向内推动纤维叠层来张紧所述纤维叠层。
54.在若干实施例中,所述方法在步骤c)之后包括从心轴工具拆卸和去除至少一个可移动纵向构件的步骤。
55.根据另一个实施例,所述至少两个心轴部分包括至少两个上心轴部分和至少两个下心轴部分。进一步,所述方法在步骤a)期间包括将腹元件布置在至少两个上心轴部分之间和至少两个下心轴部分之间的步骤。所述腹元件包括第一部分、第二部分和布置在所述第一和第二部分之间的中间部分。此外,所述方法在步骤b)之前包括去除所述中间部分的步骤。所述方法在步骤d)之后还包括将所述中间部分重新布置在腹元件的第一和第二部分之间的步骤。
56.即使在使用预铸腹元件时,去除和重新布置腹元件的中间部分的步骤也允许更容易地减小心轴工具的高度。
57.心轴工具可以包括一个或多个夹具以在缺少所述中间部分期间固定腹元件的第一和/或第二部分。
58.根据另一个实施例,所述方法在步骤b)之后并且在步骤c)之前包括将纤维叠层捆扎到心轴工具的步骤。
59.通过将纤维叠层捆扎到心轴工具,在将心轴工具布置在相邻叶片区段内部期间,纤维叠层可以紧固心轴工具。
60.例如,沿着心轴工具的纵向方向分布的数个捆带可以固定到心轴工具。此外,带有纤维叠层的心轴工具也可以在步骤b)之后并且在步骤c)之前并且在施加一个或多个捆带之前包卷在箔中。
61.根据另一个实施例,所述纤维叠层包括一旦被灌注和固化便形成联接相邻叶片区段中的第一叶片区段的壳与相邻叶片区段中的第二叶片区段的壳的壳接头的纤维叠层。另外或替代地,所述纤维叠层包括一旦被灌注和固化便形成联接相邻叶片区段中的第一叶片区段的一个或多个梁与相邻叶片区段中的第二叶片区段的一个或多个对应梁的一个或多个梁接头的纤维叠层。另外或替代地,所述纤维叠层包括一旦被灌注和固化便形成联接相邻叶片区段中的第一叶片区段的腹与相邻叶片区段中的第二叶片区段的腹的腹接头的纤维叠层。
62.将一个、数个或所有所述纤维叠层布置在心轴工具上允许在更高效的制造过程中提供包括壳接头、一个或多个梁接头和/或腹接头的轻质且坚固的叶片区段接头。特别是,数个或所有壳、梁和/或腹可以通过灌注和固化树脂在单个工艺步骤中联接。
jack)和/或一个或多个可缩回杆。
78.根据另一个方面的另一个实施例,所述心轴包括:沿着心轴工具的纵向方向布置的至少一个纵向构件,以及沿着心轴工具的纵向方向延伸并且布置在两个相邻心轴部分之间的至少一个间隙,其中所述至少一个纵向构件布置在所述至少一个间隙外部,并且被配置成可移动到相应间隙中。
79.根据所述另一个方面的另一个实施例,所述心轴工具包括连接到框架并且被配置成用于在将心轴工具布置到相邻叶片区段中期间引导所述心轴工具的引导杆。
80.根据所述另一个方面的另一个实施例,所述至少两个心轴部分包括至少一个上心轴部分、至少一个下心轴部分、至少一个前缘心轴部分和/或至少一个后缘心轴部分。
81.参考本发明的方法描述的实施例和特征在细节上作必要修改适用于本发明的心轴工具。
82.本发明的其他可能实施方案或替代解决方案还包括上文或下文关于实施例描述的特征的本文中未明确提及的组合。本领域技术人员还可以向本发明的最基本形式添加单独或孤立方面和特征。
附图说明
83.结合附图,根据随后的描述和从属权利要求,本发明的其他实施例、特征和优点将变得显而易见,在附图中:图1示出了根据一实施例的风力涡轮机;图2示出了借助于布置在心轴工具上的纤维叠层联接图1的风力涡轮机的叶片的两个叶片区段的过程;图3示出了图2的心轴工具从工具后缘侧看的透视图;图4示出了图2的心轴工具从工具前缘侧看的透视图;图5在沿着图3和图4的平面位置v截取的横截面中示出心轴工具;图6在沿着图3和图4的平面位置vi截取的横截面中示出心轴工具;图7在沿着图3和图4的平面位置vii截取的横截面中示出心轴工具;图8示出图6的部分viii;图9示出将心轴工具插入到第一叶片区段中的过程;图10更详细地示出图2的纤维叠层;图11示出图10的纤维叠层的腹元件;图12示意性地示出减小图3和图4的心轴工具的宽度并向内折叠纤维叠层的过程;图13示出所联接的叶片3的一部分沿着图2中的平面位置b截取的横截面视图;并且图14示出图示用于制造图1的风力涡轮机的风力涡轮机叶片的方法的流程图。
84.在附图中,除非另有说明,否则相似的附图标记表示相似或功能等效元件。
具体实施方式
85.图1示出根据一实施例的风力涡轮机1。风力涡轮机1包括转子2,转子2具有连接到毂部4的一个或多个叶片3。毂部4连接到布置在机舱5内部的发电机(未示出)。在风力涡轮机1的操作期间,叶片3被风驱动而旋转,并且风的动能通过机舱5中的发电机转换成电能。机舱5布置在风力涡轮机1的塔架6的上端处。塔架6架设在诸如打入地面或海床中的单桩等基架7上。
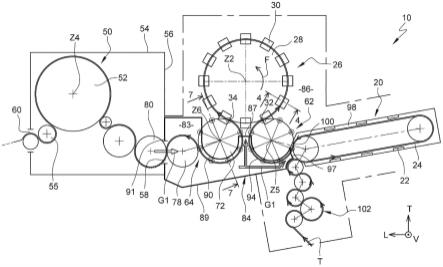
86.如图2中所示,风力涡轮机1的叶片3由两个或更多个纵向叶片区段8、9制造而成。纵向叶片区段8、9通过使用布置在心轴工具11上的纤维叠层10而联接,如在下文中所描述。
87.图3示出了心轴工具11从心轴工具11的后缘侧te看的透视图。图4示出了心轴工具11从心轴工具11的前缘侧le看的透视图。图5、图6和图7分别示出心轴工具11沿着图3和图4中的线v、vi和vii的横截面视图。
88.如图3至图7中所示,心轴工具11包括框架12。进一步,心轴工具11包括连接到框架12的至少两个心轴部分13、14、15、16。在所示实例中,心轴工具11包括两个上心轴部分13、两个下心轴部分14、两个前缘心轴部分15和一个后缘心轴部分16(图5)。
89.应注意,在图3的视图中,两个前缘心轴部分15不可见。在图4的视图中,后缘心轴部分15不可见。
90.如在图3、图4和图7中可见,两个上心轴部分13通过致动器装置17连接到框架12的下部部分并连接到下心轴部分14。致动器装置17例如是千斤顶17。使用千斤顶17,上心轴部分13可以朝向下心轴部分14降低。以此方式,可以减小心轴工具11的高度h(图7)。
91.另外,后缘心轴部分16通过致动器装置18连接到框架12,如图3和图6中所示。致动器装置18例如是缩回杆18。使用缩回杆18,后缘心轴部分16可以沿朝向框架12的方向r缩回。以此方式,可以减小心轴工具11的宽度w(图6)。
92.心轴部分13、14、15、16的外表面19(图5)限定心轴工具11的包络表面20(图5-图7)。至少当心轴工具11处于其原始延伸状态时,包络表面20具有翼型区段。
93.心轴部分13、14、15、16的外表面19被配置成至少部分支撑纤维叠层10(图2、图10)。
94.心轴工具11包括在心轴部分13、14、15、16之间的内部空腔24,如图5至7中所示。当心轴工具11插入到相邻的叶片区段8、9中时,操作者可以例如通过内部空腔24接达外侧叶片区段9。进一步,工人可以例如从空腔24密封真空袋和/或连接真空和树脂入口软管。
95.心轴工具11进一步包括沿着心轴工具11的纵向方向l布置的至少一个可移动的纵向构件21。在所示实例中,心轴工具11包括在前缘le处的一个纵向构件21(图4)和在后缘te处的两个纵向构件21(图3)。在所示实例中,纵向构件21是棒。棒21被配置成用于在减小心轴工具11的横截面尺寸s(例如宽度w和高度h)时主动将纤维叠层10向内折叠到心轴工具11的内部24中/朝向心轴工具11的内部24折叠纤维叠层10(图5)。棒21可释放地附接到心轴工具11,例如附接到框架12和/或附接到心轴部分13、14、15中的一者或多者。
96.图8示出了图6的部分viii,其显示在后缘te处附接到框架12的两个棒21。棒21中的每一者连接到臂22。每一臂22可枢转地连接到框架12,使得其可以围绕轴线a枢转以移动相应的棒21。可以存在紧挨每一棒21布置的其他纵向构件(棒)23,如图3中可见。
97.此外,心轴工具11包括沿着心轴工具11的纵向方向l延伸的至少一个间隙25、26。
在所示实例中,心轴工具11包括布置在两个相邻心轴部分15之间的间隙25(图4和图5)。进一步,心轴工具11包括分别布置在两个相邻心轴部分13和16以及14和16之间的两个间隙26(图3和图5)。间隙25、26被配置成用于当纤维叠层10借助于移动到间隙25、26中的棒21而向内折叠时接收纤维叠层10的折叠部27(图12)。
98.特别是,前缘le处的棒21(图4)布置在间隙25的外部并且被配置成移动到间隙25中以将纤维叠层10折叠到间隙25中。进一步,后缘te处的两个棒21(图3和图8)分别布置在两个间隙26的外部并且被配置成移动到间隙26中以将纤维叠层10折叠到间隙26中。
99.心轴工具11可以进一步包括连接在两个上心轴部分13之间的间隙29中的夹具28,如图6中所示。夹具28被配置成在减小心轴工具11的高度h期间和之后临时固定腹元件30(的一部分)(图11)。腹元件30(的所述部分)可以是预铸元件和/或可以包括(干的或预浸料)纤维叠层。任何合适夹具或夹紧机构可以用于夹具28。
100.如图9中所示,心轴工具11还可以包括连接到框架12的引导杆31。引导杆31被配置成用于在将心轴工具11布置到相邻的叶片区段8、9中期间引导心轴工具11。在所示实例中,心轴工具11包括四个引导杆31。然而,所述心轴工具还可以包括不同数量的引导杆31。
101.如图3和图9中所示,心轴工具11还可以包括(可释放地)连接到框架11用于移动心轴工具11的轮32。
102.在下文中,描述一种用于借助于心轴工具11联接两个叶片区段8、9(图2)的方法。
103.在所述方法的第一步骤s1中,将纤维叠层10布置在心轴工具11上。
104.图10示出纤维叠层10,为清楚起见,其上没有心轴工具11。纤维叠层10包括用于压力侧梁接头的纤维叠层33和用于吸力侧梁接头的纤维叠层34。进一步,纤维叠层10包括用于前缘梁接头的纤维叠层35和用于后缘梁接头的纤维叠层36。此外,纤维叠层10包括用于壳接头的纤维叠层37。
105.图10中还示出腹元件30、30'。腹元件30例如是预铸腹元件30。在另一实施例中,纤维叠层10还可以包括用于腹接头的纤维叠层30'。
106.图11示出腹元件30的详细视图,在此实例中,所述腹元件30是预铸腹元件。腹元件30包括第一部分40和第二部分41。进一步,腹元件30包括布置在第一和第二部分40、41之间的中间部分42。中间部分42可以从腹元件30去除,如由箭头m和n所指示的。在所示实例中,中间部分42包括可以向左侧(方向m)和右侧(方向m)去除的两个部分。在另一实例中,所述中间部分可以是可以沿方向m和/或沿方向n去除的单个元件。
107.为将纤维叠层10预先填装在心轴工具11上,首先提供模具或填装台(未示出)。在所述模具或填装台上,提供用于吸力侧梁接头的纤维叠层34(图10)和用于壳接头的纤维叠层37的一部分。然后,在纤维叠层37的下部部分和纤维叠层34上提供真空袋(仅示出在图13中,附图标记62)。接下来,例如,布置包括所有部分40、41、42的腹元件30(图11)。
108.在下一步骤中,布置心轴工具11。特别地,心轴工具11可以被分成前缘心轴工具部分38和后缘心轴工具部分39,如图4中所示。前缘心轴工具部分38和后缘心轴部分39两者都布置在纤维叠层34、37上,使得腹元件30布置在其中间。腹元件30(例如,其第二部分41)可以借助于夹具28(图6)夹紧到上心轴部分13。
109.进一步,真空袋(62,图13)缠绕在心轴工具11的前缘心轴工具部分38和后缘心轴部分39周围。
110.接下来,提供用于压力侧梁接头的纤维叠层33、用于前缘梁接头的纤维叠层35、用于后缘梁接头的纤维叠层36以及用于壳接头的剩余纤维叠层37。最后,将真空袋(62,图13)布置成使得所有的纤维叠层33、34、35、36和37以及腹元件30都在其一侧上被真空袋(62,图13)覆盖。
111.在方法的步骤s2中,将棒21固定到心轴工具11的框架12,如图3、图4和图8中所示。将棒21固定到心轴工具11,使得棒21布置在前缘le处的间隙25的外部(图4)以及布置在后缘处的两个间隙26的外部(图3和图8)。
112.当将棒21固定到心轴工具11(步骤s2)之后,纤维叠层10已经布置在心轴工具11(步骤s1)上。因此,棒21布置在纤维叠层10的外部、特别是在用于壳接头的纤维叠层37的外部(图12)。
113.在方法的步骤s3中,减小心轴工具11的横截面尺寸s。特别是,通过缩回千斤顶17、使得上心轴部分13降低(图7)来减小心轴工具11的高度h。
114.此外,同样通过沿方向r缩回所述缩回杆18、使得前缘心轴部分16朝向心轴工具11的内部24以及框架12缩回(图6)来减小心轴工具11的宽度w。
115.在步骤s3的开始时,并且在减小心轴工具的高度h之前,可以从腹元件30去除腹元件30的中间部分42,如图11中所示。
116.在方法的步骤s4中,向内折叠并张紧纤维叠层11。优选地,步骤s4与步骤s3同时执行。当向内折叠纤维叠层11时,特别地,向内折叠用于壳接头的纤维叠层37和用于压力侧梁接头的纤维叠层33(图10)。
117.图12示意性地示出向内缩回后缘心轴部分16、并且同时借助于棒21向内折叠纤维叠层10(特别是,用于壳接头的纤维叠层37)的过程。图12中的左侧平面图示初始状态,其中心轴工具11处于其原始延伸状态,纤维叠层10、37已经布置在心轴工具11上,并且棒21已经固定到心轴工具11。在图12的右侧平面中,两个棒21分别围绕轴线a枢转并且移动到两个间隙26中。当棒21移动到间隙26中时,其向纤维叠层10、37的外表面43施加推力。进一步,每一棒21将纤维叠层10、37折叠成相应的折叠部27。从而,张紧纤维叠层10、37。
118.此外,在借助于千斤顶17减小心轴工具11的高度h时,纤维叠层10、33(图10)可以折叠到两个上心轴部分13(图7)之间的间隙29中。特别是,千斤顶17用于缓慢降低上心轴部分13。从而,布置在上心轴部分13上的纤维叠层10因重力而以折叠部(未示出)的形式缓慢降低到间隙29中。进一步,作用在以折叠部(未示出)的形式降低到间隙29中的纤维叠层10上的重力也将张紧纤维叠层。
119.通过所描述的折叠和张紧过程,可以避免纤维叠层10在心轴工具11的尺寸减小期间以不期望方式布置和/或折叠。
120.在方法的步骤s5中,通过使用沿着心轴工具11的纵向方向l分布的数个捆带(未示出)将纤维叠层10捆扎到心轴工具11。在施加捆带(未示出)之前,纤维叠层10也可以包卷在箔(未示出)中。通过步骤s5,纤维叠层10可以在心轴工具11在相邻叶片区段8、9内部的以下布置期间紧固到心轴工具11。
121.在方法的步骤s6中,将具有减小的横截面尺寸s(即,减小的高度h和宽度w)并且包括纤维叠层10的心轴工具11部分插入到第一叶片区段中,诸如外侧叶片区段8(图2)。
122.应注意,在图9中(其还示出将心轴工具11插入到叶片区段8中的过程),出于图解
目的省略前缘和后缘心轴部分15、16以及棒21。进一步,在图9中,出于图解目的还省略纤维叠层10和腹元件30。
123.第一叶片区段8特别是已经使用纤维加强树脂制造而成。第一叶片区段8例如已经与将纤维叠层10预先填装在心轴工具11上的步骤s1同时制造。
124.在此实例中,第一叶片区段8是包括根部端部45的叶片3的内侧区段(图2)。然而,心轴工具11也可以首先插入到叶片3的外侧区段中。进一步,在所示实例中,叶片3由两个纵向区段8、9制造而成。然而,在另一实例中,叶片3也可以由多于两个的纵向叶片区段制造而成。在这种情况下,所描述的过程可以用于联接叶片的任何两个相邻叶片区段。
125.在图2中,第一叶片区段8通过对准夹紧装置(alignment jig)46固定在适当位置中。心轴工具11借助于起重工具47插入到第一叶片区段8中。在此实例中,起重工具47是起重卡车。然而,所述起重工具也可以例如是起重机。心轴工具11特别是部分插入到第一叶片区段8中,使得心轴工具11的部分48从第一叶片区段8凸出,如图2中所示。
126.在方法的步骤s7中,叶片3的第二叶片区段9相邻于第一叶片区段8布置。特别是,第二叶片区段9相邻于第一叶片区段8布置成使得其容纳心轴工具11的从第一叶片区段8凸出的部分48,如图2中所示。第二叶片区段9借助于对准夹紧装置49相邻于第一叶片区段8布置。对准夹紧装置49例如被安装成使得第二叶片区段9可以例如在轨道50上移动。
127.第二叶片区段9特别是已经使用纤维加强树脂制造而成。第二叶片区段9例如已经与将纤维叠层10预先填装在心轴工具11上的步骤s1同时制造。
128.在此实例中,第二叶片区段9是外侧叶片区段。进一步,在此实例中,第二叶片区段9包括叶片末端51。然而,第二叶片区段9也可以是内侧叶片区段。
129.相邻于第一叶片区段8布置第二叶片区段9包括例如使用引导杆31使第二叶片区段9与第一叶片区段8对准(图9)。
130.在方法的步骤s8中,将心轴工具11的横截面尺寸s(即,其高度h和宽度w)增加到其初始尺寸。特别是,千斤顶17和缩回杆18延伸,使得上心轴部分13和后缘心轴部分16移动到其原始位置。
131.使用棒21,折叠到间隙25、26中的纤维叠层10在增加心轴工具11的尺寸期间、并且因此在从间隙25、26中展开纤维叠层10期间被张紧。进一步,由于重力,折叠到上部间隙29中的纤维叠层10在增加心轴工具11的尺寸期间、并且因此在从间隙29中展开纤维叠层10期间也被张紧。
132.在步骤s8的结束时,将腹元件30的中间部分42重新布置在其第一和第二部分40、41之间(图11)。
133.将心轴工具11插入到第一叶片区段8中(步骤s6),相邻于第一叶片区段8布置第二叶片区段9(步骤s7)和/或增加心轴工具11的尺寸s(步骤s8)包括使布置在心轴工具11上的纤维叠层33、34、35、36、37和腹元件30、30'(图10)与第一叶片区段8和第二叶片区段9的对应层相匹配。
134.图13示出叶片3的一部分沿着图2中的平面位置b截取的横截面视图。图13中示出彼此相邻布置的第一和第二叶片区段8和9以及布置在第一和第二叶片区段8和9内部的纤维叠层10。所述横截面穿过叶片3的压力侧梁和吸力侧梁截取。在图13的上部部分中以横截面示出了第一叶片区段8的压力侧梁52、纤维叠层10的压力侧梁接头33和第二叶片区段9的
压力侧梁53。在图13的下部部分中示出了第一叶片区段8的吸力侧梁54、纤维叠层10的吸力侧梁接头34和第二叶片区段9的吸力侧梁55。
135.压力侧梁52和53以及吸力侧梁54和55中的每一者包括向外渐缩部分56、57、58、59。第一和第二叶片区段8、9的压力侧梁52和53的向外渐缩部分56和57形成共用凹部60。用于纤维叠层10的压力侧梁接头的纤维叠层33布置在共用凹部60中。同样地,第一和第二叶片区段8、9的吸力侧梁54和55的向外渐缩部分58和59形成共用凹部61。用于纤维叠层10的吸力侧梁接头的纤维叠层34布置在共用凹部61中。
136.在方法的步骤s9中,用真空袋62、63至少部分地覆盖纤维叠层10以及相邻第一和第二叶片区段8、9。在此实例中,在步骤s1中、在预先填装心轴工具11期间,已经提供真空袋62。在步骤s9中,在第一和第二叶片区段8、9的外侧表面64、65处提供第二真空袋63。在步骤s9中,围绕第一和第二叶片区段8、9的内表面66、67和外表面64、65密封真空袋62、63。图13示出覆盖用于压力侧梁接头的纤维叠层33和用于吸力侧梁接头的纤维叠层34的真空袋62、63的密封。所述密封由图13中的密封点68示意性和示例性地指示。真空袋62、63的密封可以通过施加密封带或任何其他合适方法来完成。虽然在图13中未示出,但是也围绕用于前缘和后缘梁接头以及壳接头的纤维叠层35、36、37并且围绕腹元件30、30'密封真空袋62和63。
137.于是,在由密封的真空袋62、63限定的空腔69内产生真空。进一步,将树脂70灌注到空腔69中。图13示出树脂70开始填充空腔69并且包埋用于压力侧梁接头的纤维叠层33。在灌注过程完成之后,所灌注的树脂70完全包埋布置在心轴工具11上的完整纤维叠层10。然后,固化树脂70以获得经固化的联接部分。在图13中,附图标记71指示当纤维叠层10(在图13中示出的是33,并且在图10中是示出的是34)完全包埋进所灌注和固化的树脂43中时形成的经固化的联接部分。
138.经固化的联接部分71从内部联接两个叶片区段8、9,从而提供轻质并且同时坚固的叶片区段接头。
139.在方法的步骤s10中,通过叶片3的根部端部45去除心轴工具11(即,其前缘部分38和其后缘部分39)(图2)。
140.虽然已经根据优选实施例描述了本发明,但是对于本领域技术人员显而易见的是,修改在所有实施例中都是可能的。
再多了解一些
本文用于创业者技术爱好者查询,仅供学习研究,如用于商业用途,请联系技术所有人。