用于增材制造的模块结构
1.相关申请
2.本公开是要求2020年5月27日提交的美国专利申请第63/030,757号的优先权权益的非临时专利申请的一部分,该美国专利申请通过引用以其整体并入。
技术领域
3.本公开总体上涉及用于高产量增材制造(additive manufacturing)的系统和方法。在一个实施例中,高速制造通过使用可移除的打印盒和可移除的激光打印引擎来支持。
4.背景
5.传统的部件加工通常依赖于通过钻孔、切割或研磨来移除材料以形成零件。相比之下,增材制造(也称为3d打印)通常涉及连续逐层添加材料来构建零件。从3d计算机模型开始,增材制造系统可用于由各种材料形成复杂零件。
6.一种被称为粉末床熔融(pbf)的增材制造技术使用一种或更多种聚焦能源,诸如激光或电子束,以通过熔化粉末并将其结合到下面的层来在薄的粉末层中绘制图案,以逐渐形成3d打印的零件。粉末可以是塑料、金属、玻璃、陶瓷、晶体、其他可熔化材料或可熔化材料和不可熔化材料的组合(即塑料和木材或金属和陶瓷)。这种技术非常精确并且通常可以实现小至150um-300um的特征尺寸。然而,工业增材制造系统操作起来可能很麻烦,通常需要工人在执行正常的日常任务(例如移除3d打印的零件、清洁打印室、或维护磨损物品)时穿戴防护装备(例如呼吸器、安全眼镜、特殊制服)。
7.一些增材制造系统试图通过将3d打印品密封在盒子中来提高维修的便利性和安全性。在增材制造系统完成打印后,盒子可以从机器移除。不幸的是,在打印机和密封盒子之间形成完美的密封可能是困难的,并因此一些粉末总是存在于打印室之外。这可能会使操作者面临吸入危险。
8.在可以开始下一次3d打印之前,增材制造系统还可能需要大量时间来移除3d打印品、清洁和维护打印机。即使3d打印品被密封在盒子中,打印室可能仍然需要手动清洁且任何磨损物品(例如,散布器刮片(spreader blades)等)需要手动更换和重新对准。因为打印本质上是一个脏的过程(在这种情况下,污垢是指烟灰、未使用的粉末、焊渣等),打印室内的所有东西,包括散布器刮片、气流管道系统、玻璃窗、散布器驱动机构,都可能被污垢覆盖。由于确保所用打印粉末的纯度非常重要,因此在更换材料之前彻底清理打印室和气体管道系统至关重要。这需要深度清洁,通常涉及拆开许多部件,以便可以去除污垢。这项工作不能通过手套孔(glove port)完成,并且可能需要使用穿戴防护装备(如呼吸器)的受过专门训练的劳动力。
9.另一个问题来自需要惰性气体环境的3d打印品。每当打印室向大气空气开放时,必须将打印室排空和驱气。这一过程需要大量的时间,并导致昂贵的惰性气体的损失。这些活动还可能需要大量时间,降低了增材制造的产量,因为新的3d打印通常在清洁和维护完成之前无法开始。
10.当3d打印品从打印室移除时,增材制造系统还可以要求将3d打印品从受控的打印
环境移除。这会对需要热处理炉进行后处理(post processing)冷却和/或随后的应力消除、退火或热处理的3d打印品产生不利影响。虽然增材制造系统可以预加热打印板和/或在打印室中打印期间将打印品保持在设定的温度,但是温度控制通常在打印室之外是不可用的。不幸的是,当3d打印品从打印室移除时,这些3d打印品通常不受温度控制,并且在许多系统中,还暴露于不受控制的空气。这些因素会影响3d打印品的材料性能。此外,3d打印品通常太热而不能立即从打印室移除,因此在这些3d打印品完成打印后它们必须在打印室中保留数小时。这会占用打印室并阻止系统开始新的打印作业。
11.概述
12.在一些实施例中,一种增材制造系统的打印引擎包括打印站,该打印站被配置为保持可移除的盒。包括框架的激光引擎可以定位成保持至少一个可移除的现场可更换单元,该至少一个可移除的现场可更换单元包括至少一些激光光学器件或图案化光学器件。光学对准系统可以附接到打印站或激光引擎中的至少一个,以将现场可更换单元相对于可移除的盒对准。
13.在一些实施例中,可移除的盒包括可密封室,可密封室具有床和激光透明窗。
14.在一些实施例中,可移除的盒包括定位在可密封室内的粉末料斗和定位在密封室内的用于将粉末从粉末料斗分配到床上的粉末散布器。
15.在一些实施例中,激光引擎的框架被主动地机械阻尼。
16.在一些实施例中,激光在多个现场可更换单元之间经过。
17.在一些实施例中,与设施站的连接用于向至少一个可移除的现场可更换单元和可移除的盒提供气体、流体、电气、控制和数据库系统。
18.在一些实施例中,打印盒运输器单元可用于移动可移除的盒。
19.在一些实施例中,可以提供现场可更换单元运输器单元。
20.在一些实施例中,激光引擎可以将二维图案化激光束引导到可移除的盒中。
21.在一些实施例中,可移除的现场可更换单元可以在彼此之间引导激光束。
22.增材制造打印方法包括将可移除的盒定位在打印站中。可以将激光束从激光引擎引导到可移除的盒中,激光引擎包括框架,框架保持至少一个可移除的现场可更换单元,该至少一个可移除的现场可更换单元包括至少一些激光光学器件或图案化光学器件。使用附接到打印站或激光引擎中的至少一个的光学对准系统可以将现场可更换单元相对于可移除的盒对准。
23.在一些实施例中,增材制造系统的打印引擎包括打印站,该打印站被配置为保持可移除的盒。激光引擎包括框架,框架用来保持多个可移除的现场可更换单元。每个现场可更换单元可以具有至少一些激光光学器件或图案化光学器件,以将激光束引向打印站中的可移除的盒。
24.在一些实施例中,增材制造系统的打印引擎包括打印站,该打印站被配置为保持可移除的盒。激光引擎包括框架,框架用来保持多个可移除的现场可更换单元。每个现场可更换单元可以具有至少一些激光光学器件或图案化光学器件,以将激光束引向打印站中的可移除的盒,其中激光束在引导到可移除的盒中之前穿过多个现场可更换单元。
25.附图简述
26.参照以下附图描述本公开的非限制性和非穷举性实施例,其中除非另有说明,否
则在各个附图中,相同的附图标记指代相同的部分。
27.图1a以部分横截面图示了用于增材制造系统的打印盒;
28.图1b图示了打印盒的运输器;
29.图1b(i)图示了自主驱动的运输器;
30.图1c图示了在增材制造系统的打印模块中安装打印盒;
31.图1d图示了打印盒接口;
32.图1e图示了打印存储模块;
33.图1f图示了辅助打印模块的使用;
34.图1g图示了八系统工作单元工厂布局;
35.图1g(i)、图1g(ii)和图1g(iii)图示了大型打印盒和用于大型打印盒的各种运输机构的使用;
36.图1h图示了打印盒的替代实施例,该打印盒能够与x-y台架相互作用,该x-y台架可以穿过打印盒中的打印板的整个区域;
37.图1i图示了具有波纹管连接的打印盒的替代实施例;
38.图1j图示了具有波纹管连接和辅助x-y台架的打印盒的替代实施例;
39.图1k图示了具有波纹管连接和打印头的打印盒的替代实施例,该打印头被连接以推动和移动窗;
40.图1l图示了保持激光输入窗清晰的擦拭器刮片的构思;
41.图1m图示了具有固定窗的增材制造系统的替代实施例;
42.图1n图示了处于打开位置的图1m的替代实施例;
43.图1o图示了打印系统中包括的各个站的打印设施控制;
44.图1p图示了可能的站的打印设施控制;
45.图1q图示了包含激光引擎的打印模块内的现场可更换单元的布置;
46.图1q(i)图示了包括框架内的主动和被动振动阻尼机构的实施例;
47.图1r是现场可更换单元(fru)的透视图;
48.图1s图示了示例增材制造系统的框图;
49.图1t图示了激光站的框图;
50.图2图示了用于操作基于盒的增材制造系统的方法;
51.图3图示了能够向盒提供一维或二维光束的基于盒的增材制造系统;以及
52.图4图示了能够向盒提供一维或二维光束的基于盒的增材制造系统的操作方法。
53.详细描述
54.在以下的描述中,参照了附图,附图形成描述的一部分,并且在附图中以图示的方式示出本公开可以以其被实践的具体的示例性实施例。这些实施例被足够详细地描述以使得本领域技术人员能够实践本文公开的概念,并且应当理解,在不脱离本公开的范围的情况下,可以对各种公开的实施例进行修改,并且可以利用其他实施例。因此,下面的详细描述不应被理解为限制性的。
55.图1a以部分横截面图示了用于增材制造系统的3d打印盒1a。3d打印盒(下文简称“盒”)将所有“脏的(dirty)”打印功能与系统的其余部分和操作者环境分离,并设计成用于更换或移除。“脏的”是指粉末存在、进行处理以用于打印、或产生烟灰的任何情况。每当盒
1a连接到诸如稍后描述的站(打印机、去粉机或存储站)的配合设备时,配合设备可以根据需要基于其配合到的站来供应操作盒所需的服务(例如,打印机站允许对盒的完全控制,而存储站可以仅提供加热、电力和气体回收以及相机和灯的使用)。盒1a被设计成在与配合站断开时被密封。
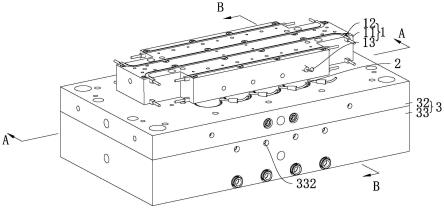
56.盒1a围绕床或基板24a构建。用于新打印的新的粉末存储在粉末料斗2a中,粉末料斗2a可以具有存储全容积打印(full volume print)所需的所有粉末的容量。新的粉末通过粉末门23a计量到基板24a上。粉末通过粉末散布器4a使用粉末散布刮片扫过板。粉末散布器驱动装置5a使粉末散布器跨过打印板12a来回移动。
57.窗3a密封盒1a的顶部,防止粉末或气体泄漏,并允许激光束(未示出)穿过该窗以焊接粉末。窗3a允许接近盒以装载打印板、卸载打印品、清洁和维护盒部件(密封件、散布器刮片等)。盒1a的内部可以被相机和灯22a照亮和成像。相机和灯可以位于密封室内部或外部,或者位于密封室内部和外部,并且可以定位成拍摄照片和/或聚焦在盒的内部上的场景上,特别是打印板上的场景上。相机和灯也可以安装在运动平台上,允许用户在打印期间平移或缩放感兴趣的项目。该相机可以与辅助打印诊断装置(诸如高温计、运动检测器、光电二极管、热感相机或其他传感器)结合使用,以自动检测事件并平移/缩放相机以聚焦于感兴趣的位置。在一些实施例中,操作者可以在电子或虚拟窗中观察相机图像,而不是通过盒中的物理端口或窗直接观察。
58.惰性气体可以通过气体供应管道6a供应到盒,使得打印可以在对每次打印最有利的任何气氛中进行。气体返回管道7a移除惰性气体。气体经过去除杂质(烟灰、粉末的悬浮纳米颗粒等)的hepa过滤器8a。然后,气体行进到安装在配合设备上的气体回收器(未示出)。当盒与配合设备断开时,气体供应端口9a和气体返回端口10a被密封以维持盒内的气氛。随后通过由其他设备去除氧气、水分等来净化气体。
59.z轴在每一层打印后降低打印板,使得新的粉末层可以被散布并随后被打印。在这种设计中,z轴框架11a保持z轴部件。打印板(又称为构建板)12a是打印期间焊接粉末的地方。打印板加热器13a包含用于打印板12a的加热机构(如果需要),并且还可以使密封板14a隔热和/或冷却。密封板14a承载密封件15a,密封件15a将粉末限制到z轴框架11a。z轴底板16a封闭z轴框架11a的下端,并具有容纳可能滑过密封件15a的任何粉末的特征。柱塞17a具有接口,使得柱塞17a可以远程地、自动地且精确地与z轴驱动装置相接。柱塞密封件18a与底板16a配合,并进一步密封盒1a,以防止粉末和/或气体泄漏。
60.接口板19a包含盒的所有输入和输出(压缩空气、功率、输入和输出信号、气体、冷却水等)。接口板19a被设计成当盒连接到配合设备时进行所有这些连接。该接口还可以包含一种机构,用于在盒与配合设备配合时电子识别每个盒。滚子20a允许盒1a滚动到配合设备的配合导轨上。叉车管21a允许由叉车或其他运输器系统拾取和移动盒。
61.在另一实施例中,接口板可以配置为与各种类型或型号的打印机配合。
62.在一个实施例中,驱动部件(诸如马达、致动器等)可以定位在配合站中,并采用联动装置将动力从外部驱动部件传递到盒内部的从动部件。这将降低每个盒的成本和复杂性。例如,粉末散布驱动装置5a可以联接到联动结构,当盒通过齿轮传动系统、带系统(如5a所示)、磁限制、电、磁、感应、液压或其他类似类型的信号或能量传递而连接到打印站/打印引擎时,该联动结构自动连接。同样地,盒和任何兼容的配合站之间的气体和流体交换可以
具有外部粉末泵、流体泵和/或气体泵,该外部粉末泵、流体泵和/或气体泵将在接口面板19a或其他方便的位置处钩入盒中,该其他方便的位置将允许粉末的传递(传递到料斗2a中)、流体或气体的传递,而不需要用内部服务传递马达/泵使盒过载。内部叶轮(用于传递粉末和流体)可以经由上述联动装置由外部马达提供动力。
63.通过接口面板19a的功率耦合(power coupling)可以是电的、感应的或光学的,后两者允许同时传递功率和通信。此外,可以经由电学或光学方法获得来自内置到盒中的各种传感器的诊断信息。
64.在一个实施例中,盒1a可以包括电子标识(诸如电子可读存储器25a)或其他电子可读标记(诸如附加的文本、qr码或条形码)。存储器25a可以提供关于盒的电子信息或者盒部件可以用于识别其品牌、型号、类型、粉末类型或者关于该单元、其子部件或其预期用途的任何其他限定细节。该信息可用于通知打印引擎关于要打印的是哪种材料、期望的气氛(压力和温度)或其他打印相关的方面,以便打印引擎可以根据需要进行调节以适应打印盒或子组件。所引起的变化可以涉及诸如以下行为:内部透镜组件的自动交换、透镜组件的z高度/最终光学投射的调节、激光参数调节(诸如每单位面积的功率、脉冲形状、脉冲持续时间、脉冲重复率、波长、空间脉冲形状、拼块(tile)尺寸、拼块内的空间能量分布)、修改数据诊断、数据反馈算法、打印过程反馈算法或在打印过程期间如何放下拼块的算法改变。来自与打印盒相关联的电子存储器25a的电子信息可以由站中的任一个读取,以收集关于已经发生多少打印的数据和其他关键度量(诸如散布器循环数目、z轴调节、温度循环、压力循环、或盒或子盒沿途经历的其他属性)。该信息还可以通过站中的任一个、子系统中的一个、工厂自动化系统、盒本身、盒运输系统或其他配合/接口设备来存储在中央数据库中。
65.图1b图示了包括盒2b的实施例的增材制造系统1b的一个实施例。如图所示,盒2b在由运输器(这里由叉车3b表示)承载的定制运输固定装置(fixture)4b上被运输到打印站11b。运输器可以与盒接合,使得盒的全部或一些服务和功能是起作用的,或者盒可以在被运输器承载时部分地或完全地与服务断开并且不起作用。如将在后面更详细地描述的,打印引擎11b是包含打印站和激光引擎站的系统模块。当盒2b在另一件配合设备(诸如准备服务站(未示出))中已经准备好(即,填充有新的粉末,安装了新的打印板,检查、更新和对准了所有盒部件,填充有适当的气体,具有预加热的打印板等)时,盒2b准备好打印。
66.运输器3b将运输固定装置4b与配合导轨5b对准。一旦对准,捕获机构6b将打印盒2b拉入打印站11b中。打印盒2b在打印站11b内对准并锁定到适当位置。当盒2b被拉入适当位置时,其接口板(类似于关于图1a所描述的接口板)与打印站接口板9b对准。当盒2b被锁定到适当位置时,接口板完全配合并且服务(压缩空气、功率、输入和输出信号、气体、冷却水等)被提供给打印盒2b。锁定到适当位置可以替代地或附加地涉及使用永磁体或电磁铁、销、夹具、钩子、缆线、斜坡、空气轴承、线性滑动件、联动装置或机器人末端执行器。此外,硬件键控(hardware keying)可以用作防止不适当行为的附加安全措施,例如当活性金属被装载到盒中并且需要保证打印站中的气氛适于不引起爆炸时,可以用作防止不适当行为的附加安全措施。可以使用附加的或替代的键控,诸如电子、光学和软件,作为覆盖的安全措施,并防止独立于所批准的站的fru的未授权使用。
67.一旦配合,z轴活塞7b上升以触碰z轴柱塞(类似于关于图1a所描述的)。一旦z轴活塞7b和z轴柱塞接触,自动夹具8b将两者连接起来。盒z轴现在完全可由打印站11b控制。盒
中的内置光学诊断装置(相机/传感器)和照明现在由打印站11b供电,并且诊断图像/数据可以显示在虚拟窗10b上,和/或显示在打印站被引导以发送图像/数据的任何其他地方。
68.当打印完成时,运输器3b将运输固定装置4b与打印盒2b对准。捕获机构6b推动打印盒2b,使得打印盒2b向外滚动并到达运输固定装置4b上。打印盒2b与运输固定装置4b配合并锁定到运输固定装置4b上的适当位置。运输器3b现在可以将盒2b递送到另一个站或另一件配合设备。打印站11b立即可用,使得另一个打印盒可以被装载到适当位置,并且下一次打印可以以打印之间最小的停机时间开始。注意,该第二打印盒可以包含完全不同的可打印材料。
69.在这种情况下,运输器(3b)是人驱动的盒运输器,但是在其他实施例中,运输器可以是部分或完全自动化的。在其他情况下,部分或全自动化运输器可以由远程呈现相机(远程操作者)引导,由嵌入式转发器引导,通过简单或复杂的算法(诸如人工智能、神经网络、深度学习网络、神经形态处理或其他自动决策方法)引导,以及由任意数量的光学或非光学传感器辅助。
70.在其它实施例中,模块接口(6b)到盒的高度相同,并且运输器3b在没有任何高度调节的情况下与盒2b接合并锁定到盒2b中,从而消除了在运输器3b上进行“叉车式”操作的需要。
71.图1b(i)图示了承载打印盒的自主推进的运输器1b(i)。打印盒(3b(i))被装载到自推进的运输器5b(i)上。运输器可以通过其自己的软件/指令/编程来控制,以将3b(i)递送到由定位在盒3b(i)中的指令、制造系统控制程序、加载到盒3b(i)中的指令、遥现控制或下面提到的任何一种通信连接方法所指示的目的地。运输器5b(i)还可以包含电力/通信,以允许盒工作,并允许控制系统经由运输器上的通信系统监测盒内的诊断装置。
72.图1c图示了增材制造系统1c的一个实施例,其具有在打印期间保持打印盒2c的打印站11c的前视图。盒2c已经对准并由配合导轨3c支撑。z轴活塞4c已经上升并连接到盒柱塞(类似于关于图1a所描述的)。激光束5c离开打印站11c,穿过盒顶部窗6c,并将粉末焊接到盒2c内部的打印零件中。安全护罩7c防止激光从打印站逃逸,并保护操作者在打印时不与打印室2c意外接触。操作者可以通过查看显示在虚拟窗8c上的相机图像来检查打印。此外,可以在虚拟窗8c上显示任何诊断数据,诸如可见或不可见波长范围内的图像、光学高温测量(optical pyrometric)、或来自激光超声成像系统(luis)或类似的高速成像系统的信息。
73.图1d图示了标准盒接口的前视图的示例1d。这些接口特征6d可以被结合到所有配合设备中,使得盒可以以相同的方式配合到配合设备中的每一个。盒配合导轨6d引导并支撑盒。捕获机构2d将盒拉入配合设备中,以及将盒向外推回到运输固定装置上(类似于关于图1b所描述的)。这些特征的尺寸、材料、功能和位置可以标准化。标准接口为客户处理盒提供了最大的灵活性。与任何一个模块的通信都可以通过接口面板3d来完成。在一些实施例中,可以使用低频或高频模态或通过硬件接口来实现通信,其他方法可以包括rf、wi-fi、感应、以太网、usb或蓝牙。高频方法可以包括光纤、lifi或自由空间光链路。硬件接口可以包括sim、软盘、dvd、激光dvd、全息盘或体积光存储器结构(volume optical memory structures)。硬件模态可以由操作者安装,或者具有转移机构,该转移机构将允许盒将指令存储模式之一从其自身物理地转移到模块上的类似接受器接口。
74.在盒很大(货物集装箱的尺寸)的其他实施例中,盒将非常重。在这些实施例中,盒是固定的,并且站被运输到盒,其中图1d中的相同接口允许站与固定盒配合。
75.图1e图示了包括存储站或存储搁架11e的示例性增材制造系统1e,该存储站或存储搁架11e示出了已经安装的三个盒2e。运输器4e被图示为将第四盒3e运输到搁架11e以用于存储。搁架11e具有四个标准打印盒接口的实例,包括支撑件、配合导轨5e、接口板6e和捕获机构7e。搁架11e将具有设施站8e,该设施站8e容纳根据需要向每个盒供应服务(压缩空气、功率、输入和输出信号、气体、冷却水等)的装置。设施站8e可以是可配置的,以允许客户灵活地使用搁架。每个盒2e的状态可以在一个或几个监视器上获得,该监视器还将用作虚拟窗9e,使得操作者可以观察每个盒的内部。
76.搁架11e提供存储盒的地方。未使用的或新的盒可以储存在这里,该盒装满新的粉末和新的打印板,准备安装在打印引擎中以开始新的打印。搁架11e可以根据分配给盒的打印作业的需要预加热打印板并保持盒充满气体。另外,包含新完成的打印品的盒可以在等待后处理时存储在搁架11e上。打印品可以保持在任何温度下,或者随着温度曲线使温度斜升或斜降。这可以允许对打印品进行退火或热处理,以减轻应力或获得期望的机械性能。这可以简单地让打印品有时间冷却到足以去粉。气氛也可以例如通过引入新的气体或气体的混合物来改变,以获得期望的机械性能。在其他系统实施例中,空盒可以简单地存储在存储搁架11e上,以使空盒不碍事。盒可以以任何状态存储在搁架11e上,包括新的且填充有粉末的状态、用过的且耗尽粉末的状态、或部分使用的状态。
77.内置到盒中的诊断装置可以持续监测打印状态。这些内置的诊断装置可以包括零件、粉末和环境温度、多个波长下的图像诊断、其他模态(诸如振动和超声波成像以及打印零件的luis体积映射)。对于搁架中包含的任何盒,任何诊断信息(图像或数据)都可以示出在虚拟窗9e上。此外,用于当前和过去的盒的信息可以通过控制系统发送到任何其他虚拟窗或任何用户界面。
78.图1f图示了附接有辅助打印站2f的打印引擎11f的示例。打印引擎11f可以接受打印盒3f。辅助打印站2f也可以接受打印盒4f。辅助打印站2f使用由打印引擎11f产生的激光能量来打印零件。当盒3f或4f安装在其各自的打印模块11f和2f中时,打印引擎可以将激光能量引导到盒3f或4f。处理优先级可以被设置为有利于盒3f,使得大多数激光发射被引导到盒3f。在激光能量不能被发送到盒3f的时候(例如,在散布粉末或卸载/装载打印盒时),能量可以被引导到盒4f,保证打印引擎11f激光器的最大使用。
79.图1g图示了增材制造系统1g的替代实施例。多个打印引擎11g在车间地板上紧密地放在一起。服务通道2g允许运输器3g在打印引擎和粉末站5g、搁架6g和任何其他配合设备件之间运输打印盒4g。设施站7g可以定位在夹层(mezzanine)8g上以节省地板空间。该打印机由于其低循环时间和快速打印速度而特别适合这种类型的多单元工厂布局。这种布局提供了成本效益,因为配合设备可以在许多打印站/引擎之中共享。在一些实施例中,盒、打印引擎、粉末站和搁架之间的各种类型的通信是可能的。在其他实施例中,盒上的识别信息可用于引导盒在适当的打印引擎、粉末或存储模块处的自动、半自动或手动定位。可以使用的通信类型包括低频和高频方法,包括rf、wi-fi、感应、以太网、usb、蓝牙(低频类型)、光纤、lifi、fso(高频类型)。此外,该信息可以使用诸如sim、软盘、dvd、激光dvd、全息盘或体积光介质的物理介质硬件从盒传递到配合站。
80.图1g(i)图示了盒1g(i)的实施例,其中盒与货物集装箱一样大。盒包含如图1a所列的所有功能部件,但在大得多的结构2g(i)内部。在该实施例中,与打印引擎的激光系统的接口将穿过定位在2g(i)的顶表面(如3g(i)(顶表面)和5g(i)(光学接口)所示)上的可移动窗。该激光窗接口使用图1i、图1j、图1k、图1m或图1n中所列的盒接口实施例中的一个来构造,并且使用用于这些实施例中的若干个的实施例1l来帮助清洁接口激光窗。窗7g(i)在顶表面3g(i)上的运动由方向9g(i)表示。
81.如关于图1g(i)所图示的盒的移动可以是如关于图1g(ii)所图示的专用起重机11g(ii)、高架起重机(通常在船舶港口看到)或图1g(iii)的导轨系统13g(iii)。然后,打印系统可以包括(在基于导轨的系统13g(iii)的情况下)或可以是这样的情况,其中盒(15g(ii))在导轨14g(iii)上移动,并且停止在专用处理站17g(iii)、19g(iii)或21g(iii)的下方,在该处对盒的全部或部分粉末内容物执行处理。其他过程(23g(iii))可以在所示过程之前或之后。这些过程可以顺序地完成、或并行地完成、或按照处理时间和顺序的要求以任何次序完成。
82.图1h图示了增材制造系统1h的替代实施例。打印模块的内部的打印室(又称为室)11h具有定位在室的顶部处的固定窗6h。打印头5h可以安装到x-y台架,使得打印头5h可以穿过打印板2h的整个区域。该运动由箭头8h表示。激光束7h从打印头投射,穿过窗6h,并将粉末焊接到打印板2h上的金属零件中。窗必须足够大,大致与打印板一样大,使得激光可以被引导到打印板的整个区域。示出了粉末料斗4h和z轴壁3h以供参考。
83.图1i图示了增材制造系统1i的替代实施例。在该实施例中,室11i包括窗6i,窗6i安装到波纹管7i,使得窗在x-y平面(由10i表示)中自由移动。在盒被安装在打印站中之后,使用夹具、磁体、运动学安装件或其他合适的附接机构将窗6i在位置9i处附连到打印头5i(这可以手动或自动完成)。打印头5i安装到x-y台架,使得打印头5可以穿过打印板2i的整个区域。这种运动通过箭头10i来表示。因为窗6i和打印头5i是附接的,所以窗6i将随着打印头5i移动。激光束8i从打印头投射,穿过窗6i,并将粉末焊接到打印板2i上的金属零件中。在该实施例中,窗6i可以显著小于打印板2i,因为窗6i将被承载在打印板的整个区域周围。示出了粉末料斗4i和z轴壁3i以供参考。
84.图1j图示了增材制造系统1j的替代实施例。打印室11j具有窗6j,该窗6j安装到波纹管7j,使得窗在x-y平面中自由移动。在盒被安装在打印站中之后,窗6j使用夹具、磁体、运动学安装件或其他合适的附接机构在位置9j处附连到辅助x-y台架10j,辅助x-y台架10j附接到打印站(可替代地,辅助x-y台架可以是打印盒的一部分)。辅助x-y台架可以比打印头x-y台架便宜得多且轻得多,因为辅助x-y台架具有相对较小的需要支撑的重量,并且不必像打印头x-y台架那样快速或精确地移动。打印头5j安装到x-y台架,使得打印头5j可以穿过打印板2j的整个区域。该运动由箭头13j表示。打印站系统控制器可以引导辅助台架10j与打印头5j一致地移动。激光束8j从打印头投射,穿过窗6j,并将粉末焊接到打印板2j上的金属零件中。在该实施例中,窗6j可以显著小于打印板,因为窗6j将跟随打印头在打印板的整个区域上的运动。示出了粉末料斗4j和z轴壁3j以供参考。
85.图1k图示了增材制造系统1k的替代实施例。除了附件9k更柔性以及打印头推动和移动窗6k之外,该实施例类似于关于图1i所图示的实施例。在该实施例中,机构抵抗重力而支撑窗6k,使得窗不会下垂。
86.图1l图示了增材制造系统1l的替代实施例。除了窗6l由附接到滑架9l的擦拭器10l周期性地清洁之外,本实施例与关于图1h所图示的实施例相似。滑架定位在导轨8l上,并被驱动经过窗6l。擦拭器的每次经过都会清洁窗表面积累的污垢,这允许激光能量7l不受阻碍地穿过窗。在一些实施例中,擦拭器可以是布状材料,该布状材料是干燥的或浸泡在溶剂中,并且然后抵靠盒的内窗快速擦拭。在其他实施例中,擦拭器可以由具有软刷毛的鬃毛刷构造制成,软刷毛不会伤害或刮擦窗,但是足够硬以允许擦拭掉任何粉末。在一些实施例中,擦拭器可以是用于非接触清洁的气体射流(例如空气刀(air knife))。在一些实施例中,擦拭器可以是气体或液体喷雾器或这种喷雾器和物理擦拭器的组合。清洁窗后,擦拭器可以通过气体射流被清洁,在专门的或粗糙的表面上擦拭该擦拭器以去除任何粉末,或者在单独的清洁区域中通过溶剂或槽液(bath)进行清洁。在一些实施例中,擦拭器在变脏时可以被替换。在一些实施例中,擦拭器的脏部分可以被移动以暴露擦拭器的新部分。在一些实施例中,擦拭器由棉、聚酯、羊毛、碳纤维股线、kevlar、玻璃纤维、镀铝织物、陶瓷织物、二氧化硅织物或其他合适的材料制成。
87.图1m图示了增材制造系统1m的替代实施例。打印头5m可以安装到x-y台架,使得打印头5m可以穿过打印板2m的整个区域。该运动由箭头8m表示。打印室11m具有定位在室的顶部处的孔16m。该孔可以通过滑动门12m关闭,并通过密封件13m与周围环境隔绝。门可以用致动器14m打开或关闭。打印站15m具有将打印站与周围环境隔绝的固定窗6m。
88.图1n图示了增材制造系统1m的替代实施例的“打开”位置。打印站15n使密封件17n抵靠打印室的顶部膨胀,以将室与周围环境隔绝。然后可以通过致动器14n打开门12n,使孔16n打开。激光束7n从打印头投射,穿过窗6n,并将粉末焊接到打印板2n上的金属零件中。窗必须足够大,大致与打印板一样大,使得激光可以被引导到打印板的整个区域。在该实施例中,窗6n固定到打印站15n,使打印室11n更便宜。示出了粉末料斗4n和z轴壁3n以供参考。
89.图1o图示了增材制造系统1o,该增材制造系统1o包括连接到打印设施的各个站的打印设施控制系统和数据库连接2o。控制系统和数据库2o与盒3o、打印站4o、搁架5o、去粉站6o、运输器(盒移动系统)7o和设施站8o通信。这些部件中的每一个都可以提供状态更新,并进行实时重新配置,以优化设施运行。
90.图1p图示了增材制造系统1p,该增材制造系统1p包括可以是增材制造系统1p的一部分的各种其他可能的站。在一些实施例中,盒被装载到站中。站的示例是配备盒的打印站,其中能量(激光或电子束)从激光引擎(站)递送到该打印站中,以使该打印站能够打印零件。通常,激光引擎仅与打印站结合使用,以将该组合变成打印引擎。这些站可以被布置并彼此连接以形成制造系统。制造系统可以包含许多配备盒的站,以及在框架布置中捕获的支撑站,配备盒的站和支撑站由控制系统协调,并且控制系统从用户处获取打印指令以便完成打印订单/作业。这些其他功能站可以抑制脏的过程,以减少在制造3d零件时人的暴露。如前文所提到的,3d打印本身就很乱,同样乱的是盒的前处理和后处理、粉末的后处理和打印零件的后处理。此外,盒系统接口用于与各种诊断系统相互作用。控制系统和数据库2p将单独地与盒通信,或当盒连接到所列出的站40p中的任何一个时或当盒被运输器5p操纵时,控制系统和数据库2p将与盒通信。所列出的站不是包括一切的列表,但确实包括打印引擎41p(由打印站42p和激光引擎43p组成)、存储(搁架)站44p、设施站56p和粉末准备/去粉站45p。粉末准备站可以是用于准备盒的一个站,这将包括从已经经历打印的盒中移除粉
末。这两个功能(准备盒和粉末移除)可以在一个站或两个单独的站中完成,在两个单独的站的情况下,准备站可以被称为“准备(prep)”,而另一个可以被称为“去粉末(de-powdering)”。其它站可包括表面包覆站46p、热处理站47p、cnc/加工站48p、表面精加工站49p、准备服务站、去毛刺站、粉末再筛分站52p、粉末表面处理/涂覆站53p、luis诊断站54p、其它体积和表面诊断站55p和其它处理站56p。激光引擎43p与打印站42p配合并相互作用(以形成打印引擎41p)、与表面包覆站46p、luis诊断站54p配合并相互作用,并且可以与热处理站47p和表面精加工站49p相互作用。
91.打印站42p、表面包覆站46p、热处理站47p、cnc/加工站48p、表面精加工站49p和去毛刺站51p对打印零件进行后处理。表面包覆站46p与激光引擎43p结合来对打印零件操作,以在钻头、翼型表面、涡轮叶片或医疗植入物的情况下将功能层添加到选定的表面。热处理站47p与激光引擎43p结合可以执行表面退火和硬化,或者热处理站47p可以使用诸如标准热源或定向能非激光源的其他传统方法来进行这种形式的后处理。cnc/加工站48p对打印零件执行标准减材制造(subtractive manufacturing)以得到最终图形和形式。表面精加工站49p可以与激光引擎43p相互作用,以经由质量传输(mass transport)/表面张力或激光喷丸/硬化来执行表面平滑。表面精加工站49p也可以以更传统的减材方法进行(这不需要将49p联接到43p)。去毛刺站51p将使用传统的减材加工方法来提高打印零件的表面光洁度。luis诊断站54p将与激光引擎43p(配置有专门用于luis的fru)联接,以对打印零件进行体积扫描,以确保打印精度、密度和缺陷统计。此外,luis和其他体积诊断(分别为54p和55p)可以与存储站和激光引擎结合使用,以确定打印零件在条件环境(诸如高温或低温、高压或部分真空、或其他环境或操作极端情况)下的功能,以确保打印零件可以承受静态操作性能要求。
92.准备服务站50p用于维护盒,并且可以与粉末站45p和设施站56p结合使用。在准备站中,消耗品(诸如图1a中的刮片4a、构建板12a和hepa过滤器8a)以使人与脏环境的相互作用最小化的方式被替换。气体和流体被移除以经由设施站56p进行后处理。用过的粉末被移除并转移到粉末再筛分站52p以用于粉末回收。
93.粉末处理/涂覆站处理粉末以用于化学作用或发射率增强,这将取决于所使用的粉末/金属,但可以包括化学处理或氧化物处理以增强发射率(例如通过粉末的表面处理增加铜或钢的吸收),或者通过向粉末中添加化学掺杂剂以获得特殊的打印参数。
94.其他体积诊断站55p将包括x射线断层成像、表面扫描成像、高分辨率表面和温度记录成像,仅举几个例子,其中在最小化处理损伤并且不使人暴露于危险的计量方法时(如在x射线断层成像的情况下)操纵打印零件。
95.其他处理站将允许通过将潜在危险的过程、测试或诊断过程与工人和/或打印零件隔离来满足客户的需求。
96.有利地,所描述的增材制造系统描述了包含整个打印室及其所有部件的盒。盒可以在配合设备之间运输。相机和虚拟窗的使用消除了对物理窗的需要。在一个实施例中,显示屏可以允许对盒进行远程检查。激光可以穿过顶部窗以对粉末进行焊接、预加热、热处理或提供其他热操作。激光可以被引导到辅助打印站,以利用否则会被浪费的激光发射,并增加制造产量。
97.所描述的增材制造系统的其他优点是基于使用用于盒的电子可读存储器,使得数
据可以被存储或与其预期用途相关联。盒设计可以使用标准接口以将盒与配合设备配合。盒上的电子可读存储器可以通知在打印过程之前、期间或之后在打印引擎上采取的行为。配合设备可以读取信息和/或将信息写入电子可读存储器。操作者可以用手持单元访问电子可读存储器。存储搁架可以为盒供应服务,并将信息分配给电子可读存储器,或者用于在打印品从打印板移除之前对打印品进行热处理。
98.所描述的增材制造系统通过将工人与危险的打印机副产品材料(金属粉末、烟灰、焊渣、惰性气体等)隔离来保护工人,其中打印机副产品材料容纳在打印盒内。所有暴露于打印机副产品材料的机器部件都随盒一起移除,并且盒可以在专用的粉末处理站内打开。这种布置限制了打印机副产品材料逃逸到工厂环境中的机会。当盒安装在粉末站或准备站中时,工人通过手套孔完全接近以维护所有盒部件,因此工人永远不必穿上特殊的防护装备来维护盒。可替代地,粉末站或准备站可以安装在洁净室中,并且工人将穿戴呼吸器和防护服来维护盒。该方案将把所有的污垢与清洁室隔离,消除了工厂其余部分的暴露。
99.所描述的增材制造系统的另一个优点是通过减少打印之间的空闲时间来增加打印机正常运行时间。打印完成时,操作者可以移除打印盒,立即安装新的盒并开始新的打印。打印之间的空闲时间从几小时减少到几分钟。打印盒可以在准备站中离线清洁、维护以及装入新的粉末和新的打印板。这项工作是在密封的环境中进行的,使得打印室和粉末永远不会暴露于空气、高湿度或工厂污染物。新的盒可以提前准备,以满足客户的生产计划。新的盒被放置在存储搁架中,在存储搁架中新的盒可以在任何需要的气氛中被预加热、冷却、加压或减压。当打印机上的空间打开时,任何新的盒被插入并立即开始打印,因为没有等待时间来对盒预加热或清除大气气体。
100.所描述的增材制造系统的另一个优点是,它允许打印机在任何材料(金属(诸如钢、铝、铬镍铁合金、钛)、木材、玻璃或陶瓷)中创建打印,然后一旦打印完成,打印任何其他材料,在打印之间很少或没有停机时间以进行维护。由于没有粉末滞留在打印机中,因此在打印机可以在填充有不同材料的盒中打印之前,不需要清理打印机。这不仅节省了时间,而且为客户提供了最大的灵活性,因为打印机不必专门处理仅一种材料。
101.所描述的增材制造系统的另一个优点是,盒和/或站可以稍微修改或高度修改以适合客户的要求。例如,盒可以设计成具有小得多的表面积的打印板或不同形状(即圆形而不是方形)的打印板。例如,这可以允许客户打印小体积的非常昂贵的材料(例如黄金)。这种小容量盒可以设计成与各种打印站接合,以最大限度地为客户提供打印材料的灵活性。
102.所描述的增材制造系统的另一个优点是,它允许对打印品进行高温处理(例如,热处理、退火、受控冷却),而无需将打印品从打印它们的受控环境中移除(即,打印盒加热和冷却并控制气氛)。盒可以被送到存储搁架,并根据客户的要求保存在任何气体环境中的任何温度下。打印品没有暴露于大气空气或没有被允许冷却,因此客户具有优良的控制力以影响材料的性能。这也可以减轻由于热应力引起的打印板翘曲的问题。
103.所描述的增材制造系统的另一个优点是,它允许在可以同时安装在一个或更多个辅助打印站中的多个打印盒中的任何一个中创建打印。这将通过利用否则会被浪费的激光能量来进一步减少总打印时间。该增材制造系统还将为客户提供安排打印的灵活性,并且还将提高机器利用率。
104.所描述的增材制造系统的另一个优点是,盒和配合设备中的特征可以在由其他设
备制造商制造的增材制造系统上实施为标准或可选特征。该技术作为子系统提供,以使用激光粉末床熔融或其他3d打印方法被结合到增材制造设备中。利用盒/站方案的任何增材制造系统都将享有该方案的益处。盒和站可以稍微修改或高度修改,以适合制造商或客户的特殊需要。
105.设想了所描述的增材制造系统的各种部件的各种替代或增强。例如:
106.关于图1h、图1i和图1j所图示的实施例的波纹管可以用一系列滑动板(缆线等)来替换或补充,该一系列滑动板(缆线等)将支撑窗,使得允许窗在x轴和y轴上自由移动,但防止窗在z轴上下垂。
107.如果特定打印需要较少的粉末,则用户可以部分地填充粉末料斗。
108.刮片式散布器可以用滚子或静电散布器代替。
109.粉末散布器驱动装置可以远程安装,并由合适的接口驱动,该接口将动力传递给机构(例如,柔性轴杆)。粉末散布器可以由包括齿轮传动在内的多种类型的致动器致动。在一些实施例中,粉末散布器可以是盒的可移除且可升级的子系统。
110.hepa过滤器可以安装在打印盒上、配合设备上,或者安装在配合设备和打印盒两者上。hepa过滤器还可以具有预过滤器,诸如涡流分离器或滤网,以处理大量烟灰。
111.可以支撑多个气体供应端口和气体返回端口,并且气体供应端口和气体返回端口可以物理地定位在盒上的不同位置,以防止不同类型的粉末混合。
112.在一些实施例中,相机可以拍摄视频和静止图像以提供虚拟窗。相机和灯可以用多种光波长(例如ir、可见光或uv)照明和成像。相机可以是几个相机的阵列,该相机的阵列可以记录处于一种或许多光波长的来自许多不同角度的静态和/或视频图像。灯可以是一个灯或许多灯的阵列,该灯从许多角度并以许多不同的波长照亮盒。虚拟窗可以从任何地方观察,因此图像可以发送到远程观察位置。虚拟窗监视器可以定位在盒本身上、打印站正面上,或者作为安装在工业监视器/键盘臂上的监视器上的显示器。在一些实施例中,盒还可以具有物理窗或端口,以允许通过眼睛直接观察或通过外部相机或其他传感器观察。
113.设想各种类型的盒运输。在一些实施例中,滚子可以用伸缩管、拾取和放置机器人、高架提升器、导轨或输送机来代替。叉车管可以用推车(cart)、自动化设备(如输送带)、导轨、机器人设备(如底部提升堆垛机(bottom lift stocker))、机器人拖车(robotic tug)或机器人叉车来代替。使用高架台架/起重机机构;在地板上滚动的(手动或全自动)推车或运货车(到达可以是轮式或非轮式的手动或自动轨道系统(磁悬浮、空气轴承))、机器人操纵器、适形动力套装(conformal body power suit)是替代实施例。
114.柱塞/z轴活塞可以与零点夹具或某种其它种类的自动夹具配合。
115.安全屏蔽件可以是盒的一部分,或者附接到打印引擎,或者两者的某种组合。安全屏蔽件的材料将对激光是不透明的。当系统运行时,安全屏蔽件的外表面将需要摸起来是凉的。
116.为了防止粉末类型之间的交叉污染,接口板可以使用不同的构造或定位在不同的区域中(例如,向左或向右移位,或上下移位),这取决于盒中使用的气体或粉末的类型。例如,容纳钢粉末的盒的回收气体端口可以在左边,而容纳铝粉末的盒的回收气体端口可以在右边。不同材料的端口不会对齐,因此操作者不会错误地将错误的盒插入气体回收器中。在一些实施例中,每个打印引擎中的多个气体回收器可以支持打印不同的材料。例如,使用
外部马达的驱动气体回收器叶轮可以在两组叶轮之间切换。这允许仅使用一个昂贵的马达来驱动用于单独的材料的单独的气体管道中的两个相对较便宜的叶轮。在一些实施例中,气体回收模块(气体盒)可以根据需要处理的材料插入打印引擎中或从打印引擎中移除。在一些实施例中,包括过滤器的气体回收设备可以直接安装在打印引擎上。在其他实施例中,过滤器和“依赖于材料的”设备安装在盒单元本身中,因此当安装容纳不同材料的不同盒时,完全避免了任何交叉污染。
117.存储搁架可以制成许多不同的尺寸,以承载一个或许多盒。盒可以在存储搁架处进行编程,并根据预先确定的作业调度而为要运行的作业自动建立。保持在每个盒内的电子存储器可以与机器人操纵系统、起重机、轨道、运输设备接合,或者与运输器和/或其操作者或系统通信,以告诉其在生产设置中连接到哪个打印站/引擎。盒可以是电池供电的,因此拆卸时传感器或提供信息的功能是可能的。
118.打印引擎可以具有附接到该打印引擎的一个以上的辅助打印站(即1-n),n可以是1、10、100或1000,或者介于两者之间,或者更多。
119.在同时或顺序打印的同时,打印盒可以填充有相同或不同的材料。
120.在图案化之前,激光可以在打印站之间分裂,其中每个打印站具有其自己的光阀或图案化装置。在其他实施例中,激光可以在图案化之后在室中分裂,其中第一室获得正(优先)图像,并且后续室获得剩余(负)图像。
121.引导到每个盒的能量通量可以是相同的,或者可以基于材料类型而变化。
122.在一个实施例中,打印盒和/或打印引擎的使用可以被优先考虑,其中每个打印盒或打印引擎的使用能够在打印之前或期间被优先考虑。例如,具有优先级的盒可以保持静态,或者可以基于输入(即,来自用户的输入,诸如作业优先级的改变,或者由于打印完成、打印错误或其他外部期望)而改变。任何盒的优先级都可以提升或降级。例如,如果有两个盒,并且最高优先级的盒变得空闲(由于用户干预、子系统过程(诸如散布、图像加载或类似的)、错误等),优先级然后将改变到先前优先级较低的盒,从而最大化整体打印产量。对于大于一个的任何数量的盒,该变化都是正确的。作为另一个例子,客户可以优先考虑在插入了主盒的主打印站中打印高温打印品,并将较低优先级分配给辅助打印站中的室温、要求较低的打印品。低温打印可以以慢得多的速度进行,而不牺牲打印质量,或者不必要保持辅助室是热的。
123.每个打印站中的每个打印盒可以打印相同或不同的打印文件。可以开始和停止每次打印,而辅助打印盒中的打印品继续打印。在具有多于一个室的打印操作期间,打印盒可以安装到打印站或从打印站移除,而不会中断未移除的室中的打印过程。
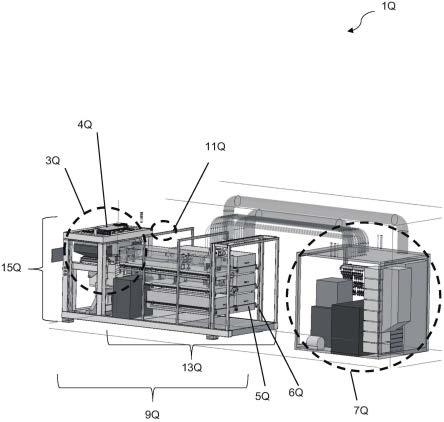
124.图1q图示了定位在打印引擎内的现场可更换单元(fru)及打印引擎的相关联的设施站1q。盒3q被示出为被装载到打印站(15q)中,该打印站附接有激光引擎(13q)以形成打印引擎(9q)。在激光通过检流计光学系统4q从激光引擎13q进入打印站15q之前,在fru(例如5q)内部产生、调节、图案化和分析激光。激光引擎由主动或被动振动阻尼框架(11q)构成,该框架保持多个fru(5q)。设施站(7q)向打印引擎(9q)供应气体、电气、通信(至控制系统和数据库)和流体系统。fru(5q)是激光引擎的子系统,该子系统包含激光光学器件、图案化光学器件、各种补偿光学器件和各种诊断子系统及其光学器件。
125.检流计光学系统4q包括有助于对准的光学对准系统(详见下文fru的潜望镜部
分)、用于动态拼块打印指令的快速检流计、用于将图案化的光递送到床的光学系统、床诊断装置以及用于冷却、控制和通信的系统。
126.fru在利用自身的惰性和清洁气氛包起来之前被单独包装和对准。fru在对准导轨上装载到激光引擎站中,并且具有与针对盒所示的类似的连接面板,使得当装载fru时,fru自动连接到框架系统11q中。框架系统(11q)是结构化的壳体,该壳体可以是3d打印的或加工的,并且形成机械、电气、流体、气体、控制和通信基础设施,这些基础设施特别是用于fru,但也用于打印站和盒。每个fru都包含其壳体内部的主动和/或被动振动隔离,而框架包含主动和/或被动振动控制(6q),以将fru与打印引擎所在的环境以及来自流体和气流泵的内部振动、冷却风扇和打印盒引起的噪音和振动隔离开。例如,每个fru上的导轨和/或框架可以具有气动、压电、音圈或类似的机械或机电致动器,以调节fru相对于框架或其他fru的坐标系,从而抵消由每个fru内的加速度计感测并经由系统控制逻辑协调以进行补偿的振动。框架中的fru接口是运动学对准特征,该运动学对准特征允许fru轻松滑入并连接由框架提供的设施服务以及光路,该光路允许fru将高通量激光从产生高通量激光的fru经过补偿fru、经过诊断fru传递到图案化的fru,并进入打印站和盒。虽然盒可包含诊断装置,但专门的诊断装置将定位在fru中,其中由激光器和其他共线光源照射的床信息从盒传播到这些诊断装置中,以进行实时、高速和专门的成像诊断,诸如luis。fru系统允许完全多功能性,其中各个源、光学系统和诊断装置可以被混合和匹配,以最佳地优化打印系统。
127.将fru对准并配合到框架系统中的方法确保了激光引擎易于组装,以实现快速转向,而无需训练有素的人员监督复杂激光系统的对准。用于fru的框架的运动学特征允许将光学fru的相对位置保持在光学对准子系统所需的水平。此外,由于每个激光器、光学器件和诊断子系统都结合到一个或更多个分立的fru中,因此更换这些子系统成为惯例,并简化了所有权、升级和耗材,而无需训练有素的人员。此外,每个fru都是作为单元组装的,并且可以被视为“即插即用的(plug and play)”部件,使得如果需要更换fru内部的某些部件,则可以更换整个fru并将其运回以进行修理/维修,而打印引擎和打印作业的停机时间最短。
128.图1q-图1i示出了框架内的被动和主动振动阻尼结构1q(i)。图1q的打印引擎在2q(i)中示出,其中以剖切细节描绘了框架的一段3q(i)。可以被3d打印或机械组装的结构化框架可以由结构化材料5q(i)构成,并具有用于由设施站(诸如通过适当的导管7q(i)输送的电气/通信、电力和控制)提供的各种服务的路径以及用于气体和/或冷却流体导管(9q(i))和填充有流体的主动和被动阻尼导管(11q(i))的路径。该示例性系统中的被动振动阻尼特征可以是机械囊区域,在该区域中,在诸如泵或叶轮的流体输送系统的情况下,流体导管变宽,以破坏沿流体管线传播的振动的通道。在主动阻尼中,在激活结构之前放置在管线中的传感器(15q(i)和19q(i))将感测阻尼导管11q(i)中的不希望的振动,并且控制系统将指示致动器17q(i)改变囊区域,以通过改变11q(i)内流体在该流体通过这些囊区域中的任一囊区域时所遭受的阻抗负载来消除或抑制这些振动。可以放置后续传感器19q(i),以确保对17q(i)的顺应性和额外调节或从所描绘的调节囊向上游和下游的其他此类调节。虽然相对于被动/主动阻尼导管示出了导管的线性布局的描绘,但是可以改变这种布置,使得阻尼导管11q(i)可以更多地分布在整个框架内。在一些实施例中,框架的内部结构可以是泡沫,其中控制流体填充泡沫,从而提供分布式被动阻尼功能,同时还具有一系列分布式传感
器15q(i),这些传感器沿着供应控制调节的框架分散到分布式囊阵列中,以整体控制整个框架结构上的振动。
129.图1r图示了fru 1r的各种特征。fru是盒子中的光学子系统。fru的外部结构允许fru在导轨(5r)上轻松滑入激光引擎框架系统,导轨将fru引导至框架中的接口面板,在该接口面板处,fru的连接部(2r)锁定到框架服务中进入设施站和控制系统中,框架服务用以向fru供应所需的气体、流体、电气和通信。fru的外部结构上的特征3r和7r将fru相对于框架系统并因此相对于该系统中的其他fru在运动学上定位并锁定在适当位置;该方法确保fru之间的光学对准,最小化对准要求,并确保激光系统可以在不需要训练有素的激光专家执行任何组件对准的情况下运行。在fru内部,对准基准13r(作为示例)被结合到光学平台中,以便于构建任何光学子系统。任何fru的光学对准都是在fru组装期间相对于与框架系统中使用的系统坐标系相同的系统坐标系执行的。在插入和连接到框架系统中时,使用机械化潜望镜15r执行最终光学调节,以确保任何一个fru的出口点参数与下一个fru的需要相匹配。在激光引擎中的最后fru和打印站的接收光学系统之间使用该相同的方法,以确保贯穿整个打印引擎的连续对准。此外,诊断fru包含相同的机械化光学输出潜望镜,以确保床上的图像被如实地成像回到诊断fru内的成像传感器中。
130.所有fru中的机械化潜望镜由控制系统与打印站和其他诊断fru中的诊断装置结合控制。机械化潜望镜可以包括实时校正(诸如压电、音圈、气动或类似致动器),这将缓解一些振动调节,尤其是如果振动调节在无法通过框架系统补偿的频带内,诸如在某些工厂设置中发生的高速钻孔和其他冲击操作的情况下。
131.在一些fru中,附加的增强包括望远镜以及激光跟踪器,望远镜允许焦平面中的变化以根据拼块打印指令进行调节,望远镜允许拼块旋转以确保边缘和接缝对准,而与拼块打印指令无关,激光跟踪器校准到床位置,以确保拼块打印位置,作为几个示例,该拼块打印位置的设计可以针对fru到fru或fru到打印床或最终使用位置配置来实施。
132.诊断子系统包括在每个fru内,也可以被包装在独立的壳体中。诊断子系统包含传感器和计量设备,用于监测床和粉末状况、部件、子系统安全性、部件的激光损伤阈值和激光损伤演变,并确保最佳对准,以获得到床的最佳激光通量。诊断可以包括这样的方法:在各种不同波长(在激光fru中产生)下以各种不同的帧速对打印进行成像,并且在luis改变相位和偏振参数的情况下,在打印过程完成期间和之后询问打印质量。测量模式的范围包括但不限于:床、粉末和打印温度、快速和慢速成像、晶粒生长、晶粒应变大小和方向、空隙、污染和成核部位、用于监测损伤阈值和演变的反向散射以及用于自适应地校正光学像差和提高打印质量的相位信息。
133.图1s图示了增材制造系统1s的框图,该增材制造系统1s包括增材制造打印系统(2s),该增材制造打印系统至少部分由一个或更多个站(例如,诸如图1p的方框40p中列出的)形成,该一个或更多个站经由控制系统/数据库(例如,图1p中的方框2p)彼此连接。增材制造系统1s可以包括打印引擎(4s)(该打印引擎(4s)具有例如连接到激光引擎(10s)的打印站(6s))和各种其他模块,诸如设施站(12s)和输送部件或材料的运输器单元(16s)。在一些实施例中,激光引擎12s可以包括一个或更多个现场可更换单元14s,该现场可更换单元14s可以进一步包括激光器、激光放大器或至少一些激光光学器件和图案化光学器件。在一些实施例中,现场可更换单元14s通过运输器单元16s移动到合适位置,并被布置成在彼此
之间分配激光束,允许使用专门的现场可更换单元,该专门的现场可更换单元例如主要提供激光产生、激光放大、激光图案化、激光重新定向或对准中的一个或更多个以及束质量测试。在一些实施例中,激光引擎12s可以提供二维图案化激光束。打印站6s可以由运输器单元16s装载有可移除的打印盒8s。激光引擎10s可以将图案化的高通量能量束15s递送到打印站6s中,打印站6s在打印盒(8s)内的分层粉末的区域上的空间中操纵该高通量能量束,以一次一个拼块地打印对象的一层。在一系列层上,可以在打印盒8s内打印期望的对象。
134.图1t图示了用于增材制造系统(2t)中的激光引擎(4t)的一个实施例的框图1t。激光引擎4t是作为增材制造打印系统(2t)的一部分的站。激光引擎可以包括可用于在增材制造系统2t内打印对象的各种子站的布置。当用于在增材制造系统2t内打印对象时,激光引擎4t可以包括子系统,该子系统以允许产生和调节一种或更多种波长(其中每种波长由低通量、中等通量或高通量组成)的激光的方式布置,该激光被递送经过光学子系统、图案化子系统、诊断子系统和控制子系统并进入打印室中,用于3d打印零件的创建、检查、测量或后处理。子系统可以是硬安装的,或布置在现场可更换单元(fru)中。fru系统可以包括多个激光子系统6t,这些激光子系统用于产生光并在通量、空间、时间、偏振、相位或波长方面调节光,光将用于打印、作为诊断系统的一部分(照明和参考)或用于先前打印的零件的后处理。光学子系统或fru 8t可以输送、调节、图案化激光fru/子系统内产生的光,或改变激光fru/子系统内产生的光的位置、比例和强度,从激光fru/子系统的原点输送到打印品和从打印品输送。诊断子系统或fru 10t可以由任何数量的计量或诊断子系统组成,以通过激光fru 6t或光学fru 8t中的任何结构测量传送到床、由床或打印零件发射的光的质量,以便监测这些子系统的健康和潜在故障、以及打印零件的健康和潜在故障、以及支持环境和打印条件。控制子系统或fru 12t可以是将管理、通信或纠正行为应用于增材制造系统2t内的其他子系统上的电路、机构、固定装置或部件。各种子系统可以被包装在单个fru中,或者任何功能性fru都可以根据方便而组合在任何fru中。例如,在一些实施例中,激光fru可以包含各种光学、诊断和控制子系统的部分或全部。
135.图2图示了用于操作基于盒的增材制造系统的工艺流程200。在步骤202中,将新的或重复使用的盒定位在打印引擎中。在步骤204中,激光能量被引导到盒中以构建3d零件。在步骤204中,激光能量被引导到盒中以熔融、烧结、熔化或以其他方式改变粉末层。在步骤206中,添加的粉末被定位并经受激光能量,其中该过程添加地重复以构建每一层并产生3d打印结构。在步骤208中,盒可以被移除并在单独的粉末处理站处进行维护。维护过的盒或新的盒可以定位在打印引擎中,用于制造附加的或新的3d打印品。
136.在关于图3所图示的另一个实施例中,诸如关于图1a-图1h和图2的工艺流程所图示的增材制造系统可以由形成增材制造方法和系统300的各种模块来表示。如图3所看到的,激光源和放大器312可以构造为连续或脉冲激光器。在其他实施例中,激光源包括脉冲电信号源,诸如任意波形发生器或作用于连续激光源(诸如激光二极管)的等效物。在一些实施例中,这也可以经由光纤激光器或光纤发射的激光源来实现,该光纤激光器或光纤发射的激光源然后被声光或电光调制器调制。在一些实施例中,使用普克尔斯盒(pockels cell)的高重复率脉冲源可用于创建任意长度的脉冲序列。
137.可能的激光器类型包括但不限于:气体激光器、化学激光器、染料激光器、金属蒸汽激光器、固态激光器(例如光纤)、半导体(例如二极管)激光器、自由电子激光器、气体动
态激光器、“类镍”钐激光器、拉曼激光器或核泵浦激光器。
138.气体激光器可以包括诸如氦氖激光器、氩激光器、氪激光器、氙离子激光器、氮激光器、二氧化碳激光器、一氧化碳激光器或准分子激光器的激光器。
139.化学激光器可以包括诸如氟化氢激光器、氟化氘激光器、coil(化学氧碘激光器)或agil(全气相碘激光器)的激光器。
140.金属蒸汽激光器可以包括诸如以下激光器:氦-镉(hecd)金属蒸汽激光器、氦-汞(hehg)金属蒸汽激光器、氦-硒(hese)金属蒸汽激光器、氦-银(heag)金属蒸汽激光器、锶蒸汽激光器、氖-铜(necu)金属蒸汽激光器、铜蒸汽激光器、金蒸汽激光器、或锰(mn/mncl2)蒸汽激光器。也可以使用铷或其他碱金属蒸汽激光器。固态激光器可以包括诸如以下激光器:红宝石激光器、nd:yag激光器、ndcryag激光器、er:yag激光器、钕ylf(nd:ylf)固态激光器、掺钕原钒酸钇(nd:yvo4)激光器、掺钕氧化硼酸钇钙nd:yca4o(bo3)3或简称为nd:ycob、钕玻璃(nd:glass)激光器、钛蓝宝石(ti:sapphire)激光器、铥yag(tm:yag)激光器、镱yag(yb:yag)激光器、镱:2o3(玻璃或陶瓷)激光器、掺镱玻璃激光器(棒、板/片(chip)和光纤)、钬yag(ho:yag)激光器、铬znse(cr:znse)激光器、掺铈锂锶(或钙)氟化铝(ce:lisaf、ce:licaf)、掺钷147磷酸盐玻璃(147pm 3:glass)固态激光器、掺铬金绿宝石(翠绿宝石)激光器、掺铒和掺铒镱共掺玻璃激光器、三价铀掺杂氟化钙(u:caf2)固态激光器、二价钐掺杂氟化钙(sm:caf2)激光器或f-center激光器。
141.半导体激光器可以包括诸如以下激光介质类型:gan、ingan、algainp、algaas、ingaasp、gainp、ingaas、ingaaso、gainassb、铅盐、垂直腔表面发射激光器(vcsel)、量子级联激光器、混合硅激光器或其组合。
142.如图3所图示的,增材制造系统300使用能够提供一维或二维定向能量的激光器作为能量图案化系统310的一部分。在一些实施例中,一维图案化可以被引导为线性或弯曲的条带(strip)、光栅线、螺旋线或任何其他合适的形式。二维图案化可以包括分离的或重叠的拼块,或者具有激光强度变化的图像。可以使用具有非正方形边界的二维图像图案,可以使用重叠或互穿图像,并且可以由两个或更多个能量图案化系统提供图像。能量图案化系统310使用激光源和放大器312将一个或更多个连续或间歇的能量束引向束成形光学器件314。在成形之后,如果需要,束由能量图案化单元316图案化,通常一些能量被引导到废弃能量处理单元318。图案化的能量由图像中继器320朝向物品处理单元340中继,在一个实施例中,作为聚焦在床346附近的二维图像322。物品处理单元340可以包括诸如前面所讨论的盒。物品处理单元340具有板或床346(具有壁348),板或床346一起形成密封的盒室,该密封的盒室容纳由粉末料斗或其他材料分配器342分配的材料344(例如金属粉末)。由图像中继器320引导的图案化的能量可以熔化、熔融、烧结、合并(amalgamate)、改变晶体结构、影响应力分布型式(stress pattern),或者以其他方式化学或物理地改变分配和分布的材料344,以形成具有期望性能的结构。控制处理器350可以连接到各种传感器、致动器、加热或冷却系统、监视器和控制器,以协调激光源和放大器312、束成形光学器件314、激光图案化单元316和图像中继器320以及系统300的任何其他部件的操作。如将理解的,连接可以是有线的或无线的、连续的或间歇的,并且包括用于反馈的能力(例如,可以响应于感测到的温度来调节加热)。
143.在一些实施例中,束成形光学器件314可以包括多种成像光学器件,以组合、聚焦、
发散、反射、折射、均匀化从激光源和放大器312接收的一个或更多个激光束、调节从激光源和放大器312接收的一个或更多个激光束的强度、调节从激光源和放大器312接收的一个或更多个激光束的频率、或者以其他方式对从激光源和放大器312接收的一个或更多个激光束进行成形并将该一个或更多个激光束引向激光图案化单元316。在一个实施例中,可以使用波长选择反射镜(例如二向色镜)或衍射元件组合多个光束,每个光束具有不同的光波长。在其他实施例中,可以使用多面反射镜、微透镜以及折射或衍射光学元件来均匀化或组合多个束。
144.激光图案化单元316可以包括静态或动态能量图案化元件。例如,激光束可以被具有固定或可移动元件的遮罩(mask)阻挡。为了增加图像图案化的灵活性和简易性,可以使用像素可寻址掩蔽、图像生成或传输。在一些实施例中,激光图案化单元包括可寻址光阀,该可寻址光阀单独或与其他图案化机构结合以提供图案化。光阀可以是透射的、反射的,或者使用透射元件和反射元件的组合。可以使用电寻址或光寻址来动态改变图案。在一个实施例中,透射光寻址光阀用于旋转穿过该阀的光的偏振,其中光寻址像素形成由光投影源限定的图案。在另一实施例中,反射光寻址光阀包括用于改变读取束的偏振的写入束。在某些实施例中,可以使用非光寻址光阀。这些可以包括但不限于电可寻址像素元件、可移动反射镜或微反射镜系统(micro-mirror system)、压电或微致动光学系统、固定或可移动遮罩或屏蔽件,或能够提供高强度光图案化的任何其他常规系统。
145.废弃能量处理单元318用于分散、重定向或利用未被图案化并穿过图像中继器320的能量。在一个实施例中,废弃能量处理单元318可以包括被动或主动冷却元件,该被动或主动冷却元件从激光源和放大器312以及激光图案化单元316两者移除热量。在其他实施例中,废弃能量处理单元可以包括“束流收集器(beam dump)”,以吸收在限定激光图案时未使用的任何束能量并将其转换为热量。在还有的其它实施例中,可以使用束成形光学器件314回收废弃的激光束能量。可替代地或另外地,废弃的束能量可以被引导到物品处理单元340以用于加热或进一步图案化。在某些实施例中,废弃的束能量可以被引导到附加的能量图案化系统或物品处理单元。
146.在一个实施例中,可以使用“开关站(switchyard)”式光学系统。开关站系统适于减少增材制造系统中由于要打印的图案而废弃不需要的光而造成的光浪费。开关站涉及复杂图案从其生成(在这种情况下,指的是空间图案被赋予结构化或非结构化束的平面)到其被递送经过一系列开关点的重定向。每个开关点可以任选地改变入射束的空间分布。开关站光学系统可以用于例如但不限于基于激光的增材制造技术中,其中遮罩应用于光。有利地,在根据本公开的各种实施例中,丢弃的能量可以以均匀化的形式或作为用于保持高功率效率或高生产率的图案化光来回收。此外,丢弃的能量可以回收和再利用,以增加打印更困难材料的强度。
147.图像中继器320可以直接或通过开关站从激光图案化单元316接收图案化的图像(一维或二维),并将其导向物品处理单元340。以类似于束成形光学器件314的方式,图像中继器320可包括用于组合、聚焦、发散、反射、折射图案化的光、调节图案化的光的强度、调节图案化的光的频率或以其他方式对图案化的光进行成形和引导的光学器件。可以使用不需要实质性物理移动的可移动反射镜、棱镜、衍射光学元件或固态光学系统来引导图案化的光。多个透镜组件中的一个可以被配置为提供具有放大比的入射光,其中透镜组件既有第
一组光学透镜又有第二组光学透镜,并且第二组光学透镜可从透镜组件交换。安装在补偿台架上的一组或更多组反射镜和安装在构建平台台架上的最终反射镜的旋转可用于将来自前体反射镜的入射光引导到期望的位置上。补偿台架和构建平台台架的平移移动也能够确保入射光与前体反射镜、物品处理单元340的距离大体上等于图像距离。实际上,这使对于不同材料的光束递送尺寸和强度能够在构建区域的位置上快速变化,同时确保系统的高可用性。
148.物品处理单元340(例如,盒)中的材料分配器342(例如,粉末料斗)可以分配材料、移除材料、混合材料、提供材料类型或颗粒尺寸的级配或变化,或者调节材料的层厚度。材料可包括金属、陶瓷、玻璃、聚合物粉末、能够经历从固体到液体再回到固体的热诱导相变的其它可熔化材料、或其组合。材料还可以包括可熔化材料和不可熔化材料的复合材料,其中一个或两个部件可以被成像中继系统选择性地作为目标以熔化可熔化的部件,同时沿着不可熔化材料保留或使不可熔化材料经历蒸发/毁坏/燃烧或其他破坏过程。在某些实施例中,可以使用材料的浆料、喷雾、涂层、线(wire)、条带或片材。不需要的材料可以通过使用鼓风机、真空系统、清扫、振动、摇动、倾翻或倒置床346来移除以用于处置或回收。
149.除了材料处理部件之外,物品处理单元340可以包括用于保持和支撑3d结构的部件、用于加热或冷却室的机构、辅助光学器件或支撑光学器件、以及用于监测或调节材料或环境条件的传感器和控制机构。物品处理单元可以全部或部分地支持真空或惰性气体气氛,以减少不需要的化学相互作用以及减轻火灾或爆炸(特别是对于活性金属)的风险。在一些实施例中,可以使用其他气氛的各种纯气体或混合物,包括包含ar、he、ne、kr、xe、co2、n2、o2、sf6、ch4、co、n2o、c2h2、c2h4、c2h6、c3h6、c3h8、i-c4h
10
、c4h
10
、1-c4h8、cic-2、c4h7、1,3-c4h6、1,2-c4h6、c5h
12
、n-c5h
12
、i-c5h
12
、n-c6h
14
、c2h3cl、c7h
16
、c8h
18
、c
10h22
、c
11h24
、c
12h26
、c
13h28
、c
14h30
、c
15h32
、c
16h34
、c6h6、c6h
5-ch3、c8h
10
、c2h5oh、ch3oh、ic4h8的纯气体或混合物。在一些实施例中,可以使用制冷剂或大的惰性分子(包括但不限于六氟化硫)。可以使用具有按体积计(或按数量密度计)至少约1%的he以及选定百分比的惰性/非反应性气体的封闭大气组分(enclosure atmospheric composition)。
150.在某些实施例中,多个物品处理单元、盒或构建室(每个都具有容纳粉末床的构建平台)可以与多个光学机械组件结合使用,该多个光学机械组件被布置成接收一个或更多个入射能量束并将其引导到盒中。多个盒允许同时打印一个或更多个打印作业。
151.在另一个实施例中,一个或更多个物品处理单元、盒或构建室可以具有保持在固定高度的盒,而光学器件是可竖直移动的。透镜组件的最终光学器件和粉末床的顶表面之间的距离可以通过将最终光学器件向上转位(index)相当于粉末层厚度的距离来管理为基本上恒定,同时将构建平台保持在固定高度。有利的是,与竖直移动的构建平台相比,可以更容易地制造大而重的物体,因为不需要构建平台的不断变化的质量的精确微米级移动。通常,旨在用于体积大于约0.1-0.2立方米(即大于100-200升或重于500-1,000kg)的金属粉末的构建室将最受益于将构建平台保持在固定高度。
152.在一个实施例中,盒中的粉末床层的一部分可以被选择性地熔化或熔融,以由粉末床层的熔融部分形成一个或更多个临时壁,从而在构建平台上容纳粉末床层的另一部分。在选定的实施例中,流体通道可以形成在一个或更多个第一壁中,以实现改进的热管理。
153.在一些实施例中,增材制造系统可以包括物品处理单元或盒,物品处理单元或盒支撑粉末床,粉末床能够倾斜、倒置和摇动,以将粉末床大体上与料斗中的构建平台分离。形成粉末床的粉末材料可以收集在料斗中,以便在以后的打印作业中重复使用。粉末收集过程可以是自动化的,并且真空系统或气体喷射系统也用于帮助粉末去除和移除。
154.在一些实施例中,增材制造系统可以配置为容易地处理比可用的构建室或盒更长的零件。连续(长)零件可以在纵向方向上从第一区域顺序前进到第二区域。在第一区域中,颗粒材料的选定颗粒可以被合并。在第二区域中,颗粒材料的未合并颗粒可以被移除。连续零件的第一部分可以从第二区域前进到第三区域,而连续零件的最后部分形成在第一区域内,并且第一部分在侧向方向和横向方向上保持在与第一部分在第一区域和第二区域内占据的位置相同的位置。实际上,增材制造和清除(例如,未使用或未合并的粒状材料的分离和/或再利用)可以在零件输送机上的不同位置或区域处并行(即,同时)进行,而不需要为了移除粒状材料和/或零件而停止。
155.在另一个实施例中,可通过使用外壳来提高增材制造能力,该外壳限制外壳内部和外壳外部之间的气体物质交换。气闸提供了内部和外部之间的接口;其中内部具有多个增材制造室,包括支持粉末床熔融的室。气体管理系统将内部内的气态氧保持在极限氧浓度处或低于极限氧浓度,从而增加了系统中可使用的粉末类型和处理的灵活性。
156.在另一个制造实施例中,可以通过将物品处理单元、盒或构建室容纳在外壳内来提高能力,构建室能够创建重量大于或等于2,000千克的零件。气体管理系统可以将外壳内的气态氧保持在低于大气水平的浓度。在一些实施例中,轮式交通工具可以将零件从外壳内部运输通过气闸,因为气闸用来在外壳内部的气体环境和外壳外部的气体环境之间进行缓冲,并且运输到外壳和气闸两者外部的位置。
157.其他制造实施例涉及从粉末床实时收集粉末样品。摄取系统用于粉末样品的过程中(in-process)的收集和表征。收集可以周期性地进行,并且表征的结果导致对粉末床熔融过程的调节。摄取系统可以任选地用于审计、过程调节或行为(诸如修改打印机参数或验证许可粉末材料的正确使用)中的一个或更多个。
158.描述了对增材制造过程的又一种改进,这可以通过使用操纵器装置来提供,操纵器装置诸如为起重机、提升台架、机器人臂或类似装置,该装置允许操纵人难以或不可能移动的零件。操纵器装置可以抓住零件上的各种永久或临时增材制造的操纵点,以使零件能够重新定位或操纵。
159.控制处理器350可以被连接以控制本文描述的增材制造系统300的任何部件,包括激光器、激光放大器、光学器件、热控件、构建室和操纵器装置。控制处理器350可以连接到各种传感器、致动器、加热或冷却系统、监视器和控制器以协调操作。范围广泛的传感器,包括成像器、光强度监视器、热传感器、压力传感器或气体传感器,可用于提供控制或监测中使用的信息。控制处理器可以是单个中央控制器,或者可替代地,可以包括一个或更多个独立的控制系统。控制器处理器350设置有允许输入制造指令的接口。范围广泛的传感器的使用允许各种反馈控制机制,以提高质量、制造产量和能效。
160.图4中图示了适于增材制造或减材制造的制造系统的操作的一个实施例。在该实施例中,流程图400图示了由所描述的光学和机械部件支持的制造过程的一个实施例。在步骤402中,将材料定位在盒、床、室或其他合适的支撑件中。材料可以是使用减材制造技术进
行激光切割的金属板,或者是粉末,该粉末能够通过增材制造技术被熔化、熔融、烧结、诱导以改变晶体结构、具有受影响的应力分布型式、或者以其他方式化学或物理地改变以形成具有期望性能的结构。
161.在步骤404中,未图案化的激光能量由一个或更多个能量发射器发射,包括但不限于固态或半导体激光器,然后由一个或更多个激光放大器放大。在步骤406中,未图案化的激光能量被成形和改变(例如,强度调制或聚焦)。在步骤408中,该未图案化的激光能量被图案化,其中不形成图案的一部分的能量在步骤410中被处理(这可以包括转换成废热,作为图案化或未图案化的能量回收,或者通过对步骤404中的激光放大器进行冷却而产生的废热)。在步骤412中,现在形成一维或二维图像的图案化的能量被朝向材料中继。在步骤414中,图像被应用于材料,减材处理或者增材地构建3d结构的一部分。对于增材制造,可以重复这些步骤(循环418),直到图像(或不同的后续的图像)已经应用于材料的顶层的所有必要区域。当完成对材料的顶层的能量施加时,可以施加新的层(循环416),以继续构建3d结构。这些过程循环持续直到3d结构完成,此时剩余的多余材料可以被移除或回收。
162.受益于前述描述和相关附图中给出的教导的本领域技术人员将想到本发明的许多修改和其他实施例。因此,应当理解,本发明不限于所公开的特定实施例,并且修改和实施例旨在包括在所附权利要求的范围内。还应当理解,本发明的其他实施例可以在没有本文未具体公开的元件/步骤的情况下实践。
再多了解一些
本文用于创业者技术爱好者查询,仅供学习研究,如用于商业用途,请联系技术所有人。