一种双管道双层热流道内外包胶注塑模具
【技术领域】
1.本发明涉及注塑成型技术领域,尤其是一种双管道双层流道内外包胶注塑模具。
背景技术:
2.随着注塑技术的不断发展,特别是双色注塑技术在注塑机领域中的应用越来越广泛,市场开始提出新的需求,塑料制品也不断地向精密化、多样化、轻型化、多彩化的方向发展,针对双色产品注塑成型的方法,现有技术通常采用两套模具,对第一模具进行一次注塑,经冷却成型后,将中间产品取出放置于第二模具进行二次注塑,冷却成型后获得终产品,其中间产品的转移、更换费时费力;另一种采用双流道模具,其通过将两块分流板组合进行双色注塑,在其分流板之间存在温度不均衡,容易在注胶口产生堵塞现象。
技术实现要素:
3.本发明的目的在于提供一种双管道双层热流道内外包胶注塑模具,其能够对注塑件进行内外包胶注塑,并且使得胶料能够受热均匀,避免堵塞或结团,大大提高了注塑产品的质量。
4.本技术是通过以下技术方案实现的:一种双管道双层热流道内外包胶注塑模具,包括分流板、安装于所述分流板下方的热嘴、以及供所述热嘴嵌入固定的模组,所述模组上对应所述热嘴设置有用于放置注塑件的容置腔,所述分流板包括分流板本体、分设于所述分流板本体两侧的加热部件、以及夹设于两所述加热部件之间的多条分流板流道,所述热嘴上对应多条所述分流板流道设置有胶料通道。
5.如上所述的一种双管道双层流道内外包胶注塑模具,所述分流板本体上至少设有两条所述分流板流道,所述分流板流道分别包括外接入料通道的加热段、以及连通所述加热段和热嘴的送料段,两所述加热段上下分层且分别靠近上下两侧的两所述加热部件设置。
6.如上所述的一种双管道双层流道内外包胶注塑模具,所述加热段包括横纵交错设置并相互连通的第一通道和第二通道,所述第一通道和所述第二通道的端部分别连通于所述该分流板相邻的两侧上。
7.如上所述的一种双管道双层流道内外包胶注塑模具,所述加热部件包括对称设置于所述分流板两侧的加热组件,所述加热组件包括横向设置于分流板上的第一加热件和第二加热件。
8.如上所述的一种双管道双层流道内外包胶注塑模具,所述第一加热件设置于所述分流板的边缘,且所述第一加热件的端部位于所述分流板的外侧,所述第二加热件包括横向设置于所述分流板中段上的第一加热部、以及沿所述第一加热部弯折延伸的第二加热部,所述第二加热部纵向设置于所述分流板的边缘处,且所述第二加热部的端部位于所述分流板的外侧。
9.如上所述的一种双管道双层流道内外包胶注塑模具,所述热嘴包括热嘴本体、以
及盖合于所述热嘴本体上的下盖,所述下盖上设有出料口,所述胶料通道包括连通所述分流板流道和所述出料口的第一胶料通道和第二胶料通道,以对铸件进行不同颜色胶料的注塑。
10.如上所述的一种双管道双层流道内外包胶注塑模具,所述热嘴上还设有位于所述第一胶料通道和所述第二胶料通道之间且连通所述出料口的阀芯,所述阀芯用于供阀针穿设,阀针相对所述阀芯移动时,所述第二胶料通道、所述第一胶料通道依次与所述出料口连通,以在所述出料口处形成内外双环胶料。
11.如上所述的一种双管道双层流道内外包胶注塑模具,所述下盖和所述热嘴本体之间形成一料腔,所述第一胶料通道与所述阀芯连通,所述第二胶料通道底端与所述料腔连通,在阀针朝向远离所述出料口移动时,所述第一胶料通道和所述第二胶料通道依次连通,以对铸件进行内外包胶注塑作业。
12.如上所述的一种双管道双层流道内外包胶注塑模具,所述热嘴还包括装设于所述热嘴本体周侧的第三加热件。
13.如上所述的一种双管道双层流道内外包胶注塑模具,所述模组包括上模板和下模板,所述上模板上设有供所述热嘴放置的容置孔,所述下模板还包括装设于所述容置槽内以供注塑件放置的型芯,所述型芯上对应所述出料口设有通孔。
14.与现有技术相比,本技术有如下优点:
15.本发明的一种双管道双层热流道内外包胶注塑模具,包括分流板、安装于所述分流板下方的热嘴、以及供所述热嘴嵌入固定的模组,所述模组上对应所述热嘴设置有用于放置注塑件的容置腔,所述分流板包括分流板本体、分设于所述分流板本体两侧的加热部件、以及夹设于两所述加热部件之间以用于注塑不同颜色胶料的多条分流板流道,所述热嘴上对应多条所述分流板流道设置有胶料通道,其能够对注塑件进行内外包胶注塑,并且使得胶料能够受热均匀,避免堵塞或结团,大大提高了注塑产品的质量。
【附图说明】
16.为了更清楚地说明本技术实施例中的技术方案,下面将对实施例描述中所需要使用的附图作简单地介绍,显而易见地,下面描述中的附图仅仅是本技术的一些实施例,对于本领域普通技术人员来讲,在不付出创造性劳动的前提下,还可以根据这些附图获得其他的附图。
17.图1为本技术实施例的内外包胶注塑模具的结构示意图。
18.图2为本技术实施例的内外包胶注塑模具的另一角度的结构示意图。
19.图3为本技术实施例的内外包胶注塑模具的a-a剖视图。
20.图4为本技术实施例的内外包胶注塑模具的b-b剖视图。
21.图5为本技术实施例的内外包胶注塑模具的的c-c剖视图。
22.图6为本技术实施例的内外包胶注塑模具的d-d剖视图。
23.图7为本技术实施例的内外包胶注塑模具的e-e剖视图。
24.图8为本技术实施例的分流板的结构示意图。
25.图9为本技术实施例的热嘴的结构示意图。
26.图10为本技术实施例的热嘴的爆炸图。
27.图11为本技术实施例的型芯的结构示意图。
【具体实施方式】
28.为了使本技术所解决的技术问题、技术方案及有益效果更加清楚明白,以下结合附图及实施例,对本技术进行进一步详细说明。应当理解,此处所描述的具体实施例仅仅用以解释本技术,并不用于限定本技术。
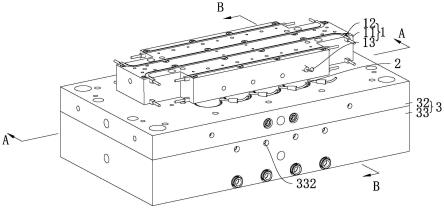
29.如图1-11所示,本技术实施例提出一种双管道双层热流道内外包胶注塑模具,包括分流板1、安装于所述分流板1下方的热嘴2、以及供所述热嘴2嵌入固定的模组3,所述模组3上对应所述热嘴2设置有用于放置注塑件的容置腔31,所述分流板1包括分流板本体11、分设于所述分流板本体11两侧的加热部件12、以及夹设于两所述加热部件12之间以用于注塑不同颜色胶料的多条分流板流道13,所述热嘴2上对应多条所述分流板流道13设置有胶料通道21,以对铸件进行内外包胶作业,通过将两所述分流板流道13设置于所述两所述加热部件12之间,使所述分流板流道13内的胶料均匀受热,其能够对注塑件进行内外包胶注塑,并且使得胶料能够受热均匀,避免堵塞或结团,大大提高了注塑产品的质量。
30.所述分流板本体11上至少包括两条所述分流板流道13,两所述分流板流道13分别包括外接入料通道的加热段131、以及连通所述加热段131和所述胶料通道21的送料段132,两所述加热段131分层且分别靠近两所述加热部件12设置,两所述加热段131同平面设置于两所述加热部件12中间时,由于所述加热部件12到达中间的热量有限,两所述加热段131需要均分热量,以使两所述加热段131内的胶料融化,将两所述加热段131分层且分别靠近两所述加热部件12设置,使其各自受到所述加热部件12的热量,避免受热不均导致内部胶料结团,甚至堵塞在所述加热段131内;其中,两所述分流板流道13分别沿所述分流板1的中心轴对称,所述加热段131包括横纵交错设置并连通的第一通道133和第二通道134,所述第一通道133和所述第二通道134的端部分别连通于所述分流板1相邻的两侧上,两所述分流板流道13设置于同一相对位置时,相对于两所述分流板流道13的其余位置,所述加热部件12的热量难以利用,造成热量散失,通过将两所述分流板流道13错开设置,以最大限度的利用所述加热部件12所产生的热量,利用率更高。
31.所述送料段132的横截面呈现“腰豆”型,增大下料面积的同时,使得料能够呈现圆状铺开,保证产品的优良率。
32.所述加热部件12包括对称设置于所述分流板1两侧的加热组件121,所述加热组件121包括横向设置于分流板1上的第一加热件122和第二加热件123,其中,所述第一加热件122设置于所述分流板1的边缘,且所述第一加热件122的端部位于所述分流板1的外侧,所述第二加热件123包括横向设置于所述分流板1中段上的第一加热部124、以及沿所述第一加热部124弯折延伸的第二加热部125,所述第二加热部125纵向设置于所述分流板1的边缘处,且所述第二加热部125的端部位于所述分流板1的外侧,其最大限度的保证了所述分流板1整体均匀受热,提高了热量的利用率。
33.所述热嘴2包括热嘴本体22、以及盖合于所述热嘴本体22上的下盖23,所述下盖23上设有出料口24,所述胶料通道21包括连通所述分流板流道13和所述出料口24的第一胶料通道25和第二胶料通道26,以对铸件进行不同颜色胶料的注塑,所述热嘴2上还设有位于所述第一胶料通道25和所述第二胶料通道26之间且连通所述出料口24的阀芯27,所述阀芯27
内穿设有阀针,阀针相对所述阀芯27移动以连通/隔绝所述第一胶料通道25、所述第二胶料通道26与所述出料口24,其中,所述下盖23和所述热嘴本体22之间形成一料腔28,所述第一胶料通道25与所述阀芯27连通,所述第二胶料通道26底端与所述料腔28连通,在阀针朝向远离所述出料口24移动时,所述第一胶料通道25和所述第二胶料通道26依次连通,以对铸件进行内外包胶注塑作业,所述热嘴2还包括装设于所述料腔28内的镶件29,所述镶件29对应所述第一胶料通道25底端设置,使所述第一胶料通道25连通于所述阀芯27内,以同时对铸件进行内外包胶注塑作业,通过所述镶件29将所述第一胶料通道25的出料端连通于所述阀芯27上,实现同时进行内外包胶注塑,大大缩短了生产时间,提高了生产效率。
34.所述下盖23包括盖合于所述热嘴本体22外侧的下盖主体231、以及装设于所述下盖主体231和所述镶件29之间的嵌件232,在长时间使用时,胶料对所述镶件29存在一定的冲击力,所述镶件29对所述下盖23容易造成磨损甚至损坏,设置所述下盖主体231和所述嵌件232,无需整体更换下盖23,降低了后期维护的成本。
35.所述下盖23内侧设有朝向所述出料口24倾斜、且呈“漏斗状”的下料槽233,便于内部的胶料流出。
36.所述热嘴2还包括装设于所述热嘴本体22周侧的第三加热件20,其中所述热嘴本体22上还设有沿所述热嘴本体22周侧且朝向所述热嘴本体22底端弯折延伸的弯折部221,所述弯折部221与所述热嘴本体22之间形成一容置槽222,所述弯折部221上设有第一缺口223,所述第三加热件20一端嵌入至所述容置槽222内,且所述第三加热件20与外界连接的连接端由所述第一缺口223处穿设出,设置所述第三加热件20,对进入所述热嘴2内的胶料进行加热或保温,避免其在所述热嘴2内硬化,造成堵塞或影响加工质量。
37.所述模组3包括上模板32和下模板33,所述上模板32上设有供所述热嘴2放置的容置孔321,所述下模板33还包括装设于所述容置槽31内以供注塑件放置的型芯34,所述型芯34上对应所述出料口24设有通孔341,所述下模板33上设有进水口331和出水口332,所述型芯34外侧与所述下模板33之间设有连通所述进水口331和所述出水口332的冷却腔333,所述型芯34外侧排列有多个散热鳍342,以将所述型芯34内的热量散出,所述散热鳍342能增大与外界的接触面积,将胶料散出至所述型芯34上的热量,快速散出,提高注塑件的加工质量、以及加工效率。
38.所述进水口331和所述出水口332分设于所述下模板33的两侧,所述下模板33上设有多组所述型芯34,所述下模板33上设有连通多组所述型芯34的通道334,以使水由所述进水口331进入,依次流过多组所述型芯34,再由所述出水口332流出,所述进水口331的相对高度低于所述出水口332设置,所述型芯34上端设有多组交错设置的通孔343,以连通所述冷却腔333和所述通道334,其使得水能在所述冷却腔333内停留并与所述型芯34和所述散热鳍342进行热量交换,使得降温更彻底。
39.所述散热鳍342周侧抵接于所述下模板33上,以使相邻所述散热鳍342与所述下模板33之间形成封闭腔344,所述散热鳍342的边缘处设有第二缺口345,以连通相邻所述封闭腔344,相邻所述第二缺口345交错设置于所述型芯34的两侧,以减缓水流的速度,使得其能充分进行换热,降低水的使用量。
40.所述下模板33上连接有固定件335,所述型芯34底端设有凸缘346,所述固定件335上对应所述凸缘346设有凹槽336,所述凸缘346抵接于所述下模板33底端,以固定所述型芯
34,其稳固性更高;所述型芯34上下两端设有密封圈347,以将所述冷却腔333与外界隔绝,避免漏水。
41.综上所述,本技术具有但不限于以下有益效果:
42.本发明的一种双管道双层热流道内外包胶注塑模具,包括分流板1、安装于所述分流板1下方的热嘴2、以及供所述热嘴2嵌入固定的模组3,所述模组3上对应所述热嘴2设置有用于放置注塑件的容置腔31,所述分流板1包括分流板本体11、分设于所述分流板本体11两侧的加热部件12、以及夹设于两所述加热部件12之间以用于注塑不同颜色胶料的多条分流板流道13,所述热嘴2上对应多条所述分流板流道13设置有胶料通道21,以对铸件进行内外包胶作业,通过将两所述分流板流道13设置于所述两所述加热部件12之间,使所述分流板流道13内的胶料均匀受热,其能够对注塑件进行内外包胶注塑,并且使得胶料能够受热均匀,避免堵塞或结团,大大提高了注塑产品的质量。
43.应当理解的是,本技术中采用术语“第一”、“第二”等来描述各种信息,但这些信息不应限于这些术语,这些术语仅用来将同一类型的信息彼此区分开。例如,在不脱离本技术范围的情况下,“第一”信息也可以被称为“第二”信息,类似的,“第二”信息也可以被称为“第一”信息。此外,术语“中心”、“上”、“下”、“左”、“右”、“竖直”、“水平”、“内”、“外”等指示的方位或位置关系为基于附图所示的方位或位置关系,仅是为了便于描述本技术和简化描述,而不是指示或暗示所指的装置或元件必须具有特定的方位、以特定的方位构造和操作,因此不能理解为对本技术的限制。
44.如上所述是结合具体内容提供的一种或多种实施方式,并不认定本技术的具体实施只局限于这些说明。凡与本技术的方法、结构等近似、雷同,或是对于本技术构思前提下做出若干技术推演,或替换都应当视为本技术的保护范围。
再多了解一些
本文用于创业者技术爱好者查询,仅供学习研究,如用于商业用途,请联系技术所有人。