1.本技术涉及热轧带钢领域,尤其涉及一种基于内圈刚度控制的热轧扁卷控制方法。
背景技术:
2.热轧带钢产品逐渐向高强度、薄规格方向发展,高强钢品种的高淬硬性合金含量、较薄的厚度均提高了钢卷发生扁卷的倾向性,阻碍了产品的批量稳定生产。
3.针对热轧带钢的扁卷问题,公开号为cn1506174a的专利公开一种控制方法,将钢带的卷取温度控制在ar1 (-10~ 60℃)范围,使钢卷的相变从外层及卷筒接触的芯部向中间层逐步进行消除扁卷。公开号为cn108754104a的专利公开一种双相钢扁卷缺陷的方法,终轧温度按照奥氏体的铁素体化的相变起始温度控制,促进奥氏体向铁素体转变;热轧冷却段分成快冷段和缓冷段,在快冷段将热轧板冷却到层冷中间温度,促进奥氏体向铁素体转变,在缓冷段促进奥氏体向珠光体转变,降低残余奥氏体的占比。公开号为cn107904376a的专利提供一种防止双相钢扁卷的方法及装置,通过控制精轧出口温度为860~900℃、控制冷却速度为70~100℃/s,为带钢相变积累能量使得带钢相变提前发生,防止带钢卷取成卷后再发生相变形成扁卷。上述扁卷控制技术认为钢卷卷取后发生相变产生的相变膨胀是扁卷产生的原因,通过控制钢卷的相变及冷却收缩行为或者控制带钢在层流辊道发生相变来控制扁卷。但是部分钢种的奥氏体相变被较大的延迟,难以实现理想状态的相变调控。
4.公开号为cn102335681a的专利公开了一种防止热轧带钢扁卷的卷取方法,将卷取后的钢卷在卷取机卷筒上停留20s~60s。公开号为cn107812789a的专利公开了防止扁卷的方法,卷取后的热轧钢卷在卷取机上停留5~20s;专利号为zl202010183210.4的专利公开了一种热轧先进高强钢的扁卷控制方法,通过带钢精轧表面粗糙度控制阶段、层流冷却奥氏体相变控制阶段、卷取张力控制阶段、卷取后旋转控制阶段来控制扁卷。上述延长钢卷卸卷前等待时间的方法经实践验证效果有限,原因在于相变导致的层间失张已在卷取时产生,卷取后的卷筒停留并不会降低层间缝隙,而且此方式影响带钢生产的节奏。
技术实现要素:
5.本技术的目的之一在于提供一种基于内圈刚度控制的热轧扁卷控制方法,以解决现有的热轧带钢的容易发生扁卷的问题。
6.本技术的技术方案是:
7.一种基于内圈刚度控制的热轧扁卷控制方法,包括以下步骤:根据热轧带钢在热轧生产过程中相变完成的位置将所述热轧带钢沿长度方向依次划分为第一段、第二段以及第三段,且第一段的长度为l1、卷取温度为ct1,其中,l1=8~10m、ct1=640~660℃;第二段的长度为l2、卷取温度为ct2,其中,l2=g/22
×
75000/(σh)
×
2.0/h
×
1250/w,ct2≤t
90m
,t
90m
为钢奥氏体在冷却时完成90%马氏体转变的温度,g为钢卷卷重(吨),σ为t
90m
时的所述热轧带钢屈服强度(mpa),h为所述热轧带钢厚度(mm),w为所述热轧带钢宽度(mm);第三段
的长度为l3、卷取温度为ct3,其中,l3为剩余所述热轧带钢的长度,ct3为基于组织性能、表面质量所确定的所述热轧带钢上的长度为l3处的卷取温度。
8.作为本技术的一种技术方案,对所述热轧带钢的第二段处进行快速冷却,并以≥150℃/s冷速将所述热轧带钢快速冷却至马氏体转变温度区,以使ct2≤t
90m
。
9.作为本技术的一种技术方案,所述热轧带钢的第二段处的90%马氏体转变温度t
90m
、t
90m
温度下的所述热轧带钢屈服强度σ均可采用相变模拟软件计算或热模拟试验测量。
10.作为本技术的一种技术方案,所述热轧带钢的化学成分的重量百分含量为c:0.15~0.30%;si:0.01~2.0%;mn:0.4~3.0%;cr≤1.0%;ti nb v mo cu≤1.5%;p≤0.03%;s≤0.01%;n≤0.01%;b≤0.01%,其余为fe及不可避免的杂质。
11.作为本技术的一种技术方案,所述热轧带钢的厚度h为1.0mm≤h≤2.5mm,宽度为1000~1600mm。
12.进一步地,结合热轧带钢的扁卷机理阐述采用上述方案的原因。带钢在热轧生产过程中相变完成的位置及阶段分为三个,如图1所示:
13.(1)带钢处于层流辊道上:为阶段
①
;
14.(2)带钢处于夹送辊至卷取机卷筒之间,以及进卷取机后一段时间(如1-3圈带钢范围),为阶段
②
;
15.(3)带钢处于下卷取机后的运输链至钢卷库存储,为阶段
③
;
16.带钢在阶段
②
处于相变阶段时极大概率会产生扁卷(即边卷取边相变的情形),在阶段
①
完成相变或者在阶段
③
开始发生相变均不会发生扁卷。
17.带钢在阶段
②
发生相变会产生扁卷的相关机理如下:(1)带钢卷取时朝钢卷尾端方向的相变膨胀将干扰夹送辊张力,出现卷取失张;(2)带钢在夹送辊及卷筒之间、以及进卷取机后一段时间(1~3圈带钢范围)处于相变阶段,带钢产生相变膨胀及相变塑性伸长,这种伸长过程与卷取过程同时进行,造成钢卷难以卷紧,因而层间径向压应力减小,层间摩擦力减小,从而带钢容易发生层间滑移、刚度降低。卸卷后,在钢卷自重作用下,钢卷发生扁卷。钢中大部分合金元素使相变c曲线右移,增加过冷奥氏体的稳定性,使铁素体、珠光体和贝氏体相变的孕育期延长;钢中合金量越多,一般影响越显著。根据热轧扁卷的机理,通过对带钢的冷却路径进行控制,即通过相变干预使带钢的相变尽可能的避开阶段
②
是扁卷控制方向,即在层流辊道(阶段
①
)完成相变或完全在阶段
③
开始相变。采用基于奥氏体单相区卷取的控制工艺或者基于中间温度控制的中温卷取控制工艺对带钢的相变进行控制是两个重要控制思路。但是受钢种成分、产线特征、组织性能要求限制,带钢无法采取相关工艺,或者采用相关工艺也无法达到相变率阈值,无法实现扁卷的控制。
18.当无法通过相变干预控制扁卷时,需采用增加钢卷内圈刚度的方式,防止卸卷后钢卷自重的作用下发生扁卷。
19.根据带钢在热轧生产过程中相变完成的位置将热轧带钢沿长度方向依次划分为第一段、第二段以及第三段,且第一段的长度为l1、卷取温度为ct1,其中,l1=8~10m、ct1=640~660℃;第一段采用高温的目的是方便卷取咬入,防止发生卷取废钢事故,其设定长度不能太长,以免影响内圈高刚度的建立。同时,l2=g/22
×
75000/(σh)
×
2.0/h
×
1250/w,ct2≤t
90m
,t
90m
为完成90%马氏体转变温度,g为钢卷卷重,σ为t90m时的热轧带钢屈服强度,h为热轧带钢厚度,w为热轧带钢宽度;通过头部一定长度的带钢快速冷却进入马氏体区提
高带钢的强度,卷取形成高强度芯轴支撑钢卷自重;并且,带钢厚度越薄、卷重越大、同卷重下带钢越窄,所需第二段长度越长。此外,l3为剩余带钢即第三段的长度,ct3为基于组织性能、表面质量等要求确定的热轧带钢上长度为l3处的卷取温度。
20.此外,该方法涵盖热轧带钢的化学成分重量百分含量为c:0.15~0.30%;si:0.01~2.0%;mn:0.4~3.0%;cr≤1.0%;ti nb v mo cu≤1.5%;p≤0.03%;s≤0.01%;n≤0.01%;b≤0.01%。当钢中c、mn、cr、b等淬硬性元素含量较低,扁卷一般不会发生;淬硬性元素非常高时,带钢脆性变大,也不适合基于内圈刚度控制的头部低温卷取工艺。
21.本技术的有益效果:
22.本技术的基于内圈刚度控制的热轧扁卷控制方法中,其通过控制带钢头部一定长度的带钢卷取温度使其强度提高,从而提高一定厚度的钢卷内圈刚度形成高强度芯轴支撑钢卷重量,通过此方法可实现其他相变调控方式无法实现的扁卷控制,并能有效地控制带钢产生扁卷。
附图说明
23.为了更清楚地说明本技术实施方式的技术方案,下面将对实施方式中所需要使用的附图作简单地介绍,应当理解,以下附图仅示出了本技术的某些实施例,因此不应被看作是对范围的限定,对于本领域普通技术人员来讲,在不付出创造性劳动的前提下,还可以根据这些附图获得其他相关的附图。
24.图1为本技术实施例提供的带钢在热轧生产过程中相变完成的位置及阶段示意图;
25.图2为本技术实施例提供的通过相变模拟计算得出160℃/s冷速条件下980qp的相比例随温度变化曲线示意图;
26.图3为本技术实施例提供的通过相变模拟计算得出160℃/s冷速条件下980qp的屈服强度随温度变化曲线示意图。
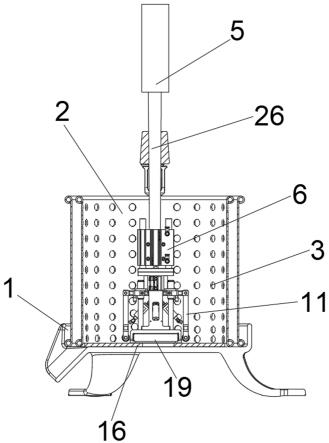
27.图标:1-热轧带钢。
具体实施方式
28.为使本技术实施例的目的、技术方案和优点更加清楚,下面将结合本技术实施例中的附图,对本技术实施例中的技术方案进行清楚、完整地描述,显然,所描述的实施例是本技术一部分实施例,而不是全部的实施例。通常在此处附图中描述和展示出的本技术实施例的组件可以以各种不同的配置来布置和设计。
29.因此,以下对在附图中提供的本技术的实施例的详细描述并非旨在限制要求保护的本技术的范围,而是仅仅表示本技术的选定实施例。基于本技术中的实施例,本领域普通技术人员在没有做出创造性劳动前提下所获得的所有其他实施例,都属于本技术保护的范围。
30.应注意到:相似的标号和字母在下面的附图中表示类似项,因此,一旦某一项在一个附图中被定义,则在随后的附图中不需要对其进行进一步定义和解释。
31.在本技术的描述中,需要说明的是,术语“上”、“下”等指示的方位或位置关系为基于附图所示的方位或位置关系,或者是该发明产品使用时惯常摆放的方位或位置关系,仅
是为了便于描述本技术和简化描述,而不是指示或暗示所指的装置或元件必须具有特定的方位、以特定的方位构造和操作,因此不能理解为对本技术的限制。
32.实施例:
33.生产钢种:980qp,热轧带钢1的化学成分(wt.%)如表1所示,其余为fe及不可避免的杂质;热轧带钢1厚度规格从1.0mm到2.5mm,宽度从1000到1600mm。
34.表1:hr980qp带钢化学成分(wt.%)
35.csimnpsnalt0.191.821.910.0080.0020.0040.03
36.首先基于钢种成分,通过相变模拟计算软件jmatpro计算得出980qp的t90m=245℃,如图2;同时计算此温度下钢屈服强度σ=644mpa,如图3。然后将热轧带钢1进行三段式ct控制,首先热轧带钢1第一段l1=8~10m、ct1=640~660℃;然后将第二段段快冷至卷取温度ct2,使ct2≤t
90m
,l2则根据l2=g/22
×
75000/(σh)
×
2.0/h
×
1250/w来确定,其中,ct2≤t
90m
,t
90m
为完成90%马氏体转变温度、g为钢卷卷重(吨)、σ为t90m时的所述热轧带钢屈服强度(mpa)、h为所述热轧带钢1的厚度(mm)、w为所述热轧带钢1的宽度(mm);第三段中的l3为剩余所述热轧带钢1的长度,ct3为基于组织性能、表面质量等要求确定的主体部分ct=500℃。
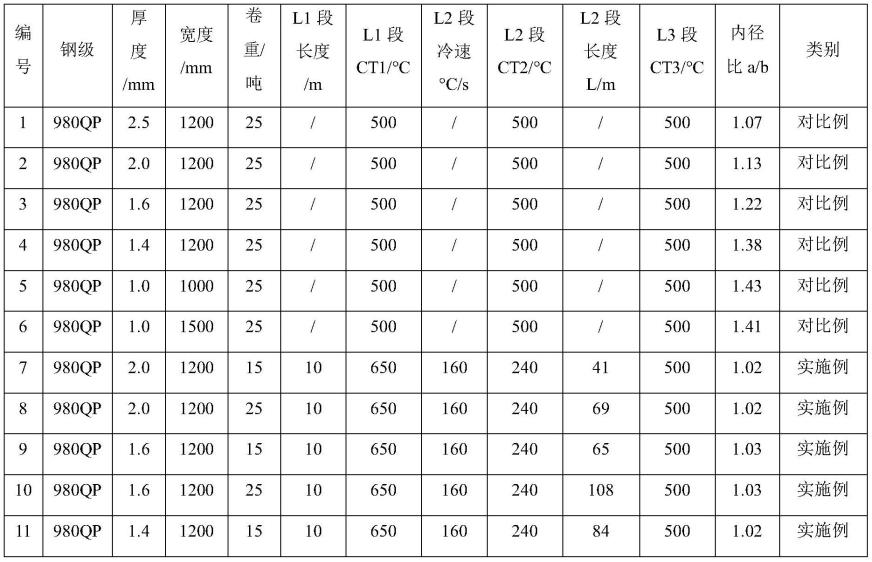
37.980qp卷取控制工艺及卷形控制实绩如表2所示,当钢卷内径长轴a/短轴b>1.05表明钢卷存在需要控制的扁卷,可以看出通过内圈刚度控制法可以控制980qp带钢的扁卷。
38.表2 980qp卷取控制工艺及卷形控制实绩
[0039][0040]
[0041]
以上所述仅为本技术的优选实施例而已,并不用于限制本技术,对于本领域的技术人员来说,本技术可以有各种更改和变化。凡在本技术的精神和原则之内,所作的任何修改、等同替换、改进等,应包含在本技术的保护范围之内。
再多了解一些
本文用于创业者技术爱好者查询,仅供学习研究,如用于商业用途,请联系技术所有人。