技术特征:
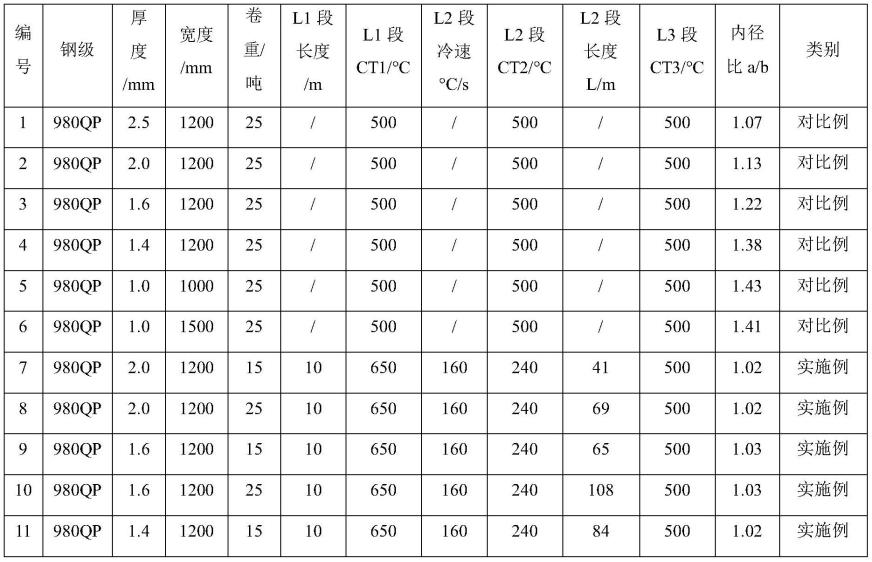
1.一种基于内圈刚度控制的热轧扁卷控制方法,其特征在于,包括以下步骤:根据热轧带钢在热轧生产过程中相变完成的位置将所述热轧带钢沿长度方向依次划分为第一段、第二段以及第三段,且第一段的长度为l1、卷取温度为ct1,其中,l1=8~10m、ct1=640~660℃;第二段的长度为l2、卷取温度为ct2,其中,l2=g/22
×
75000/(σh)
×
2.0/h
×
1250/w,ct2≤t
90m
,t
90m
为钢奥氏体在冷却时完成90%马氏体转变的温度,g为钢卷卷重,σ为t
90m
时的所述热轧带钢屈服强度,h为所述热轧带钢厚度,w为所述热轧带钢宽度;第三段的长度为l3、卷取温度为ct3,其中,l3为所述热轧带钢的剩余长度,ct3为基于组织性能、表面质量所确定的所述热轧带钢上长度为l3处的卷取温度。2.根据权利要求1所述的基于内圈刚度控制的热轧扁卷控制方法,其特征在于,对所述热轧带钢的第二段处进行快速冷却,并以≥150℃/s冷速将所述热轧带钢快速冷却至马氏体转变温度区中的温度,以使ct2≤t
90m
。3.根据权利要求1所述的基于内圈刚度控制的热轧扁卷控制方法,其特征在于,所述热轧带钢的第二段处的90%马氏体转变温度t
90m
、t
90m
温度下的所述热轧带钢屈服强度σ均可采用相变模拟软件计算或热模拟试验测量。4.根据权利要求1所述的基于内圈刚度控制的热轧扁卷控制方法,其特征在于,所述热轧带钢的化学成分的重量百分含量为c:0.15~0.30%;si:0.01~2.0%;mn:0.4~3.0%;cr≤1.0%;ti nb v mo cu≤1.5%;p≤0.03%;s≤0.01%;n≤0.01%;b≤0.01%,其余为fe及不可避免的杂质。5.根据权利要求1所述的基于内圈刚度控制的热轧扁卷控制方法,其特征在于,所述热轧带钢的厚度h为1.0mm≤h≤2.5mm,宽度为1000~1600mm。
技术总结
本申请提供一种基于内圈刚度控制的热轧扁卷控制方法,其包括:根据带钢在热轧生产过程中相变完成的位置将热轧带钢沿长度方向依次划分为第一段、第二段以及第三段,且第一段的长度为L1、卷取温度为CT1,其中,L1=8~10m、CT1=640~660℃;第二段的长度为L2、卷取温度为CT2,其中,L2=G/22
技术研发人员:刘洋 王成 孙宜强 刘义滔 邱晨 蔡珍 刘昌明 胡俊 刘永前 赵敏
受保护的技术使用者:武汉钢铁有限公司
技术研发日:2022.09.30
技术公布日:2023/1/31
再多了解一些
本文用于创业者技术爱好者查询,仅供学习研究,如用于商业用途,请联系技术所有人。