1.本发明涉及用于门、后挡板或类似物的模块,该模块安装在车辆中,以用于将所述门、后挡板或类似物的结构的湿润区域与干燥区域隔离。
2.本发明还涉及该模块的制造方法,同样也涉及包含该模块的车辆。
背景技术:
3.车辆在其制造过程中包含位于车辆结构的各种位置处的面板,以对内部进行密封,从而抵抗水从外部进入。
4.这些面板在门和后挡板中具有较大的重要性,在这些门和后挡板中安装有具有与外部接触的元件的系统,并且系统结合在结构与面板本身之间。面板借助于各种锚固点附接至所述车辆结构,并且优选地,面板在其外周处具有密封垫圈或密封件,以防止水穿过所述面板。根据车辆的设计,这些密封件也可以在锚固点或其他点处被发现。
5.已知的门和后挡板面板密封件由弹性材料构成,弹性材料的硬度通常为5肖氏a。一方面,这使得面板能够容易地适应其附接位置,这种安装操作对于执行操作的人来说是较简单的,但当构型测量——主要是车辆的结构方面——发生变化时会涉及正确的水密附接不存在的可能性。
6.除上述之外,在许多情况下,这种硬度降低的密封件会导致缺乏弹性记忆、在相当长的时间后缺乏水密性并且失调,因此需要拆卸及重新附接密封件。
7.将密封件应用至外周以及需要所述密封件的点的方法习惯上是在完全成形时借助于附加的粘合剂将密封件粘附至面板支撑件的。该应用通过遵循面板的整个外周以及接触点或区域来执行,接触点或接触区域必须通过自动施加器进行水密,自动施加器使用对应的粘合剂实施密封。上述内容涉及辅助设备和停滞时间的额外支出,同时在不同于支撑件构造的设备上进行工作。
8.在硬度方面,在支撑件与密封件之间,尽管在使用非常不同的材料时具有较大的自由,但也可以采用非常软的密封件,从而能够简单地安装及调节,该过程使得面板支撑件与密封件之间的接合部由于面板和车辆结构所承受的环境条件——主要是温度——随着时间的推移而相对较容易地变形。
9.对于这种使用,已知的密封件包括两个形状相同的密封唇状部,从而在面板安装在结构上时增大了面板的水密性。
10.已知的密封垫圈包含使用双注射或多注射工艺无法实现的唇状几何形状,唇状几何形状的构型会在唇状部之间由于过多材料而产生干扰,这在许多情况下可能产生密封不足和/或更高的生产成本,此外,还在一些唇状部中产生具有较低效率的密封件。
技术实现要素:
11.本发明的目的是提供一种车辆的门模块,同样地,提供一种制造所述模块的方法和一种包括该模块的车辆,本发明解决了上述缺点,并具有以下将描述的其他优点。
12.首先,旨在澄清所使用的某些术语,以使这些术语不应被理解为限制性的,或者构型/应用的明显变化可能会在不改变保护对象的情况下改变本说明书中使用的附图标记。
13.特别地,应参考这样的事实:门模块优选地与门模块在车门和后挡板中的安装相关联,门模块名称由此而来,但应当理解,这包括模块的涵盖车辆的结构/底盘的任何应用,以用于借助于这些具有密封件的模块来对内部进行覆盖和防水。
14.关于将在本说明书中示出的密封唇状部的取向,必须通过将位于更靠近支撑面板的内部中央区域的位置的唇状部作为内部唇状部来理解内部唇状部或外部唇状部的参考。类似地,外部唇状部必须被理解为位于更靠近支撑面板外周的外部位置。
15.还认为澄清下述组装方向是重要的:组装方向通常垂直于或明显垂直于结构的安装有支撑面板的平面。
16.支撑面板的最大高度应理解为面板的下述高度/厚度:该高度/厚度将限定接触表面,从而限定在支撑面板的所述组装方向上的组装极限。
17.同样为了澄清,为密封垫圈的唇状部确定了两个高度尺寸。总高度,总高度是每个唇状部在唇状部的倾斜方向上的总尺寸,其中,唇状部从密封垫圈的基部露出;以及致动高度,致动高度为所述总高度在组装方向上的分量并且从支撑面板的最大高度开始计算。
18.因此,根据该目的,在第一方面,本发明是基于安装在车辆的门、后挡板或类似物的结构上的门模块的类型,该门模块将所制造的车辆的湿润区域与干燥区域分开。与门的功能相关的一个或更多个系统可以安装在该面板上。
19.该门模块包括支撑面板,支撑面板具有至少位于支撑面板的外周处的密封件,其中有利地,所述支撑面板和密封件借助于双注射或多注射使用相同的生产设备在同一步骤中形成一体的组件。
20.本发明的特征还在于,密封垫圈具有至少两个密封唇状部,至少两个密封唇状部从密封垫圈的通过双注射或多注射而与支撑面板接合所获得的接合基部的区域露出。这些唇状部朝向支撑面板的位置露出,从而沿相对于组装方向的倾斜方向超出支撑面板的最大高度。该倾斜是朝向支撑件的内部区域进行的,从而使至少两个唇状部通过组装压力朝向支撑面板的内部弯曲。
21.本发明的另一特征在于,至少两个唇状部具有下述几何形状:所述几何形状构造成使得较外部的第一唇状部的致动高度小于较内部的第二唇状部的致动高度。
22.本发明的特征还在于,较低致动高度的第一唇状部的总高度具有下述大小:所述大小的值构造成使得在所述第一唇状部由于组装压力而弯曲时,较低高度的所述第一唇状部不与另外的较内部的第二密封唇状部交叠。
23.这种有利的构型使得能够至少以上述部件和特征将模块生产为单个块或部件,称为一体式件。单个部件的这种布置能够提高生产率,这种布置在单个阶段中由相同的设备项目执行,同时或即刻连续地将形成支撑件的具有较大刚性的材料和形成密封件的具有较大弹性的材料注射到相同的模具中。
24.以这种方式,避免了机械接合或粘合接合或其他后续步骤;机械接合或粘合接合也易于随着时间的流逝以及/或者当模块从其在车辆结构中的安装拆卸时失去机械接合或粘合接合的性能。
25.呈至少两个密封唇状部的构型允许确保通过双密封垫圈而正确地固定,但这有利
地在唇状部朝向支撑面板的内部倾斜的方向的情况下执行。这允许避免唇状部向外定向的问题,该问题涉及的是暴露于其他部件的接触部或在支撑面板的包含密封垫圈的区域的组装方向上的自身剪切作用。
26.此外,密封唇状部的构型允许通过密封唇状部中的各个不同材料的密封唇状部的移位而形成两次密封,既稳定又有效,而不会使外部唇状部的弯曲由于交叠而影响内部唇状部的密封,而交叠会使两个唇状部产生较差的密封效果,其中,外部的第一唇状部的致动高度低于内部的第二唇状部的致动高度,外部的第一唇状部和内部的第二唇状部构造成使得外部的第一唇状部在其弯曲时不与内部的第二唇状部交叠。
27.在本发明的优选实施方式中,至少两个密封唇状部相对于与组装结构的平面垂直的组装方向的倾斜度介于15
°
与45
°
之间,其中,至少两个唇状部的所述倾斜朝向支撑件的内部区域的。
28.这种倾斜允许确保密封唇状部的弯曲和移位在相同方向上执行并朝向内部进行,从而保持了有效的致动高度,该致动高度不需要每个唇状部的总高度都很高从而导致材料成本过高。
29.同样优选地,较低高度的第一唇状部的致动高度在垂直于组装方向的方向上的尺寸为较大高度的内部的第二唇状部的致动高度的50%至70%。
30.这种构型允许确保两个唇状部的密封,即使两个唇状部具有不同的致动高度也是如此。
31.在另一优选实施方式中,较低高度的第一唇状部的总高度是在第一唇状部的倾斜方向上自支撑面板的最大高度起的尺寸,该尺寸被包括在比两个唇状部之间存在的距离小的值与比唇状部之间的距离大35%的值之间。
32.除了上述双重密封之外,该构型还实现了外部较低的唇状部在其弯曲时所覆盖的范围的限制,而不会与内部的唇状部交叠,从而避免了两个唇状部的在有效密封方面的干扰。
33.优选地,密封件与面板的外周之间的接合部是由接合区域形成的,接合区域在接合点处具有与面板的表面不垂直的横向截面,使得:与具有垂直于面板的表面的横向截面的表面相比,增大了外周密封件与面板之间的粘合表面。
34.在双注射或多注射过程期间在相同的阶段通过相同的设备执行的这种接合借助于在刚注射的支撑面板的区域上注射密封件的材料来实施。该接合区域的形状有利地以非垂直的方式形成,从而实现了较大的接合表面,并因此实现了更好的化学结合和更好的接合耐久性,而垂直方式形成的接合区域则会形成较小的表面。
35.同样优选地,密封件与面板的外周之间的接合部是通过非直线的横向截面的方式形成的,从而与具有垂直于面板的表面的横向截面的接合部相比,使外周密封件与面板之间的接触表面增大了至少5%。
36.替代性地或附加地,作为上述接合区域的非垂直性的一种选择,通过以曲线或锯齿形形成横向截面,具有上述优点的所述接合部的表面积显著增大,这根据增大了5%而是明显的。
37.可选地,具有非直线截面的接合部可以通过面板在面板的外周区域处实现,该面板包括通道,通道用于接纳具有至少部分地凸起的形状的密封件。
38.除了如前述情况那样增大接合部的表面积之外,这种形状能够增大施加有密封件的区域的刚性。
39.除上述之外,通道在通道的整个长度上于通道的内部区域处包括用于密封件的配装的凹形基部、从通道的凸形形状突出的肋或突出部。
40.通过通道的这种构型,实现了在密封件的制造中所采用的材料的量的减少,因为填充该通道所需的材料比在材料完全凸起的情况下所需的材料少,从而通过密封件的材料的弹性保持了所需的弹性特性。该选项的成本较低,因为支撑面板中用于制造该纵向突起部的成本较低的材料的量的增大通过密封件的成本较高的材料的节省来补偿。该纵向肋还在所述外周处赋予组件更大的刚性。
41.根据本发明的可能的实施方式,外周密封垫圈具有两个密封唇状部,相对于支撑平面的中央区域处于内部的一个密封唇状部具有较大的尺寸,而相对于支撑平面的中央区域处于外部的另一密封唇状部具有较小的尺寸。在其他替代性实施方式中,该外周密封垫圈具有三个或更多个密封唇状部,以与上述相同的方式,该密封唇状部具有:相对于支撑面板的中央区域处于内部的具有较大尺寸的至少一个密封唇状部,以及,与具有较大尺寸的密封唇状件相邻的且相对于支撑面板的中央区域处于外部的具有较小尺寸的另外的密封唇状部。
42.具有两个或更多个密封唇状部的这些可能的实施方式能够形成至少两个密封接触点,以确保相同且不依赖于单个唇状部。
43.作为前面段落中提到的密封唇状部的构型的一种可能选择,这些密封唇状部中的至少一些唇状部的几何形状的厚度比其他密封唇状部的几何形状的厚度大。该特性允许具有主密封接触部,该主密封接触部基于具有较大厚度的唇状部以及因此具有比其他唇状部大的密封表面来吸收可能的较大公差或分散体(dispersions),并且具有根据先前特性的致动高度和总高度。
44.优选地,密封件包括具有大于15肖氏a的最终硬度的至少一个热塑性弹性体,该热塑性弹性体被硫化处理或以其他方式处理。该硬度虽然大于现有技术中用于组装的优选硬度,但使提供该硬度的弹性体能够与形成支撑面板的弹性体一起注射。
45.尽管在本发明的密封件中采用了较大的硬度,但由于组件上的压力,密封件的变形能够适应门结构的接触表面,从而实现门模块相对于门结构的密封。
46.如上所述,与已知的常规密封件相比,密封件的这种较大的硬度有利地通过挠曲线或挠曲区域来补偿,从而能够使用具有相当大硬度差的两种聚合物:支撑面板的聚合物和密封件的弹性体,具有上述优点的支撑面板的聚合物和密封件的弹性体可以同时或连续地在同一步骤中被双注射。
47.用于该密封垫圈的热塑性弹性体的使用源于具有尽可能低的压缩硬度的要求,使得密封件能够压缩20%、40%或70%,该计算基于实现所述压缩所需的每单位表面的力。优选值小于10mpa。
48.第二个要求是永久压缩程度,这是一种以两种方式量化的性能:第一个值是通过使弹性体在50℃处以50%压缩24小时获得的(压缩组a),而表征永久压缩程度的第二个值是通过将弹性体在90℃处以25%压缩24小(压缩组b)获得的。在停止对弹性体施加压力30分钟后,没有恢复的百分比将对应于所述值。在本发明中,永久压缩程度的优选值被认为是
低于5%(a)和15%(b)的百分比,但根据组的配置和产品的需要,其他值也是可能的。
49.最后,关于所选择的热塑性弹性体,需要记住的另一方面是压缩的恢复,压缩的恢复在所有情况下预期尽可能接近100%。
50.关于这些参数,对于在生产过程中注射热塑性弹性体,热塑性弹性体的硬度不应像由不包括注射的独立工艺中的特定设备施加的双组分形成的密封件的硬度那样低。这种已知的在不同时进行的过程中以及在不同的设备中应用双组分的缺点在于,与本发明相比,它增加了生产成本,而本发明则通过为门模块支撑件设计的有利的构型来补偿硬度值。
51.具体地,密封件的组成部分至少包括热塑性弹性体(tpe)、热塑性聚氨酯(tpu)、热可塑性聚烯烃(tpo)和/或热塑性橡胶硫化物(tpv)。
52.根据本发明的可选实施方式,支撑面板在支撑面板的位于外周垫圈之前的周缘区域中具有至少一个弯曲线或弯曲区域,弯曲线或弯曲区域是面板的平面在位于外周垫圈之前的周缘区域中的弯曲线或弯曲区域,其中,基于至少一个所述弯曲线或所述弯曲区域,位于垫圈之前的至少周缘区域相对于所施加的压力具有挠曲运动,使得:在最大10mm的弯曲的情况下,将所述门模块联接至所述门结构。
53.该挠曲线或挠曲区域优选地位于模块的外周区域处;也就是说,位于对应于从支撑件的几何中心测量的支撑件最外部的30%的区域内。形成在挠曲线或挠曲区域的另一侧的“翼”部的挠曲使模块能够将模块的外周部分适应于车辆的结构的部件的变化和公差,而不会在模块的附接点上施加过大的张力。
54.这种挠曲通过将面板配装至车辆的结构而实现了较容易的附接,这是由于使用了下述弹性体:该弹性体的硬度比现有技术中常用的在门模块的构造中形成密封件的弹性体的硬度大,密封件所在部分的这种挠曲使得密封件的正确安装所需的压力可以部分地被所述挠曲吸收,从而有利地使得能够在密封件中使用更大的硬度。该密封件虽然具有比现有技术中已知的用于该应用的密封件的硬度大的硬度,但仍具有挠曲/弹性的特性,以便当在所述门结构上施加附接压力时使密封件适应于门的结构。
55.该“翼”部的挠曲使“翼”部位置发生变化,因此密封件的位置也发生变化,优选地从密封件初始位置变化达10mm,在停止施加压力的瞬间恢复到密封件的初始位置。在特定设计要求的情况下,通过支撑件的挠曲实现的这种变化可能更大。此外,通过该挠曲线或挠曲区域,在支撑件上除附接点的位置之外实现了张紧的点,并且由于被挠曲的支撑面板的所述外周到达初始位置的返回力,恒定的压力可以施加在车辆的结构的密封件上。
56.坚持上述有利的概念,该“翼”部的构型使得能够减少压缩弹性体所需的力(上述因素为压缩硬度,应为最小值);由于支撑件的材料对温度更稳定,因此,该“翼”部的构型还能够实现由于温度引起的较小的永久变形,因此组件也将实现较小的永久变形;并且该“翼”部由于支撑面板的这种构成而更好地返回至其初始尺寸。
57.在本发明的优选实施方式中,面板就面板的组成部分中的大部分组成部分而言是由聚丙烯类型的聚合物材料制成的。该组成部分与可能被添加的任何其他部件相比具有更大比例的聚丙烯,从而赋予支撑面板所需的刚度,并在执行双注射时与用于密封件的材料形成相当明显的化学结合。
58.根据本发明的目的,并且关于第二方面,本发明还基于一种车辆,该车辆在车辆的门、后挡板或类似特征中的至少一者中具有门模块,门模块例如为本发明的上述目的中所
示的特征中所公开的门模块。
59.同样根据本发明的目的,关于第三方面,本发明基于一种门模块的制造方法,门模块形成为比如在本说明书中限定的第一方面的特征中描述的门模块,该门模块是实施密封件与面板的外周之间的接合以用于将门模块附接至车门的结构的类型。
60.该方法有利地至少包括以下步骤:
[0061]-将聚合物注射到模具中,以形成模块的面板,聚合物的弹性小于对应于密封件的热塑性弹性体的弹性;
[0062]-在同一模具中,将热塑性弹性体注射到位于注射有面板的腔的外周的腔中,以用于形成外周密封件。
[0063]
通过上述特征,在相同的注射设备中同时或即刻连续地执行上述两个注射步骤,在即刻连续地进行注射步骤的情况下,首先注射面板的材料,面板的材料的刚度大于密封件的材料的刚度。
[0064]
由于所描述的构型,这些阶段的性能使得能够更快速、成本更低和更耐用地形成如上述的面板。
[0065]
可选地,将热塑性弹性体经由两个或更多个注射点注射到位于外周的腔中,所述注射点定位成使得所述注射点的突出部(projection)远离形成该密封件的腔。
[0066]
执行注射的这种方法在脱模期间不会削弱密封件。
[0067]
如上所述,密封件至少位于模块的外周处,但密封件可以结合在其他点处,比如与门结构的附接点相邻的点或安装在门模块上的辅助元件的锚固点。密封件的这些额外的注射点需要用于该密封件的特定的注射点。
[0068]
上述这些特征使得能够获得具有支撑面板和密封件的构型的门模块,该门模块具有改进的特性、类似的易于附接和在双注射的单个阶段中优化的制造,只有通过模块的当前有利构型才可能实现。。
附图说明
[0069]
为了更好地理解本文的描述,已经提供了一组附图,其中,示意性地且仅通过非限制性示例描绘了实施方式的实际情况。
[0070]
图1是根据本发明的构型的门模块的示意性正视图。
[0071]
图2是模块在模块的外周区域处的局部截面图,支撑面板具有带有两个唇状部的密封件。描绘了两个位置,其中一个位置是面板在其附接至门结构之前的位置(2a),另一个位置是面板处于附接位置的位置(2b)。
[0072]
图3是以两个视图3a和3b示出的密封垫圈的横向截面示意图。
[0073]
图4是模块在模块的外周区域处的局部截面图,面板具有挠曲线,密封件具有两个唇状部。描绘了两个位置,其中一个位置是面板在其附接至门结构之前的位置(4a),另一个位置是面板处于附接位置的位置(4b)。
[0074]
图5描绘了在对支撑面板的外周通道进行双注射过程期间的密封件的横向截面示意图,其中,通道内具有内部纵向肋。
[0075]
图6是车辆的模块安装在车门中的一个车门中的示意图。
[0076]
图7是在同一模块中对面板采用的制造方法的示意图。
具体实施方式
[0077]
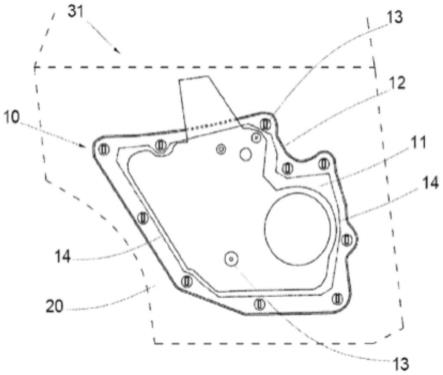
在本发明的优选实施方式中,如图1、图2和图3所描绘的,门模块10由支撑面板11和密封件12形成。在本优选实施方式中,该模块10安装在车辆30的门31的结构20上,如还可以在图6中看到的那样。
[0078]
如上所述,该模块10可以替代性地安装在车辆的结构的其他部分上,以确保易受外部水进入的湿润部分与车辆的内部干燥部分之间的水密性。
[0079]
该模块10具有锚固点13,模块10通过锚固点13附接至结构20。模块10还包括用于对门31的典型部件进行附接的腔、空间和支撑点,典型部件比如为电动窗户、扬声器等。
[0080]
模块10借助于将两种材料在单个注射设备e中并在几乎同时的过程中双注射到同一模具中——图7——来生产。该过程首先执行支撑面板11的材料——支撑面板11的材料在这种情况下为聚丙烯——的注射,这由于支撑面板的材料的硬度大于用于密封件12的材料的硬度而是最先进行的。紧接着,在聚丙烯完全固化并将模具温度保持在20℃与40℃之间之后,将热塑性弹性体以介于140℃与250℃的注射温度注射在支撑面板11的外周处以及模块10设计所需的区域处,该区域在替代性实施方式中可以是结构20的锚固点。
[0081]
具体地,这种双注射方法在门模块10的特定应用中采用用于密封垫圈12——也被称为密封件——的材料的注射点,该注射点远离密封件本身在面板11上的突出部,以在脱模期间不削弱密封件,在门模块10的特定应用中,门模块的一部分的刚度大于另外的部分的刚度。
[0082]
这种制造方法能够生产呈单体式件的支撑模块10。
[0083]
如可以在图2至图4的实施方式中所观察到的,密封垫圈12具有两个唇状部17、17’,但在替代性实施方式中,密封垫圈12可以具有三个或更多个唇状部。
[0084]
在该优选实施方式中,两个唇状部17、17’从密封垫圈12的基部以相对于组装方向m的介于15
°
与45
°
之间的倾斜角度i朝向支撑面板11的方向露出,其中,所述倾斜是朝向支撑面板11的中央部进行的。
[0085]
两个唇状部17、17’构造成使得外部的第一唇状部17的致动高度ac小于内部的第二唇状部17’的致动高度ac’。在本实施方式中,外部的第一唇状部17的致动高度ac是内部的第二唇状部17’的致动高度ac’的60%,但替代性地,该比例可以介于50%与70%之间。
[0086]
此外,为了在两个唇状部17、17’沿相同方向倾斜的情况下实现两个唇状部17、17’的有效密封,外部的第一唇状部17构造成具有下述总高度at:该总高度at比唇状部17、17’之间的距离d大25%,唇状部17、17’之间的距离d是在唇状部17、17’的中间点之间测量的。替代性地,该距离d可以包括在比存在于两个唇状部17、17’之间的所述距离d小的值与比所述唇状部17、17’之间的所述距离d大35%的值之间。
[0087]
如可以在图2至图5中观察到的,关于该接合区域16’,形成面板11与密封垫圈12之间的融合表面的平面的几何形状具有凸形通道的形式,但该平面可以具有不同的形状,从而实现更大的接触表面,具有更大的融合表面进一步改进了tpe与聚丙烯的已经非常好的化学结合。
[0088]
如还可以在图5中观察到的,通道形接合区域16’具有呈突起部161的形状的内表面,该突起部161占据通道16’的空间一部分,以减少在用垫圈材料填充通道时的材料消耗,并增大该区域的刚性,因为该区域在整个通道16’的长度上或几乎整个通道16’的长度上包
括呈纵向肋形式的突起部161。
[0089]
在替代性实施方式中,模块10构造成具有位于与密封件12所处的末端部相邻的外周区域处的挠曲区域14。该挠曲区域14在面板11中形成倒v形折叠部,如可以在图2中观察到的,结果是,从所述挠曲区域14处开始,朝向密封件12形成及延伸的翼部15可以提供相对于所述区域14的挠曲运动,从而吸收安装时的压力和公差,并对密封件12施加连续的附接力,从而提高密封件的水密性。
[0090]
在这种情况下,在模块10与门31的结构20之间设置有多个锚固点13,4nm至12nm的扭矩施加至该锚固点。施加在锚固点13处的该扭矩产生垂直于模块10的力,该力使密封件12适应并在整个密封表面上产生相同的作用力,密封表面对应于门31的结构20的内部部分,从而在翼部15处具有10mm的最大变形d。
[0091]
作为具有一个挠曲区域14的这种构型的替代方案,可以设置有更多数量的这些区域。
[0092]
由tpe制成的密封件12被双注射以获得硬度介于10肖氏a与70肖氏a之间的密封件,这大于现有技术中已知的常规密封件的硬度,但由于翼部15及其挠曲区域14的新结构设计的弹性的增大,所述较低的弹性将得到补偿。举例来说,除此之外,使用40肖氏a的苯乙烯热塑性弹性体、或35肖氏a硫化热塑性橡胶等。
[0093]
密封件12的该挠性虽然小于具有较低硬度的化合物的挠性,但也有利于密封件变形,以使密封件适应门31的结构20的接触表面。通过该挠性,密封借助于施加对门模块10进行组装及附接的力来实现。
[0094]
可选地,唇状部中的一个唇状部可以具有比其他唇状部更大的厚度,以形成具有较大密封表面的密封以及其他附加的密封。这些尺寸的范围介于1.5mm-2mm的最小唇状部与10mm的最大唇状部之间。
[0095]
尽管事实上已经参考了本发明的具体实施方式,但对于本领域技术人员来说明显的是,车门模块以及该模块的制造方法和包括该模块的车辆易作出许多变型和改型,并且所有上述细节可以由其他技术上等同的细节代替,而不减损所附权利要求所限定的保护范围。
再多了解一些
本文用于创业者技术爱好者查询,仅供学习研究,如用于商业用途,请联系技术所有人。