1.发明涉及冶金技术领域,具体涉及一种对钢铁企业含锌含铁尘泥处理过程产生的高温窑渣进行处理的方法及装置。
背景技术:
2.2020年我国钢铁产量超过10亿吨,每冶炼一吨钢对应的各工序尘泥产生量约为100kg,其中高炉灰、电炉灰等粉尘年产生量超过3000万吨,是钢铁企业的典型大宗固废。大量尘泥需要合理的资源化处理方式实现企业利益的最大化,同时考虑尘泥颗粒粒径小,需要规范化的处置才能保障企业生产和员工工作环境。
3.尘泥中往往含有2%~10%的锌元素,20%~40%的铁元素,蕴含大量的锌、铁等有价金属元素,具有重要的资源化回收利用价值。同时尘泥中含有大量的钾、钠、氯等有害元素,直接回用不利于冶金窑炉的生产顺行,因此不能直接返回冶炼工序,必须采用相应的工艺予以脱除。
4.火法冶炼工艺是在高温条件下采用含碳物料对尘泥处理中铁氧化物等进行还原,实现其中铁元素的有价利用,同时也实现了其中锌、铅有色金属元素、k、na盐类物质的烟化分离。目前实际生产中应用的主要有回转窑、转底炉等生产工艺。由于回转窑生产工艺具有投资低、生产成本低等优势,国内含铁尘泥大部分生产仍采用回转窑工艺。目前,传统回转窑处理工艺存在窑体结圈、高温窑渣湿法处理环境差等问题,尤其高温窑渣无法直接回用钢铁生产,往往采用水冷、湿磨湿选工艺提取磁性铁,生产现场环境极其恶劣,资源化利用率低,环境污染严重。
技术实现要素:
5.为解决上述问题,本发明提供一种高温窑渣直接制备热压块的方法及装置,该方法及装置使高温窑渣能够直接回用于钢铁生产,资源化利用率高、无环境污染问题。
6.上述目的是通过下述方案实现的:
7.一种高温窑渣直接制备热压块的方法,其特征在于,所述方法包括:
8.步骤s1.压板块在压块机内部从压块机的一端逐步向另一端的下料口处移动;
9.步骤s2.当压板块由压块机的一端运行至落料工位时,高温窑内的窑渣(2)落入压块板上的压块孔内,随后压块板运行至挡渣工位,窑渣摊平在压块板上;
10.步骤s3.当压板块由挡渣工位运行至压渣工位时,压渣机下压,窑渣(2)在压块孔内成型获得热压块;
11.步骤s4.当压板块由压渣工位运行至脱模工位时,热压块从压板块的热压孔中脱模,热压块经下料口下落至渣罐中,后经台车运输至炼钢生产。
12.根据上述的高温窑渣直接制备热压块的方法,其特征在于,步骤s1中,压板块在推板机的液压推动作用下沿压块机内的导轨移动。
13.根据上述的高温窑渣直接制备热压块的方法,其特征在于,步骤s2中,压板块由压
块机的一端运行至脱模剂喷涂工位时,喷吹机向压块板喷吹脱模剂,随后喷涂了脱模剂的压块板运行至落料工位。
14.根据上述的高温窑渣直接制备热压块的方法,其特征在于,步骤s2中,窑渣随高温窑转动不断向窑头行进,高温窑内的窑渣从窑头落入压块板上的压块孔内;挡渣工位设有挡渣机,挡渣机通过底部挡板与压块板上的窑渣接触进而将窑渣摊平。
15.根据上述的高温窑渣直接制备热压块的方法,其特征在于,步骤s4中,脱模工位处翻板机将压板块顶起使压板块翻转在导轨上,随后振打机振打压块板(5)底部,使热压块脱模。
16.根据上述的高温窑渣直接制备热压块的方法,其特征在于,步骤s4中,脱出热压块的压块板在推板机的液压推动作用下从压块机靠近下料口的一端推出后使用行车调运至压块机另一端的导轨上继续循环作业。
17.根据上述的高温窑渣直接制备热压块的方法,其特征在于,高温窑窑头输出的窑渣温度为400-1400℃;窑渣运行至压渣机处的温度为400-1200℃。
18.根据上述的高温窑渣直接制备热压块的方法,其特征在于,窑渣(2)从高温窑窑头输出到制成热压块下落至渣罐中的整个处理周期为5-30分钟。
19.一种高温窑渣直接制备热压块的装置,用于上述的高温窑渣直接制备热压块的方法,其特征在于,该装置包括高温窑和压块机,所述压块机上依次设有脱模剂喷涂工位、落料工位、挡渣工位、压渣工位、脱模工位和下料口,所述高温窑的窑头设置在压块机的落料工位上方,所述挡渣工位上设有挡渣机,所述压渣工位上设有压渣机。
20.根据上述的高温窑直接制备热压块的装置,其特征在于,所述装置还包括设置在压块机靠近脱模剂喷涂工位的一端的推板机,推板机推动所述压块板沿压块机内导轨滑行;所述脱模工位下方设有翻板机、上方设有振打机。
21.本发明的有益效果:
22.本发明基于高温窑的半熔态物料存在处理过程易粘结、高温含铁料成型难等问题,发明了高温窑渣直接制备热压块装置及方法,创新的实现了高温窑渣直接制备热压块,有利于高温窑渣全部回用钢铁生产流程。本发明的方法和装置使用压块板作为模具、使用挡渣机作为窑渣摊平装置、使用喷吹机防止粘结、使用推板机作为主要动力装置、使用翻板机和振打机使热压块高效脱模。本发明的方法和装置能够实现高温窑渣的高效均质化处理,将高温粘结状的窑渣快速的转变为热压块,为回用钢铁生产流程提供良好的物理条件,有效满足钢铁生产回用要求。本发明工艺过程简单,具有装备化自动化程度高,系统投资及运营成本低等优势。配合回转窑生产工艺相比转底炉、竖炉生产工艺具有突出的成本优势。通过该工艺配套钢铁企业尘泥处理工艺,可望显著提高资源化利用效率,大幅度降低生产成本。
附图说明
23.为了更清楚地说明本发明实施例或现有技术中的技术方案,下面将对实施例或现有技术描述中所需要使用的附图作简单地介绍,显而易见地,下面描述中的附图仅仅是本发明的实施例,对于本领域普通技术人员来讲,在不付出创造性劳动的前提下,还可以根据提供的附图获得其他的附图。
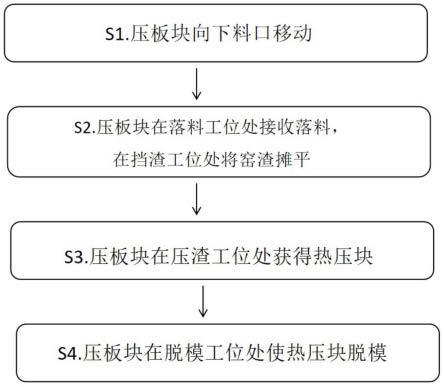
24.图1为本发明提供的一种高温窑渣直接制备热压块的方法流程图;
25.图2为本发明方法的另一种实施例的流程图;
26.图3为本发明提供的高温窑渣直接制备热压块装置的示意图。
27.图4为压块板俯视结构示意图。
28.附图标记说明:
29.高温窑1、窑渣2、窑头3、压块机4、压块板5、导轨6、压块孔7、推板机8、喷吹机9、挡渣机10、压渣机11、翻板机12、振打机13、下料口14、热压块15、渣罐16、台车17。
具体实施方式
30.为了使本技术领域的人员更好地理解本发明方案,下面将结合本发明实施例中的附图,对本发明实施例中的技术方案进行清楚、完整地描述,显然,所描述的实施例仅仅是本发明一部分的实施例,而不是全部的实施例。基于本发明中的实施例,本领域普通技术人员在没有做出创造性劳动前提下所获得的所有其他实施例,都应当属于本发明保护的范围。
31.在本发明的描述中,需要说明的是,术语“中心”、“上”、“下”、“左”、“右”、“竖直”、“水平”、“内”、“外”等指示的方位或位置关系为基于附图所示的方位或位置关系,仅是为了便于描述本发明和简化描述,而不是指示或暗示所指的装置或元件必须具有特定的方位、以特定的方位构造和操作,因此不能理解为对本发明的限制。此外,术语“第一”、“第二”、“第三”仅用于描述目的,而不能理解为指示或暗示相对重要性。
32.参见图1-4,本发明提供了一种高温窑渣直接制备热压块的方法,该方法包括如下步骤:
33.步骤s1.压板块5在压块机4内部从压块机4的一端逐步向另一端的下料口(14)处移动;
34.步骤s2.当压板块5由压块机4的一端运行至落料工位时,高温窑1内的窑渣2落入压块板5上的压块孔7内,随后压块板5运行至挡渣工位,窑渣摊平在压块板5上;
35.步骤s3.当压板块5由挡渣工位运行至压渣工位时,压渣机11下压,窑渣2在压块孔7内成型获得热压块15;
36.步骤s4.当压板块5由压渣工位运行至脱模工位时,热压块15从压板块5的热压孔7中脱模,热压块15经下料口14下落至渣罐16中,后经台车17运输至炼钢生产。
37.本发明的一种高温窑渣直接制备热压块的方法包括多个压块板,多个压块板顺次排列在轨道上在压块机内部行进,提高生产效率。
38.其中,步骤s1中,压板块5在推板机8的液压推动作用下沿压块机4内的导轨移动。步骤s2中,压板块5由压块机4的一端运行至脱模剂喷涂工位时,喷吹机9向压块板5喷吹脱模剂,防止热压块不易脱模,随后喷涂了脱模剂的压块板5运行至落料工位。喷吹机9所喷吹脱模剂为含有cao、mgo等高熔点物质,优选钙质脱模剂,喷吹作业压力不低于0.1mpa。窑渣2随高温窑1转动不断向窑头3行进,高温窑1内的窑渣2从窑头3落入压块板5上的压块孔7内。高温窑1窑头3输出的窑渣2温度为400-1400℃,窑渣2运行至压渣机11处的温度为400-1200℃。挡渣工位设有挡渣机10,挡渣机10通过底部挡板与压块板5上的窑渣2接触进而将窑渣2摊平。通过液压驱动方式调节挡渣机10底部挡板和压块板5之间的距离,该距离优选为50~
100mm。
39.步骤s3中,压渣机11对高温窑渣2进行压块成型时作业压力不低于10mpa,振打机13振打的最高频率不低于60hz。
40.步骤s4中,脱模工位处翻板机12将压板块5顶起使压板块5翻转在导轨上,随后振打机13振打压块板5底部,使热压块15脱模。热压块15为长方形块状结构,长宽比为1-3,最小边长不低于3mm。热压块15下落至渣罐16中后采用惰性气体保护,如氮气,防止热压块14氧化。
41.窑渣2从高温窑1窑头3输出到制成热压块15下落至渣罐16中的整个处理周期为5-30分钟。
42.步骤s4中,脱出热压块15的压块板5在推板机8的液压推动作用下从压块机4靠近下料口14的一端推出后使用行车调运至压块机4另一端的导轨(6)上继续循环作业。
43.本发明同时提供一种高温窑渣直接制备热压块的装置,该装置包括高温窑1和压块机4,压块机上依次设有脱模剂喷涂工位、落料工位、挡渣工位、压渣工位、脱模工位和下料口14,所述高温窑1的窑头3设置在压块机4的落料工位上方,挡渣工位上设有挡渣机10,压渣工位上设有压渣机11。还包括设置在压块机4靠近脱模剂喷涂工位的一端的推板机7,推板机7推动压块板5沿压块机内导轨6滑行;脱模工位下方设有翻板机12、上方设有振打机13。
44.本发明的高温窑1为高温窑炉,窑炉生产冶炼温度为400-1600℃,高温窑1内设置耐火材料,耐火材料厚度为80-300mm。压块机4主体为钢结构材料,压块机4外部罩体安装保温材料,保温材料厚度为50-100mm;压块机4内部喷涂耐高温喷涂料,喷涂料厚度为10-50mm。本发明的压块板5为长方形的铸钢或铸铁结构铸模,压块板5的边长为1-4m,厚度为100-500mm,压块孔7在压块板5上均匀分布。压块板5在推板机8的推动下,在导轨6上行进,导轨6耐磨钢结构轨道,推板机8采用液压驱动方式为压块板5的移动提供动力。喷吹机9为压力喷粉装置,喷吹机9在压缩空气的带动下向压块板5喷吹脱模剂,所用压缩空气压力不低于0.2mpa。
45.挡渣机10为耐高温钢结构挡板,挡板厚度为30-200mm;挡渣机10距离压块板5上表面距离为30-200mm可调。压渣机11主体为耐高温钢结构,压渣机11底部压板和压块板5的尺寸相同,压渣机11采用液压方式工作。翻板机12从压块板5底部将压块板5进行顶起,可将压块板5顶翻180℃。翻板机12和振打机13均采用液压作业方式。
46.下料口14为钢结构倒喇叭口形式,下料口14上部口径比压块板5尺寸大,底部出口尺寸小于渣罐16上部口径。
47.在本说明书的描述中,参考术语“一个实施例”、“一些实施例”、“示意性实施例”、“示例”、“具体示例”、或“一些示例”等的描述意指结合该实施例或示例描述的具体特征、结构、材料或者特点包含于本发明的至少一个实施例或示例中。在本说明书中,对上述术语的示意性表述不一定指的是相同的实施例或示例。而且,描述的具体特征、结构、材料或者特点可以在任何的一个或多个实施例或示例中以合适的方式结合。
48.对所公开的实施例的上述说明,使本领域专业技术人员能够实现或使用本发明。对这些实施例的多种修改对本领域的专业技术人员来说将是显而易见的,本文中所定义的一般原理可以在不脱离本发明的精神或范围的情况下,在其它实施例中实现。因此,本发明
将不会被限制于本文所示的这些实施例,而是要符合与本文所公开的原理和新颖特点相一致的最宽的范围。
再多了解一些
本文用于创业者技术爱好者查询,仅供学习研究,如用于商业用途,请联系技术所有人。