技术特征:
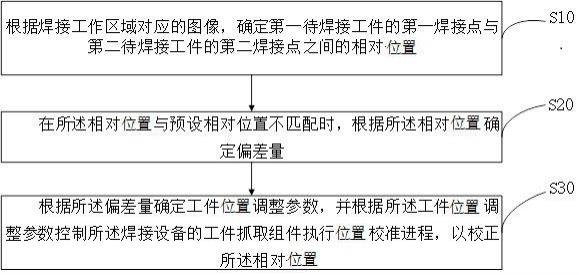
1.一种焊接设备的控制方法,其特征在于,应用于焊接设备,所述焊接设备的控制方法包括:根据焊接工作区域对应的图像,确定第一待焊接工件的第一焊接点与第二待焊接工件的第二焊接点之间的相对位置;在所述相对位置与预设相对位置不匹配时,根据所述相对位置确定偏差量;根据所述偏差量确定工件位置调整参数,并根据所述工件位置调整参数控制所述焊接设备的工件抓取组件执行位置校准进程,以校正所述相对位置。2.如权利要求1所述的方法,其特征在于,所述根据焊接工作区域对应的图像,确定第一待焊接工件的第一焊接点与第二待焊接工件的第二焊接点之间的相对位置的步骤之前,还包括:在检测到所述校准进程结束,或者接收到焊接指令时,获取所述焊接工作区域对应的图像;所述根据焊接工作区域对应的图像,确定第一待焊接工件的第一焊接点与第二待焊接工件的第二焊接点之间的相对位置的步骤之后,还包括:在所述相对位置与所述预设相对位置匹配时,控制所述焊接设备的焊接组件执行焊接动作。3.如权利要求1所述的方法,其特征在于,所述根据所述偏差量确定工件位置调整参数的步骤包括:根据所述偏差量确定移动方向、移动距离、转动方向以及旋转角度中的至少两个;根据所述移动方向、移动距离、转动方向以及旋转角度中的至少两个,生成所述工件位置调整参数;所述根据所述工件位置调整参数控制所述焊接设备的工件抓取组件执行位置校准进程的步骤包括:控制所述工件抓取组件抓取目标焊接工件按照所述移动方向移动所述移动距离,和/或,控制所述工件抓取组件抓取目标焊接工件按照所述转动方向旋转所述旋转角度,所述目标焊接工件包括所述第一待焊接工件和/或所述第二待焊接工件。4.如权利要求1所述的方法,其特征在于,所述根据焊接工作区域对应的图像,确定第一待焊接工件的第一焊接点与第二待焊接工件的第二焊接点之间的相对位置的步骤包括:基于所述图像确定所述第一待焊接工件的第一焊接点对应的第一坐标,以及所述第二待焊接工件的第二焊接点对应的第二坐标;比对所述第一坐标与所述第二坐标;根据比对结果生成所述第一待焊接工件的第一焊接点与第二待焊接工件的第二焊接点之间的相对位置。5.如权利要求1所述的方法,其特征在于,所述方法还包括:控制所述焊接设备中的压合装置移动至预设位置,以使所述第一待焊接工件贴合至所述第二待焊接工件,且执行所述根据焊接工作区域对应的图像,确定第一待焊接工件的第一焊接点与第二待焊接工件的第二焊接点之间的相对位置的步骤。6.如权利要求2所述的方法,其特征在于,所述控制所述焊接设备的焊接组件执行焊接动作的步骤包括:
获取所述第一待焊接工件和/或所述第二待焊接工件的工件信息,所述工件信息包括工件标识以及材料;根据所述工件信息确定焊接参数,所述焊接参数包括焊接功率和/或焊接时长;控制所述焊接组件按照所述焊接参数执行焊接动作。7.如权利要求6所述的方法,其特征在于,所述根据所述工件信息确定焊接参数的步骤包括:获取历史焊接数据中与所述工件信息匹配的参考焊接数据;获取所述参考焊接数据对应的已焊接工件的使用信息;根据所述使用信息从所述参考焊接数据中确定目标焊接参数;根据所述目标焊接参数确定所述焊接参数。8.如权利要求7所述的方法,其特征在于,所述使用信息包括使用时长以及使用评分,所述根据所述使用信息从所述参考焊接数据中确定目标焊接参数的步骤包括:获取所述使用时长以及所述使用评分分别对应的权重值;根据所述使用时长、所述使用时长对应的权重值、所述使用评分以及所述使用评分对应的权重值进行加权求和,得到使用满意度;根据所述使用满意度中最高使用满意度所对应的已焊接工件的参考焊接数据,确定所述目标焊接参数。9.一种焊接设备,其特征在于,所述焊接设备包括:存储器、处理器以及存储在所述存储器里并可在所述处理器上运行的焊接设备的控制程序,所述焊接设备的控制程序被所述处理器执行时实现如权利要求1-8任一项所述的焊接设备的控制方法的步骤。10.一种存储介质,其特征在于,所述存储介质存储有焊接设备的控制程序,所述焊接设备的控制程序被处理器执行时实现如权利要求1-8任一项所述的焊接设备的控制方法的步骤。
技术总结
本发明公开一种焊接设备的控制方法、焊接设备及存储介质,该方法应用于焊接设备,包括:根据焊接工作区域对应的图像,确定第一待焊接工件的第一焊接点与第二待焊接工件的第二焊接点之间的相对位置;在相对位置与预设相对位置不匹配时,确定相对位置与预设相对位置之间的偏差量;根据偏差量确定工件位置调整参数,并根据工件位置调整参数控制所述焊接设备的工件抓取组件执行位置校准进程以校正相对位置。本发明的方法基于两个待焊接工件的焊接点的错位情况以明确待焊接工件的工件位置调整参数,根据工件位置调整参数执行位置校准进程以使得两个待焊接工件的焊接点对应或者对齐,无需人为参与,自动化程度高。自动化程度高。自动化程度高。
技术研发人员:李萌萌 李志壮
受保护的技术使用者:深圳市镭沃自动化科技有限公司
技术研发日:2022.12.05
技术公布日:2022/12/30
再多了解一些
本文用于创业者技术爱好者查询,仅供学习研究,如用于商业用途,请联系技术所有人。