1.本实用新型属于压铸技术领域,具体涉及一种直流通道冷却流道装置。
背景技术:
2.压铸作为一种特别铸造方法,与其他铸造方法相比,其基本的特征题将液体金属以高速高压模具进行填充。铝合金压铸件在生产过程中,会出现各种问题,铸件的变形题最重要的问题之一;铝合金压铸件变形有两个特点,一是整体或者局部变形,二是压铸件的几何形状与图纸不匹配。压铸件压铸过程中,跟铸造速度、铸造温度、液面高度等都关联。
3.冷却系统的设计要模具型腔各部分温度均匀,浇注系统要使对称避免因流动方向,收缩率不同而造成翘曲,尽量消除相关工件上面的温度差。
技术实现要素:
4.为解决现有技术中存在的上述问题,本实用新型提供了一种直流通道冷却流道装置,具有提升散热均匀度,提升散热系统可控性,避免收缩率不同导致工件翘曲,消除工件表面温度差的特点。
5.为实现上述目的,本实用新型提供如下技术方案:一种直流通道冷却流道装置,包括上模板和下模板,所述上模板与下模板之间的两端均设置有用于浇注的浇注台,所述上模板与下模板侧表面均设置有接头,所述上模板下端设置有上黄铜内衬,所述下模板上端设置有下黄铜内衬,还包括采用上黄铜内衬和下黄铜内衬通过浇注台成型的工件,所述上模板以及下模板内部均开设有直流道。
6.作为本实用新型的一种直流通道冷却流道装置优选技术方案,所述接头在上模板和下模板的两侧均为两两对称的十组设置,所述直流道在上模板和下模板内部为独立且均匀的十条分布。
7.作为本实用新型的一种直流通道冷却流道装置优选技术方案,两两对称的每组接头与对应位置独立的直流道处于同一直线上,且所述上模板和下模板内部均开设有用于直流道与接头互通的导流孔。
8.作为本实用新型的一种直流通道冷却流道装置优选技术方案,所述上黄铜内衬和下黄铜内衬在浇筑时与工件紧密贴合。
9.作为本实用新型的一种直流通道冷却流道装置优选技术方案,所述上黄铜内衬通过焊接与上模板固定,所述下黄铜内衬通过焊接与下模板固定。
10.作为本实用新型的一种直流通道冷却流道装置优选技术方案,所述直流道靠近黄铜内衬的一端均为开口设置。
11.与现有技术相比,本实用新型的有益效果是:采用10个彼此独立的直流通道,相互之间互不干扰,使得工件上的温度能够快速下降,单独的水路设计,使工件有良好的散热均匀性,外接控制水流的阀体,可以对冷却水的流量进行精准控制,还能根据工件不同位置的厚度调整各流道的流量,从而使工件更加均匀稳定的冷却。
附图说明
12.附图用来提供对本实用新型的进一步理解,并且构成说明书的一部分,与本实用新型的实施例一起用于解释本实用新型,并不构成对本实用新型的限制。在附图中:
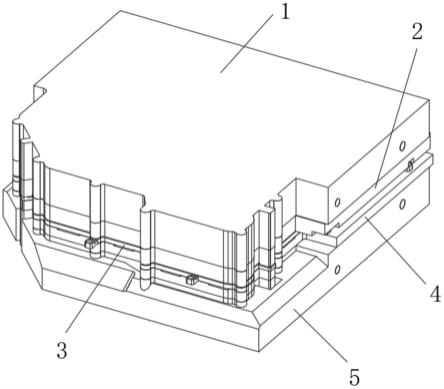
13.图1为本实用新型主视的结构示意图;
14.图2为本实用新型中图1局部分解的结构示意图;
15.图3为本实用新型中图2再次分解的结构示意图;
16.图4为本实用新型中图2仰视的结构示意图;
17.图5为本实用新型中图3仰视的结构示意图;
18.图中:1、上模板;2、接头;3、上黄铜内衬;4、工件;5、下黄铜内衬;6、下模板;7、浇注台;8、直流道。
具体实施方式
19.下面将结合本实用新型实施例中的附图,对本实用新型实施例中的技术方案进行清楚、完整地描述,显然,所描述的实施例仅仅是本实用新型一部分实施例,而不是全部的实施例。基于本实用新型中的实施例,本领域普通技术人员在没有做出创造性劳动前提下所获得的所有其他实施例,都属于本实用新型保护的范围。
20.实施例
21.请参阅图1-5,本实用新型提供以下技术方案:一种直流通道冷却流道装置,包括上模板1和下模板6,上模板1与下模板6之间的两端均设置有用于浇注的浇注台7,上模板1与下模板6侧表面均设置有接头2,上模板1下端设置有上黄铜内衬3,下模板6上端设置有下黄铜内衬5,还包括采用上黄铜内衬3和下黄铜内衬5通过浇注台7成型的工件4,上模板1以及下模板6内部均开设有直流道8。
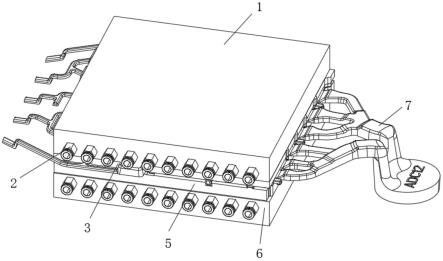
22.具体的,接头2在上模板1和下模板6的两侧均为两两对称的十组设置,直流道8在上模板1和下模板6内部为独立且均匀的十条分布,两两对称的每组接头2与对应位置独立的直流道8处于同一直线上,且上模板1和下模板6内部均开设有用于直流道8与接头2互通的导流孔,本实施例中采用10个彼此独立的直流道8,相互之间互不干扰,使得工件上的温度能够快速下降,单独的水路设计,使工件4有良好的散热均匀性。
23.具体的,上黄铜内衬3和下黄铜内衬5在浇筑时与工件4紧密贴合,本实施例中能使工件4的热量快速导出。
24.具体的,上黄铜内衬3通过焊接与上模板1固定,下黄铜内衬5通过焊接与下模板6固定,本实施例中上黄铜内衬3和下黄铜内衬5的内侧对立面上固定有用于工件4成型的模板。
25.具体的,直流道8靠近黄铜内衬的一端均为开口设置,本实施例中开口的一端使直流道8内部流通的冷却水能直接的与上黄铜内衬3和下黄铜内衬5接触,从而达到良好的散热效果。
26.本实用新型的工作原理及使用流程:上下模板,材质为模具钢材质,中间设有10条彼此独立的流道,流道中通有冷却水,每条流道的外侧接有接头,接着外接控制流量的阀门形状,总共有10个阀门形状,每个阀门开头是可以单独调节水流大小,以精准控制流入通道的水量大小,上下黄铜内衬与工件为紧贴合,上下黄铜内衬与上下模板为焊接方式连接;
27.工作时上模板1和下模板6对接在浇注台7出口上下端,通过浇注台7进行浇注,使工件4呈液态在上黄铜内衬3和下黄铜内衬5之间,然后开启接头2外端连接的阀门,5℃的水通过接头2进入直流道8内部与上模板1、下模板6和上黄铜内衬3、下黄铜内衬5充分接触后从另一端的接头2将热量带出。
28.最后应说明的是:以上所述仅为本实用新型的优选实施例而已,并不用于限制本实用新型,尽管参照前述实施例对本实用新型进行了详细的说明,对于本领域的技术人员来说,其依然可以对前述各实施例所记载的技术方案进行修改,或者对其中部分技术特征进行等同替换。凡在本实用新型的精神和原则之内,所作的任何修改、等同替换、改进等,均应包含在本实用新型的保护范围之内。
技术特征:
1.一种直流通道冷却流道装置,包括上模板(1)和下模板(6),所述上模板(1)与下模板(6)之间的两端均设置有用于浇注的浇注台(7),其特征在于:所述上模板(1)与下模板(6)侧表面均设置有接头(2),所述上模板(1)下端设置有上黄铜内衬(3),所述下模板(6)上端设置有下黄铜内衬(5),还包括采用上黄铜内衬(3)和下黄铜内衬(5)通过浇注台(7)成型的工件(4),所述上模板(1)以及下模板(6)内部均开设有直流道(8)。2.根据权利要求1所述的一种直流通道冷却流道装置,其特征在于:所述接头(2)在上模板(1)和下模板(6)的两侧均为两两对称的十组设置,所述直流道(8)在上模板(1)和下模板(6)内部为独立且均匀的十条分布。3.根据权利要求2所述的一种直流通道冷却流道装置,其特征在于:两两对称的每组接头(2)与对应位置独立的直流道(8)处于同一直线上,且所述上模板(1)和下模板(6)内部均开设有用于直流道(8)与接头(2)互通的导流孔。4.根据权利要求1所述的一种直流通道冷却流道装置,其特征在于:所述上黄铜内衬(3)和下黄铜内衬(5)在浇筑时与工件(4)紧密贴合。5.根据权利要求1所述的一种直流通道冷却流道装置,其特征在于:所述上黄铜内衬(3)通过焊接与上模板(1)固定,所述下黄铜内衬(5)通过焊接与下模板(6)固定。6.根据权利要求1所述的一种直流通道冷却流道装置,其特征在于:所述直流道(8)靠近黄铜内衬的一端均为开口设置。
技术总结
本实用新型属于压铸技术领域,尤其为一种直流通道冷却流道装置,包括上模板和下模板,所述上模板与下模板之间的两端均设置有用于浇注的浇注台,所述上模板与下模板侧表面均设置有接头,所述上模板下端设置有上黄铜内衬,所述下模板上端设置有下黄铜内衬,还包括采用上黄铜内衬和下黄铜内衬通过浇注台成型的工件,所述上模板以及下模板内部均开设有直流道,采用10个彼此独立的直流通道,相互之间互不干扰,使得工件上的温度能够快速下降,单独的水路设计,使工件有良好的散热均匀性,外接控制水流的阀体,可以对冷却水的流量进行精准控制,还能根据工件不同位置的厚度调整各流道的流量,从而使工件更加均匀稳定的冷却。从而使工件更加均匀稳定的冷却。从而使工件更加均匀稳定的冷却。
技术研发人员:孙义富 程遵业
受保护的技术使用者:苏州市永创金属科技有限公司
技术研发日:2022.08.03
技术公布日:2023/1/3
再多了解一些
本文用于创业者技术爱好者查询,仅供学习研究,如用于商业用途,请联系技术所有人。