1.本实用新型涉及零件加工技术领域,具体涉及一种便于固定零件的靠板工装。
背景技术:
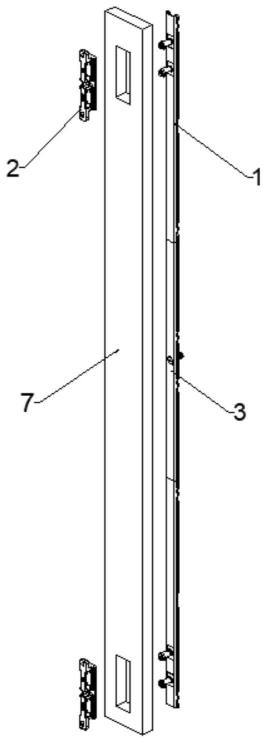
2.靠板工装一般适用于机械零部件中的检测以及加工中的装夹,靠板工装使用时需要将其底板固定在工作台面上,使其侧板与工作台面呈垂直状态,以保证装夹在靠板工装侧板上的零件垂直于工作台面,避免零件侧面加工时发生倾斜。
3.为了将零件固定在靠板工装的侧板上,目前通常是在靠板工装的侧板上开设t型槽,然后在使用时通过螺栓螺母将零件固定在靠板工装的侧板上。零件固定时,需要需要先将螺母放置在腰型槽内,再旋转螺栓将零件固定在侧板上,固定方式十分麻烦,不便于使用。
技术实现要素:
4.本实用新型的目的是提供一种便于固定零件的靠板工装,用于解决现有技术中零件固定在靠板工装侧板上的固定方式麻烦,不利于批量化加工零件的问题。
5.为解决上述技术问题,本实用新型采用了以下方案:
6.本实用新型提供一种便于固定零件的靠板工装,包括一体化连接的底板和侧板,底板和侧板互相垂直,所述侧板上分布有若干用于固定零件的螺纹孔。
7.可选的,所述侧板上的若干螺纹孔呈圆形阵列或环形阵列或矩形阵列分布。
8.可选的,所述螺纹孔呈矩形阵列分布,所述侧板上还设有至少两个位于螺纹孔下方的条形孔,两个条形孔沿同一水平线设置。
9.可选的,所述螺纹孔的尺寸均相同;相邻螺纹孔沿水平方向和竖直方向的间距范围均为:30mm至70mm。
10.可选的,所述螺纹孔包括若干固定螺纹孔,若干固定螺纹孔均以过侧板中心的垂线为对称轴对称设置。
11.可选的,所述固定螺纹孔包括a型螺纹孔和b型螺纹孔;
12.所述对称轴同侧的a型螺纹孔至少有两列,位于对称轴同侧的a型螺纹孔间的水平间距范围为30mm至70mm,位于对称轴两侧的a型螺纹孔间的最短水平间距范围为:100mm至200mm;
13.所述对称轴同侧的b型螺纹孔至少有一列,位于对称轴两侧的b型螺纹孔间的水平间距范围为150mm至250mm。
14.可选的,所述螺纹孔还包括靠近所述侧板底部设于侧板上的防翘螺纹孔,防翘螺纹孔位于所述对称轴上。
15.可选的,所述一体化连接包括一体化成型、焊接、卡接。
16.可选的,还包括加固杆,加固杆的两端分别与所述底板、所述侧板固定连接。
17.可选的,所述加固杆的形状为圆形或矩形,加固杆的数量为两根。
18.可选的,所述加固杆与所述底板的固定连接方式为焊接,所述加固杆与所述侧板的固定连接方式包括焊接、螺栓固定。
19.本实用新型的有益效果:
20.本实用新型的一种便于固定零件的靠板工装,包括一体化连接的底板和侧板,底板和侧板互相垂直,所述侧板上分布有若干用于固定零件的螺纹孔。
21.其效果有:通过在侧板上设置若干螺纹孔,从而可以通过螺栓将零件快速固定在侧板上,相对于传统的固定方式更简单,便于批量化的零件加工,可以有效提高加工效率。
附图说明
22.图1为现有技术的立体结构示意图;
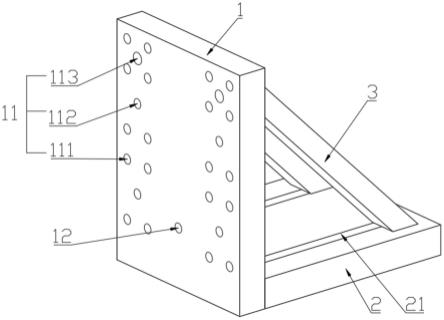
23.图2为本实用新型实施例一的立体结构示意图;
24.图3为本实用新型实施例一的主视示意图;
25.图4为本实用新型实施例二的立体结构示意图;
26.图5为本实用新型实施例二的主视示意图;
27.图6为本实用新型实施例二使用时的主视示意图。
28.附图标记说明:
29.1-侧板,11-螺纹孔,111-a型螺纹孔,112-b型螺纹孔,113-c型螺纹孔,12-防翘螺纹孔,13-条形孔,2-底板,21-腰型孔,3-加固杆,4-零件,5-垫片,6-螺栓。
具体实施方式
30.下面结合实施例及附图,对本实用新型作进一步的详细说明,但本实用新型的实施方式不限于此。
31.在本实用新型的描述中,需要说明的是,术语“中心”、“上”、“下”、“左”、“右”、“竖向”、“纵向”、“侧向”、“水平”、“内”、“外”、“前”、“后”、“顶”、“底”等指示的方位或位置关系为基于附图所示的方位或位置关系,或者是该实用新型产品使用时惯常摆放的方位或位置关系,仅是为了便于描述本实用新型和简化描述,而不是指示或暗示所指的装置或元件必须具有特定的方位、以特定的方位构造和操作,因此不能理解为对本实用新型的限制。
32.在本实用新型的描述中,还需要说明的是,除非另有明确的规定和限定,术语“设置”、“开有”、“安装”、“相连”、“连接”应做广义理解,例如,可以是固定连接,也可以是可拆卸连接,或一体地连接;可以是机械连接,也可以是电连接;可以是直接相连,也可以通过中间媒介间接相连,可以是两个元件内部的连通。对于本领域的普通技术人员而言,可以具体情况理解上述术语在本实用新型中的具体含义。
33.下面通过参考附图并结合实施例来详细说明本实用新型:
34.实施例一:
35.如图2和图3,一种便于固定零件的靠板工装,包括一体化连接的底板2和侧板1,底板2和侧板1互相垂直,所述侧板1上分布有若干用于固定零件4的螺纹孔11,若干螺纹孔11均为螺纹通孔。
36.通过在侧板1上设置若干螺纹孔11,从而可以通过螺栓6将零件4快速固定在侧板1上,相对于传统的固定方式更简单,便于批量化的零件4加工,可以有效提高加工效率。本实
施例中的,底板2和侧板1均为铸铁材料,如图2,底板2上还设置有两列腰型孔21,底板2上的腰型孔21用于将底板2固定在工作台上。
37.具体的,如图3,所述螺纹孔11包括若干固定螺纹孔11,若干固定螺纹孔11均以过侧板1中心的垂线为对称轴对称设置。位于对称轴两侧的固定螺纹孔11分别用于将零件4的两侧固定在侧板1上。
38.具体的,所述固定螺纹孔11包括a型螺纹孔111和b型螺纹孔112;本实施例中,a型螺纹孔111的尺寸为m16,b型螺纹孔112的尺寸为m20,加工的零件4重量较重时,可通过尺寸较大的b型螺纹孔112固定零件4。
39.所述对称轴同侧的a型螺纹孔111至少有两列,位于对称轴同侧的a型螺纹孔111间的水平间距范围为30mm至70mm,位于对称轴两侧的a型螺纹孔111间的最短水平间距范围为:100mm至200mm;
40.所述对称轴同侧的b型螺纹孔112至少有一列,位于对称轴两侧的b型螺纹孔112间的水平间距范围为150mm至250mm。
41.本实施例中,如图3,在对称轴的同一侧,沿水平方向a型螺纹孔111有两列,b型螺纹孔112有一列,位于对称轴同侧的a型螺纹孔111间的水平间距为50mm,位于对称轴两侧的a型螺纹孔111间的最短水平间距为150mm,最长水平间距为250mm。a型螺栓6孔沿水平方向的有四列,可以扩大a型螺纹孔111可以固定的零件4尺寸范围,可以根据零件4尺寸进行灵活调整,提高工装的适用性。
42.如图3,本实施例中的固定螺纹孔11沿竖直方向,a型螺纹孔111的数量有五排,a型螺纹孔111件的最短竖向间距为50mm,最长竖向间距为300mm;b型螺纹孔112的数量有两排,b型螺纹孔112竖向间距为150mm。
43.具体的,所述螺纹孔11还包括靠近所述侧板1底部设于侧板1上的防翘螺纹孔12,防翘螺纹孔12位于所述对称轴上。加工长度较长的零件4时,如果仅固定零件4的两端,可能会导致零件4的中间位置往上翘,因此,通过设置防翘螺纹孔12可以将压块固定在零件4的中部位置,使零件4的中部位置与侧板1相贴合,同时,由于零件4的靠近侧板1上方的位置需要进行加工,为避免干涉零件4加工,本实施例中的防翘螺纹孔12靠近侧板1的底部设置。本实施例中,防翘螺纹孔12与a型螺纹孔111的尺寸相同。
44.具体的,所述一体化连接包括一体化成型、焊接、卡接。本实施例中,侧板1和底板2的一体化连接方式为焊接,焊接完成后,由于焊接过程中的温度较高,因此,需要对侧板1和底板2进行加工,确保其互相垂直。
45.具体的,还包括加固杆3,加固杆3的两端分别与所述底板2、所述侧板1固定连接。加固杆3可以提高底板2与侧板1固定后的结构强度,确保工装在不同环境中使用时不会变形。
46.本实施例中,加固杆3的材料与侧板1、底板2的材料相同,均为铸铁材料。
47.具体的,所述加固杆3的形状为圆形或矩形,加固杆3的数量为两根。如图2,两根加固杆3的形状和大小相同,加固杆3与侧板1固定连接的位置靠近侧板1的顶部设置,加固杆3与底板2固定位置位于底板2远离侧板1的一端。
48.可选的,所述加固杆3与所述底板2的固定连接方式为焊接,所述加固杆3与所述侧板1的固定连接方式包括焊接、螺栓6固定。加固杆3与底板2的固定连接方式还可以为卡接、
螺栓6固定等固定连接方式,本实施例中,加固杆3与底板2的固定连接方式为焊接。本实施例中,如图3,侧板1上还设有两个用于固定加固杆3的c型螺纹孔113,加固杆3通过c型螺纹孔113与侧板1固定连接。
49.实施例二:
50.如图4至图6,具体的,所述侧板1上的若干螺纹孔11呈圆形阵列或环形阵列或矩形阵列分布。侧板1上的螺纹孔11呈环形阵列分布时,可以呈圆环形阵列或方环形阵列分布。
51.具体的,本实施例中,所述螺纹孔11呈矩形阵列分布,所述侧板1上还设有至少两个位于螺纹孔11下方的条形孔13,两个条形孔13沿同一水平线设置。通过设置条形孔13,可以使得零件4低于侧板1的底部位置时,可以在条形孔13处固定垫块,并使零件4固定于垫块上,节约调整零件4的时间,便于零件4的批量加工。
52.具体的,如图5,所述螺纹孔11的尺寸均相同;相邻螺纹孔11沿水平方向和竖直方向的间距范围均为:30mm至70mm。本实施例中,相邻螺纹孔11间沿水平方向和沿竖直方向的间距范围均为50mm。本实施例中,螺纹孔11的形状与尺寸均为实施例一中的a型螺纹孔111相同,且本实施例中不具有b型螺纹孔112。
53.本实施例中的其余结构均与实施例一相同,因此不再赘述。
54.使用时,如图6,将需要加工的零件4与侧板1贴合,同时在零件4表面放置垫片5,随后通过与螺纹孔11匹配的螺栓6旋入侧板1的螺纹孔11中,使得螺栓6通过按压垫片5将零件4固定在侧板1上即可。本实施例中的零件4固定方式,相对于传统的靠板工装,可以省略掉将螺母放置与t型槽中的固定步骤,使得固定方式更加简单,有利于零件4的批量化加工。
55.可以理解的是,以上实施方式仅仅是为了说明本实用新型的原理而采用的示例性实施方式,然而本实用新型并不局限于此。对于本领域内的普通技术人员而言,在不脱离本实用新型的精神和实质的情况下,可以做出各种变形和改进,这些变形和改进也视为本实用新型的保护范围。
再多了解一些
本文用于创业者技术爱好者查询,仅供学习研究,如用于商业用途,请联系技术所有人。