1.本发明涉及隔膜泵制造技术领域,具体涉及一种驱动轴自动组装机。
背景技术:
2.旋转偏心机构是隔膜泵中的重要结构,包括驱动轴(或说摆杆,通常为一钢针)和支撑架,隔膜泵由马达驱动偏心轮旋转,偏心轮通过驱动轴传动于支撑架,使支撑架产生偏摆,从而控制阀体的进出气。在进行隔膜泵的组装时,驱动轴会事先固定插装在支撑架上,使二者成为一个整体组件,以方便后续的组装工作。现有技术中,都是利用手工的方式手动地将驱动轴插入装配在支撑架上的,因此效率低下,已难以满足工厂的产能需求。
技术实现要素:
3.因此,针对上述问题,本发明提出一种驱动轴自动组装机,以自动化地实现驱动轴与支撑架的组装工作。
4.本发明采用如下技术方案实现:
5.本发明提出驱动轴自动组装机,用于将驱动轴和支撑架插接为一体,包括转盘、驱动轴送料单元、支撑架送料单元和拾取装配单元,所述转盘以其轴线呈水平设置,所述转盘在其周面上设有数个用于承接驱动轴的接收槽,所述转盘由驱动装置驱动旋转,所述驱动轴送料单元包括至少一条用于线性地输送驱动轴的送料轨道,所述送料轨道由上至下倾斜地布置在所述转盘的外周侧,所述送料轨道对准所述接收槽以将驱动轴输送至所述接收槽,所述支撑架送料单元用于输送支撑架,处在所述接收槽中的驱动轴经所述转盘带动转动至竖直状态,所述拾取装配单元拾取支撑架并将支撑架压装于竖直状态的驱动轴,从而使驱动轴和支撑架插接为一体。
6.其中,为提高组装效率,优选所述拾取装配单元包括夹爪组件、升降机构和旋转驱动机构,所述夹爪组件包括对称布置的两个夹爪;所述旋转驱动机构驱动两个夹爪绕二者的中心位置回转,使得两个夹爪得以互换位置;所述升降机构驱动两个夹爪同步升降,使得其中一个夹爪下降以拾取支撑架时,另一个夹爪同步下降以将支撑架压装于驱动轴。
7.其中,为降低成本,优选所述升降机构是直线气缸,所述旋转驱动机构是由直线气缸驱动的齿轮齿条机构。
8.其中,为提高组装成品的良率,优选在所述转盘竖直方向上的正上方设有挡位件,所述挡位件具有一夹口,所述夹口能够扩展或收缩从而具有宽度较大的扩展状态和宽度较小的收缩状态,所述夹口处于宽度较大的扩展状态时,所述夹爪和支撑架能够通过所述夹口以压装于驱动轴,所述夹口处于宽度较小的收缩状态时,所述夹口能够限制支撑架通过但不限制夹爪通过。
9.其中,驱动轴自动组装机还包括侦测器和控制器,所述侦测器用于侦测所述夹爪是从上至下通过所述夹口或者是从下至上通过所述夹口,并发出反馈信号,所述控制器根据所述反馈信号控制所述夹口扩展或收缩,使得所述夹爪从上至下压装所述支撑架之后,
所述夹口收缩以限制支撑架向上运动,所述夹爪从下至上离开所述夹口之后,所述夹口扩展复位。
10.优选地,所述侦测器是从上至下布置的两个反射式光电传感器。
11.为提高驱动轴的输送效率,优选所述送料轨道设置有平行的两条以同时输送两个驱动轴,所述送料轨道由驱动装置驱动以切换位置使两条所述送料轨道先后对准所述接收槽,从而一先一后地分别向所述接收槽输送驱动轴。
12.优选地,所述转盘外周侧还设有出料拨叉,以将插接为一体的支撑架和驱动轴从所述接收槽中拨出。
13.优选地,所述出料拨叉呈片状结构,通过所述转盘的带动,所述出料拨叉伸入在所述转盘与支撑架之间,所述出料拨叉由驱动装置驱动以朝远离所述转盘的方向运动,从而将插接为一体的支撑架和驱动轴从所述接收槽中拨出。
14.优选地,在所述出料拨叉下方还设有倾斜向下延伸的出料滑板。
15.本发明具有以下有益效果:本发明实现了对驱动轴和支撑架的自动组装,大幅提高了隔膜泵的生产效率。
附图说明
16.图1是实施例中驱动轴和支撑架的插接配合示意图;
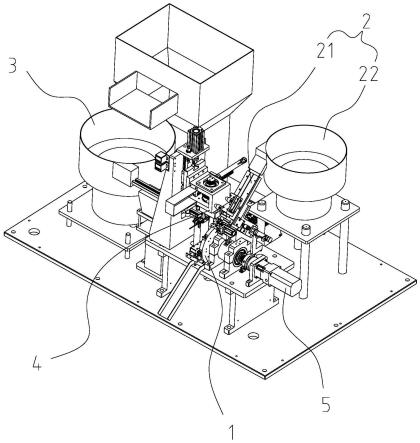
17.图2是实施例中驱动轴自动组装机的立体示意图;
18.图3是实施例中分料板、阻挡块和转盘的示意图(俯视);
19.图4是实施例中分料板、阻挡块和转盘的示意图(右视);
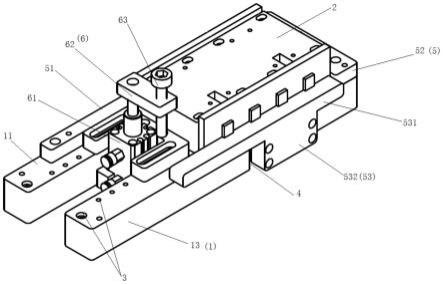
20.图5是实施例中转盘、挡位件、出料拨叉和出料滑板的示意图;
21.图6是图5中a处的局部放大图;
22.图7是图5中b处的局部放大图;
23.图8是实施例中拾取装配单元的立体示意图。
具体实施方式
24.为进一步说明各实施例,本发明提供有附图。这些附图为本发明揭露内容的一部分,其主要用以说明实施例,并可配合说明书的相关描述来解释实施例的运作原理。配合参考这些内容,本领域普通技术人员应能理解其他可能的实施方式以及本发明的优点。图中的组件并未按比例绘制,而类似的组件符号通常用来表示类似的组件。
25.现结合附图和具体实施方式对本发明进一步说明。
26.参阅图1-7所示,作为本发明的优选实施例,提供一种驱动轴自动组装机,用于将驱动轴100插接固定在支撑架200上,包括转盘1、驱动轴送料单元2、支撑架送料单元3和拾取装配单元4,转盘1呈竖直放置(轴线水平),转盘1在其周面上设有数个用于承接驱动轴100的接收槽11,转盘1由电机5驱动旋转,从而转盘1能够带动其上的驱动轴100转移至其周侧的不同位置。
27.为了便于说明,本实施例以驱动轴自动组装机的安装使用状态,即图2中的静态方位为描述方位。
28.驱动轴送料单元2包括送料振动盘22和衔接于送料振动盘出口处的分料板21,分
料板21上设有第一送料轨道211和第二送料轨道212,用于线性地输送驱动轴100。第一送料轨道211和第二送料轨道212由上至下倾斜地布置在转盘1的外周侧,分料板21可由气缸驱动以左右滑动(即沿图3中t-t'方向往复移动),使得第一送料轨道211和第二送料轨道212先后对准接收槽11,从而一先一后地分别向接收槽11输送驱动轴100。为了防止驱动轴100从第一送料轨道211或第二送料轨道212中掉落,在分料板21和转盘1之间设有阻挡块6,阻挡块6的宽度大于分料板21的运动跨度,阻挡块6上对应接收槽11仅设有一通孔61。
29.为了确保驱动轴100和支撑架200插接固定的可靠性,本例采用将驱动轴100以竖直的状态固定,再将支撑架200压装在驱动轴100上来实现,但由于驱动轴100比较细小,要将之以竖直的状态传送十分困难,本实施例通过将转盘1竖直放置,并将送料轨道(第一送料轨道211和第二送料轨道212)由上至下倾斜地布置在转盘1的外周侧,使得由送料振动盘22送出的驱动轴100可以依靠重力向下倾斜地顺滑到接收槽11内,再通过转盘1的转动,就能够将驱动轴100切换至竖直的状态,以进行后续的与支撑架200的插接工作。
30.本例中,送料轨道具有平行设置的第一送料轨道211和第二送料轨道212共两条,以同时输送两个驱动轴100,并通过气缸驱动分料板21使得第一送料轨道211和第二送料轨道212能够切换位置以分别对准接收槽11,有效地提高了输送驱动轴100的效率。在其他实施例中,可以只设有一个送料轨道,也可以设有三个或四个等更多数量的送料轨道,本实施例优选设置两个送料轨道可兼顾送料效率以及机台成本。
31.支撑架送料单元3用于输送支撑架200,其包括送料振动盘和衔接在送料振动盘出口处的输送平台,处在接收槽11中的驱动轴100经转盘1带动转动至竖直状态,拾取装配单元4拾取输送平台上的支撑架200并将支撑架200压装于竖直状态的驱动轴100,从而使驱动轴100和支撑架200插接为一体。
32.支撑架送料单元3是一输送装置,作用在于输送支撑架200至待装配位置供拾取装配单元4拾取,拾取装配单元4可以是任何的自动化拾取组装机构,例如多轴的机械手、夹爪、真空吸嘴等。参阅图2和图8,在本实施例中,拾取装配单元4包括夹爪组件41、升降机构42和旋转驱动机构43,夹爪组件41包括对称布置第一夹爪411和第二夹爪412;旋转驱动机构43驱动第一夹爪411和第二夹爪412绕二者的中心位置回转,使得第一夹爪411和第二夹爪412得以互换位置;升降机构42驱动第一夹爪411和第二夹爪412同步地升降。第一夹爪411和第二夹爪412中的其中一个是位于支撑架送料单元3的输送平台上方,另一个是位于转盘1的上方,以第一夹爪411位于转盘1的上方为例,拾取装配单元4工作时:装载有支撑架200的第一夹爪411下降压装支撑架200于驱动轴100,同时空载的第二夹爪412下降拾取支撑架200,接着第一夹爪411和第二夹爪412同步上升,经旋转驱动机构43驱动互换位置,然后装载有支撑架200第二夹爪412下降压装支撑架200于转盘1上的下一个驱动轴100,同时空载的第一夹爪411下降拾取支撑架200,如此循环,通过本实施例中拾取装配单元4的结构,大幅提高了支撑架200的压装效率。
33.本实施例中,升降机构42是直线气缸,旋转驱动机构43是包括直线气缸和由直线气缸驱动的齿轮齿条机构。通过齿轮齿条机构的运动转化,使升降机构42和旋转驱动机构43都能采用成本较低的直线气缸来运作。
34.如图6所示,在转盘1竖直方向上的正上方还设有挡位件7,挡位件7包括第一挡块71和第二挡块72,二者在转盘1正上方水平相对,从而在二者之间形成一夹口,第一挡块71
和第二挡块72能够通过彼此的相互运动以互相靠近或远离,从而扩展或收缩该夹口的宽度,例如,可以将第一挡块71设为可朝向第二挡块72移动的,或者将第一挡块71设为可朝向第二挡块72摆动的。实际生产中发现,由于支撑架200被第一夹爪411(或第二夹爪412)夹持着向下压装,在第一夹爪411(或第二夹爪412)完成压装动作然后上升的时候,容易因机台震动等因素勾住支撑架200,把支撑架200也往上拉动,造成支撑架200和驱动轴100的插接脱离,使得组装良率降低。而本实施例设置挡位件7,通过控制第一挡块71和第二挡块72之间夹口的宽度,在此夹口处于宽度较大的扩展状态时,第一夹爪411(或第二夹爪412)和支撑架200能够通过该夹口以压装于驱动轴100,在此夹口处于宽度较小的收缩状态时,能够限制支撑架200通过,使得支撑架200无法往上移动,但不限制第一夹爪411(或第二夹爪412)通过。从而实现了对支撑架200的限位作用。对挡位件7的控制,可以借助侦测器和控制器来实现,例如,本实施例在第一挡块71和第二挡块72之间设有侦测器10,该侦测器10包括从上至下布置的两个反射式光电传感器,通过两个反射式光电传感器,侦测出第一夹爪411(或第二夹爪412)是从上至下通过夹口或者是从下至上通过夹口,再根据侦测器10发出的反馈信号,控制器控制夹口扩展或收缩,使得第一夹爪411(或第二夹爪412)从上至下压装支撑架200之后,夹口收缩以限制支撑架200向上运动,第一夹爪411(或第二夹爪412)从下至上离开夹口之后,夹口扩展复位。
35.除了反射式光电传感器,侦测器也可以利用其它结构的侦测器来实现,各式的接近式传感器如霍尔传感器、电容传感器、超声波传感器都是可供选择的方案。
36.挡位件7对本实施例的组装机而言并不是必要的结构,但能进一步提高组装良率,提高组装的可靠性。
37.如图5和图7,在转盘1外周侧还设有出料拨叉8,出料拨叉8呈片状结构,通过转盘1的带动,出料拨叉8伸入在转盘1与支撑架200之间,出料拨叉8由气缸驱动以朝远离转盘1的方向运动(图7中m方向),从而将插接为一体的支撑架200和驱动轴100从接收槽11中拨出,完成出料,为便于对成品的收集,在出料拨叉8下方还设有倾斜向下延伸的出料滑板9。
38.本实施例实现了对驱动轴100和支撑架200的自动组装,大幅提高了隔膜泵的生产效率。
39.尽管结合优选实施方案具体展示和介绍了本发明,但所属领域的技术人员应该明白,在不脱离所附权利要求书所限定的本发明的精神和范围内,在形式上和细节上对本发明做出的各种变化,均落入本发明的保护范围。
再多了解一些
本文用于创业者技术爱好者查询,仅供学习研究,如用于商业用途,请联系技术所有人。