1.本发明涉及冶金材料领域,尤其涉及一种低温地区铁路用耐磨耐蚀钢轨生产方法。
背景技术:
2.我国西南、西北地区属于环境复杂、地理位置多层的地形。修建铁路面临低温、海拔落差等难点。相对应,钢轨服役面临低温、长隧道腐蚀等环境。长时间在低温环境下服役可能会出现脆断问题,直接影响铁路运输的安全。长期隧道内潮湿会对钢轨表面发生锈蚀,也影响钢轨运行的安全性。目前国内外有关研究钢轨低温性能的已公开发表的相关文献较少,重点关注于高抗拉强度、高踏面硬度钢轨的研发和线路铺设应用,耐蚀方面钢轨已在线路使用,相比较钢中主要加入高的耐蚀合金元素,产品相对应低温韧性和耐磨性未有显著提高。因此,面向西北、西南低温长隧道等环境,开发耐低温、耐磨耐腐蚀钢轨具有重要意义。
技术实现要素:
3.本发明的目的是提供一种低温地区铁路用耐磨耐蚀钢轨生产方法,冶炼具有良好强度和韧性配比及优异的耐磨耐蚀钢轨,使其可应用高寒地区环境中。
4.为解决上述技术问题,本发明采用如下技术方案:
5.本发明一种低温地区铁路用耐磨耐蚀钢轨生产方法,包括:
6.炼钢生产工艺为:铁水
→
转炉冶炼
→
lf精炼
→
vd
→
连铸;转炉冶炼采用无铝脱氧合金化,全过程按精炼正常吹氩;真空度≤0.10kpa,深真空时间≥18min,过热度δt≤30℃,稀土合金在vd工位加入;
7.钢轨轧制工艺为:方坯
→
锯切
→
加热
→
bd1轧制
→
bd2轧制
→
ccs万能轧机连轧
→
在线余热淬火
→
锯切
→
冷却
→
切头尾
→
矫直
→
检查
→
包装
→
过磅
→
入库;其方坯加热预热段温度不大于900℃;加热时长不小于3小时15分钟;出炉温度为不低于1150℃,开轧温度≥1100℃,终轧温度910~940℃;
8.在线余热淬火的冷却介质为纯风介质,钢轨开始余热热处理温度为720℃~ 800℃,在线热处理140~160s后出热处理生产线,在线第一阶段对钢轨轨头顶面、两侧、及轨距角下颚、轨底处冷却;实际冷却段冷却速度2℃/s~4℃/s,冷却时长60s~80s;保证钢轨最终组织为少量的铁素体 珠光体组织;第二阶段弱冷,对钢轨顶面、轨头两侧、轨距角下颚、轨底冷却,冷速≤1.5℃/s,冷却后出口轨头温度为450℃~550℃,后自然空冷至室温。
9.进一步的,所述钢轨的质量百分的化学成分为:c 0.50~0.68%;si 0.30~ 0.65%;mn 0.55~1.05%;p≤0.025%;s≤0.025%;cr 0.10~0.45%;cu 0.15~ 0.40%;v 0.02~0.08%;其余为fe及不可避免的轧制,质量分数共计为100%。
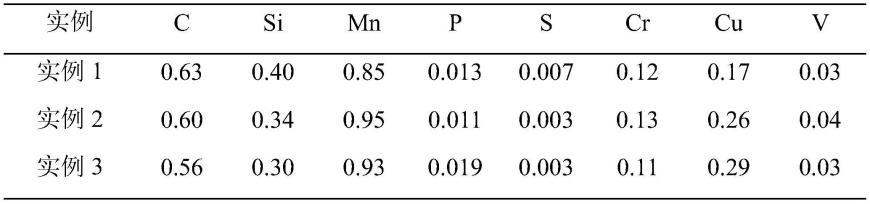
10.进一步的,所述钢轨的质量百分的化学成分为:c 0.63%;si 0.40%;mn 0.85%; p 0.013%;s 0.007%;cr 0.12%;cu 0.17%;v 0.03%;其余为fe及不可避免的轧制,质
量分数共计为100%。
11.进一步的,所述钢轨的质量百分的化学成分为:c 0.60%;si 0.34%;mn 0.95%; p 0.011%;s 0.003%;cr 0.13%;cu 0.26%;v 0.04%;其余为fe及不可避免的轧制,质量分数共计为100%。
12.进一步的,所述钢轨的质量百分的化学成分为:c 0.56%;si 0.30%;mn 0.93%; p 0.019%;s 0.003%;cr 0.11%;cu 0.29%;v 0.03%;其余为fe及不可避免的轧制,质量分数共计为100%。
13.该材料中所添加的主要合金元素si、mn,目的是提高钢轨强度能力和相变转变温度适宜热处理线。该钢材中c成分设计,与fe有较大的固溶度,具有固溶强化作用,提高钢材的强度和硬度,本发明考虑韧性、耐蚀性,结合热处理工艺,采用中低c思路。mn扩大奥氏体相区,增加钢的过冷奥氏体的稳定性,显著提高钢的淬透性。si降低奥氏体到铁素体转变速度,提高钢的强度、弹性和抗回火稳定性,同时考虑到钢轨焊接性,si含量不宜过高,因为si传热性差,不利于钢轨焊接;此外,加入cr、v为细化钢轨晶粒,提高材料强韧性和淬透性。加入微量cu元素主要提高材料耐蚀性。
14.与现有技术相比,本发明的有益技术效果:
15.本发明利用在线余热热处理工艺提高钢轨强度、硬度,同时合理设计成分和钢轨中加入最优的cu、cr、v合金元素,在此轧制工艺下能提高钢轨的抗拉强度、伸长率、踏面硬度、耐磨、耐蚀、冲击韧性等性能。用其生产的热处理钢轨,具有很好的抗拉强度、踏面硬度和冲击功。本发明的耐低温耐磨耐蚀热处理钢轨具有独特的生产工艺,生产效率高、节能环保,经济效益好,适合于大规模生产,具有良好的推广价值。
具体实施方式
16.钢材的冶炼生产工艺为:铁水
→
转炉冶炼
→
lf精炼
→
vd
→
连铸。转炉冶炼采用无铝脱氧合金化,全过程按精炼正常吹氩;真空度≤0.10kpa,深真空时间≥18min,过热度δt≤30℃。各实例化学成分如表1所示。
17.表1各实例成分(质量百分数/%)
[0018][0019]
轧制工艺为:方坯
→
锯切
→
加热
→
bd1轧制
→
bd2轧制
→
ccs万能轧机连轧
→
在线余热淬火
→
锯切
→
冷却
→
切头尾
→
矫直
→
检查
→
包装
→
过磅
→
入库。其方坯加热预热段温度不大于900℃;加热时长不小于3小时15分钟。出炉温度为不低于1150℃,开轧温度≥1100℃,终轧温度910~940℃。
[0020]
在线余热淬火冷却介质为高压风。钢轨开始余热热处理温度为720℃~ 800℃,在线热处理140~160s后出热处理生产线,在线第一阶段对钢轨轨头顶面、两侧、及轨距角下颚、轨底处冷却。实际冷却段冷却速度2℃/s~4℃/s,冷却时长60s~80s。保证钢轨最终组
织为少量的铁素体 珠光体组织。第二阶段弱冷,对钢轨顶面、轨头两侧、轨距角下颚、轨底冷却,冷速≤1.5℃/s,冷却后出口轨头温度为450℃~550℃,后自然空冷至室温。
[0021]
轧制后钢材试样性能:其中拉伸试样规格为,直径d0=10mm,标距lo=5do。踏面硬度在钢轨上随机取样,试样长度250mm,轨头顶面磨去0.5mm,测试点 5个,进行布氏硬度测试,计算平均值,试验温度为20℃土5℃,以上试样取样方法和位置及尺寸按照tb/t2344-2012标准。冲击取样按照gb/t229-2007,取样位置在踏面中心,方向为纵向,尺寸为10mm
×
10mm
×
50mm,为aku2型缺口。耐蚀性与生产的u71mnh钢轨进行盐雾腐蚀实验对比;实验结果如表2 所示。
[0022]
表2各实例力学性能
[0023][0024]
以上所述的实施例仅是对本发明的优选方式进行描述,并非对本发明的范围进行限定,在不脱离本发明设计精神的前提下,本领域普通技术人员对本发明的技术方案做出的各种变形和改进,均应落入本发明权利要求书确定的保护范围内。
再多了解一些
本文用于创业者技术爱好者查询,仅供学习研究,如用于商业用途,请联系技术所有人。