1.本发明属于工艺方法,具体涉及一种提高斜瓣式止回阀密封性能的工艺方法。
背景技术:
2.斜瓣式止回阀在装配后水压密封试验时,经常会出现泄漏量超标甚至大漏的情况,究其原因:由于阀瓣与阀体上配合密封面均为斜锥面,阀瓣受自重影响存在下坠的的趋势,当阀体销轴孔和阀瓣的销轴孔大小及同轴度在制造时存在一定的偏差时,阀瓣密封面很难和阀体上密封面贴合实现密封,因此装配好的阀门需拆解返工,造成了质量成本的大量浪费。
技术实现要素:
3.本发明的内容是针对现有技术的缺陷,提供一种提高斜瓣式止回阀密封性能的工艺方法,能有效提高阀门的密封性能。
4.本发明是这样实现的:一种提高斜瓣式止回阀密封性能的工艺制造方法,包括下述步骤:
5.步骤一:阀体加工准备;
6.步骤二:阀瓣加工准备;
7.步骤三:阀瓣上焊接工艺螺母;
8.步骤四:装配阀瓣至阀体;
9.步骤五:第1次加水检测密封泄漏;
10.步骤六:上镗床加工销轴孔
11.步骤七:第2次加水检测密封泄漏;
12.步骤八:装配销轴及轴套;
13.步骤九:第3次加水检测密封泄漏;
14.步骤十:拆除销轴、轴套;
15.步骤十一:阀瓣再次加工。
16.如上所述的一种提高斜瓣式止回阀密封性能的工艺制造方法,其中,所述的步骤一包括,阀体加工时,除阀体上销轴孔外,其它部位均加工到位,最后在阀体中头内壁装配阀瓣侧中心刻划一条对正线。
17.如上所述的一种提高斜瓣式止回阀密封性能的工艺制造方法,其中,所述的步骤二包括,阀瓣在坯料准备时需在密封面端部预增加一个环形工艺台肩,台肩高度8-20mm,除去阀瓣上的销轴孔外,阀瓣图纸上其余部位按图加工到位,工艺台肩的尺寸大小加工至比阀体通道尺寸小0.1-0.2mm,最后在阀瓣二处吊耳凸台中心划刻一条对正线。
18.如上所述的一种提高斜瓣式止回阀密封性能的工艺制造方法,其中,所述的步骤三包括,在阀瓣密封面前端面中心部位焊接1-2个工艺螺母,焊接1个时焊接在中心,焊接2个关于中心对称分布一定距离。
19.如上所述的一种提高斜瓣式止回阀密封性能的工艺制造方法,其中,所述的步骤四包括,预装配阀瓣至阀体中,使阀瓣前端定位台肩完全进入阀体密封面后端直通道中,同时调整阀瓣上刻线和阀体中头内侧刻线对正,然后从阀体密封面一侧通道中装旋1-2根拉紧螺柱至阀瓣前端的工艺螺母中,再通过前端锁紧螺母拧紧支撑板固定阀瓣。
20.如上所述的一种提高斜瓣式止回阀密封性能的工艺制造方法,其中,所述的步骤五包括,调整阀体位置,使阀体通道密封面一端斜向下放置,给阀体内腔加水,加水高度保证浸没阀瓣,等待3-5分钟后,检查阀体下侧通道口有无水漏出,无泄漏则进行以下工序;
21.所述的步骤七的内容与步骤五相同;
22.所述的步骤九的内容与步骤五相同。
23.如上所述的一种提高斜瓣式止回阀密封性能的工艺制造方法,其中,所述的步骤六包括,上镗床配钻镗一侧阀体及阀瓣销轴孔,接着调面配钻镗另外一侧阀体及阀瓣销轴至要求。
24.如上所述的一种提高斜瓣式止回阀密封性能的工艺制造方法,其中,所述的步骤八包括,装配准备好的销轴、轴套、工艺压板及紧固件,接着拆除锁紧螺母、支撑板及拉紧螺柱,手动使阀瓣反复启闭2-3次,检查阀瓣启闭灵活无卡阻。
25.如上所述的一种提高斜瓣式止回阀密封性能的工艺制造方法,其中,所述的步骤十包括,拆除销轴、轴套、工艺压板、紧固件及阀瓣。
26.如上所述的一种提高斜瓣式止回阀密封性能的工艺制造方法,其中,所述的步骤十一包括,打磨去除阀瓣前端面上焊接的工艺螺母,上车床车去阀瓣前端的工艺台肩后进行正式装配。
27.本发明的显著效果是:本工艺方法设计合理,方便实施,从而有效的提高了阀门的密封性能,保障了产品质量,节约了生产成本。
附图说明
28.图1为阀体加工销轴孔示意图
29.图2为阀瓣加工销轴孔示意图
30.图3为带有工艺台肩及工艺螺母的阀瓣示意图
31.图4为图3的左视结构示意图
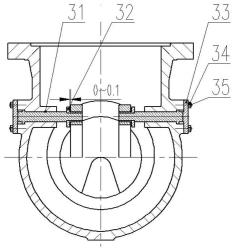
32.图5为装配了销轴、轴套、工艺压板及螺栓的示意图
33.附图中标记说明:1-阀体;2-阀体密封面后端直通道;3-阀瓣;4-拉紧螺柱;5-支撑板;6-锁紧螺母;7-阀体销轴孔;8-阀体中头内侧中心刻线;9-阀瓣销轴孔;21-阀瓣吊耳;22-零件阀瓣销轴孔;23-中心刻线;24-阀瓣密封面前端工艺台肩;25-工艺台肩外圆;26-工艺螺母;31-销轴;32-轴套;33-工艺压板;34-螺母;35-螺柱
具体实施方式
34.一种提高斜瓣式止回阀密封性能的工艺方法,包括下述内容:
35.步骤一:阀体加工准备,
36.如图1中的件1阀体加工时,除件7阀体销轴孔外,其它部位均加工到位,最后在阀体中头内壁刻划件8阀体中头内侧中心刻线;
37.步骤二:阀瓣加工准备
38.如图2中的件3阀瓣在坯料准备时需在密封面端部预增加一个件24阀瓣密封面前端工艺台肩,台肩高度8-20mm,除件22零件阀瓣销轴孔外,阀瓣图纸上其余部位按图加工到位,工艺台肩的尺寸大小加工至比阀体通道尺寸小0.1-0.2mm,最后在2处件21阀瓣吊耳对称中心划刻件23中心刻线;
39.步骤三:阀瓣上焊接工艺螺母
40.在阀瓣密封面前端面中心部位焊接件26工艺螺母1-2个,焊接1个时焊接在中心,焊接2个关于中心对称分开一段距离;
41.步骤四:装配阀瓣至阀体中
42.如图1-2,预装配阀瓣至阀体中,使件25阀瓣前端工艺台肩外圆完全进入件2阀体密封面后端直通道中,同时调整件23中心刻线和件8阀体中头内侧刻线对正,然后从阀体密封面一侧通道中装旋1-2根件4拉紧螺柱至阀瓣前端的件26工艺螺母中,再通过前端件6锁紧螺母拧紧件7支撑板固定件3阀瓣;
43.步骤五:第1次加水检测密封泄漏
44.调整阀体位置,使阀体通道密封面一端处于斜向下位置,给阀体内腔加水,加水位置保证浸没阀瓣,等待3-5分钟后,检查阀体下侧通道口有无水漏出,无泄漏则进行以下工序;
45.步骤六:上镗床加工销轴孔
46.上镗床按如图1-2所示位置配钻镗一侧件7阀体销轴孔及件9阀瓣销轴孔,接着调面配钻镗另外一侧7阀体销轴孔及件9阀瓣销轴孔至图要求;
47.步骤七:第2次加水检测密封泄漏
48.按步骤五再次调整阀体位置并加水,检查密封面有无水漏出;
49.步骤八:装配销轴及轴套
50.依次装配准备好的件32轴套、件31销轴、件33工艺压板、件35螺柱及34螺母,接着拆除件6锁紧螺母、件5支撑板及件4拉紧螺柱,手动使阀瓣反复启闭2-3次,检查阀瓣启闭灵活无卡阻;
51.步骤九:第3次加水检测密封泄漏
52.按步骤五方法加水检查密封面有无水漏出;
53.步骤十:拆除销轴、轴套等
54.拆除34螺母、件35螺柱、件33工艺压板、件31销轴、32轴套及件3阀瓣;
55.步骤十一:阀瓣再次加工
56.打磨去除阀瓣前端面上焊接的件26工艺螺母,上车床车去件24阀瓣密封面前端工艺台肩后进行正式装配。
再多了解一些
本文用于创业者技术爱好者查询,仅供学习研究,如用于商业用途,请联系技术所有人。
