1.本发明涉及一种自动化高频直缝焊管机,特别是涉及一种针对各种径口管件可全自动对接的自动化高频直缝焊管机,属于自动化高频直缝焊管机技术领域。
背景技术:
2.现有技术中的自动化高频直缝焊管机在使用的时候存在如下问题:
3.在使用的时候两侧对管体进行夹持的时候无法自适应进行对管体进行夹持适应不同直径的管体;
4.现有技术中的自动化高频直缝焊管机在使用的时候无法进行高精度同步的对接而且对接以后无法进行测量对接的强度以及自适应的启动进行焊接;
5.现有技术中在进行焊接的时候无法进行封闭焊接导致焊接的强光造成光烟的污染和废屑的肆意飞溅;
6.为此设计一种针对各种径口管件可全自动对接的自动化高频直缝焊管机来优化上述问题。
技术实现要素:
7.本发明的主要目的是为了提供一种针对各种径口管件可全自动对接的自动化高频直缝焊管机,将需要进行焊接的管件放置在两组夹持板之间,然后启动电动伸缩夹持杆调节夹持板移动进行夹持,启动水平调节电机调节水平调节螺杆带动支撑滑块相向移动使其管体贯穿防护罩进行对接,通过不断运动的支撑滑块进而使其内调节滑块滑动压缩第一内滑动杆,通过第一内滑动杆压缩压动第一外套筒内底部的压力传感器获取压力信息当达到设定值后则启动旋转电机,通过旋转电机调节调节齿轮旋转,通过调节齿轮调节外齿牙环运动并启动电动伸缩焊接头靠近焊接部分进行旋转焊接,在进行焊接的时候同步启动驱动电机调节转杆带动调节齿轮旋转,通过调节齿轮与外齿牙相互啮合带动旋转环旋转,通过旋转环调节联动齿轮旋转,通过联动齿轮调节调节螺杆旋转,通过调节螺杆调节调节板向内移动与管体外壁接触将防护罩内密封,将防护罩的外端部与气泵连接,然后气泵的另一端连接过滤器不断吸附焊接的烟气。
8.本发明的目的可以通过采用如下技术方案达到:
9.一种针对各种径口管件可全自动对接的自动化高频直缝焊管机,包括底固定条,所述底固定条的顶部沿所述底固定条横向上设有水平调节滑轨组件,该水平调节滑轨组件的外侧套设啮合有y型滑动架组件,该y型滑动架组件的两侧开设有侧条型槽口,所述侧条型槽口的内壁安装有压力检测缓冲筒组件,所述压力检测缓冲筒组件的输出端安装有可在所述侧条型槽口的内侧滑动的夹持板组件,所述底固定条的顶中部处安装有l型支撑架,所述l型支撑架的内侧设有可在所述l型支撑架上旋转的外齿轮环组件,所述l型支撑架的侧中部处安装有可驱动所述外齿轮环组件旋转的齿轮驱动组件,所述外齿轮环组件的内侧安
装有电动伸缩焊接头,所述l型支撑架的外侧套设有防护罩,所述防护罩的内壁两侧处设有旋转齿环组件,所述防护罩的顶部设有可驱动该旋转齿环组件的齿轮调节组件,所述防护罩的内壁设有可被所述旋转齿环组件调节的调节螺杆组件,该调节螺杆组件的外侧啮合有可收纳挡环组件。
10.优选的,水平调节滑轨组件包括水平滑槽、水平调节电机和水平调节螺杆,所述底固定条的顶部沿底固定条横向上安装有水平滑槽,所述水平滑槽的内侧沿所述水平滑槽横向上设有水平调节螺杆,所述水平滑槽的外端部处安装有水平调节电机,所述水平调节电机的输出端贯穿水平滑槽安装水平调节螺杆,所述水平调节螺杆的外侧啮合有y型滑动架组件。
11.优选的,y型滑动架组件包括u型座和支撑滑块,所述水平调节螺杆的外侧啮合有支撑滑块,所述支撑滑块的顶部安装有u型座,所述u型座的两侧开设有侧条型槽口。
12.优选的,压力检测缓冲筒组件包括第一外套筒、第一内滑动杆、和压力传感器,所述侧条型槽口的内壁端部处安装有第一外套筒,所述第一外套筒的内壁安装有压力传感器,且压力传感器的外侧安装有,所述的外端部处安装有第一内滑动杆,所述第一内滑动杆的外端部处安装有夹持板组件。
13.优选的,外齿轮环组件包括外齿牙环和侧环形槽,所述外齿牙环的两侧开设有侧环形槽,所述l型支撑架插入至所述侧环形槽的内侧,所述外齿牙环的内壁安装有电动伸缩焊接头。
14.优选的,齿轮驱动组件包括旋转电机和调节齿轮,所述l型支撑架的一侧中部处安装有旋转电机,所述旋转电机的输出端贯穿所述l型支撑架安装有调节齿轮,且所述调节齿轮的外侧与所述外齿牙环相互啮合。
15.优选的,旋转齿环组件包括旋转环、外齿牙和侧齿牙,所述防护罩的内侧设有可在所述防护罩内侧旋转的旋转环,所述旋转环的外环部等间距设有外齿牙,所述旋转环的一侧等角度设有侧齿牙,且所述外齿牙与所述齿轮调节组件相互啮合。
16.优选的,齿轮调节组件包括调节齿轮、驱动电机和转杆,所述防护罩的一侧顶部处安装有驱动电机,且所述驱动电机的输出端贯穿防护罩安装有转杆,所述转杆的外侧两端安装有调节齿轮,所述调节齿轮与所述外齿牙相互啮合;
17.调节螺杆组件包括联动齿轮、螺杆支撑架和调节螺杆,所述防护罩的内壁安装有螺杆支撑架,且所述螺杆支撑架贯穿设有调节螺杆,所述调节螺杆与螺杆支撑架之间通过轴承连接,所述调节螺杆的一端安装有联动齿轮,所述联动齿轮与旋转环相互啮合,所述调节螺杆的外侧啮合有可收纳挡环组件;
18.可收纳挡环组件包括橡胶连接层和调节板,所述调节螺杆的外侧啮合有调节板,所述调节板的外侧之间相互连接有橡胶连接层。
19.优选的,夹持板组件包括内调节滑块、l型限位杆、侧上限位槽口、电动伸缩夹持杆和夹持板,所述第一内滑动杆的端部处安装有内调节滑块,所述内调节滑块的内侧安装有电动伸缩夹持杆,所述电动伸缩夹持杆的输出端安装有夹持板,所述内调节滑块的背部安装有l型限位杆,所述u型座的两侧且位于所述侧条型槽口上方处开设有侧上限位槽口,所述l型限位杆的另一端插入至所述侧上限位槽口的内侧。
20.优选的,该高频直缝焊管机还包括如下使用方法:
21.步骤一:将需要进行焊接的管件放置在两组夹持板之间,然后启动电动伸缩夹持杆调节夹持板移动进行夹持;
22.步骤二:启动水平调节电机调节水平调节螺杆带动支撑滑块相向移动使其管体贯穿防护罩进行对接;
23.步骤三:通过不断运动的支撑滑块进而使其内调节滑块滑动压缩第一内滑动杆,通过第一内滑动杆压缩压动第一外套筒内底部的压力传感器获取压力信息当达到设定值后则启动旋转电机;
24.步骤四:通过旋转电机调节调节齿轮旋转,通过调节齿轮调节外齿牙环运动并启动电动伸缩焊接头靠近焊接部分进行旋转焊接;
25.步骤五:在进行焊接的时候同步启动驱动电机调节转杆带动调节齿轮旋转;
26.步骤六:通过调节齿轮与外齿牙相互啮合带动旋转环旋转,通过旋转环调节联动齿轮旋转;
27.步骤七:通过联动齿轮调节调节螺杆旋转,通过调节螺杆调节调节板向内移动与管体外壁接触将防护罩内密封;
28.步骤八:将防护罩的外端部与气泵连接,然后气泵的另一端连接过滤器不断吸附焊接的烟气。
29.本发明的有益技术效果:
30.本发明提供的一种针对各种径口管件可全自动对接的自动化高频直缝焊管机,将需要进行焊接的管件放置在两组夹持板之间,然后启动电动伸缩夹持杆调节夹持板移动进行夹持,启动水平调节电机调节水平调节螺杆带动支撑滑块相向移动使其管体贯穿防护罩进行对接,通过不断运动的支撑滑块进而使其内调节滑块滑动压缩第一内滑动杆,通过第一内滑动杆压缩压动第一外套筒内底部的压力传感器获取压力信息当达到设定值后则启动旋转电机,通过旋转电机调节调节齿轮旋转,通过调节齿轮调节外齿牙环运动并启动电动伸缩焊接头靠近焊接部分进行旋转焊接,在进行焊接的时候同步启动驱动电机调节转杆带动调节齿轮旋转,通过调节齿轮与外齿牙相互啮合带动旋转环旋转,通过旋转环调节联动齿轮旋转,通过联动齿轮调节调节螺杆旋转,通过调节螺杆调节调节板向内移动与管体外壁接触将防护罩内密封,将防护罩的外端部与气泵连接,然后气泵的另一端连接过滤器不断吸附焊接的烟气。
附图说明
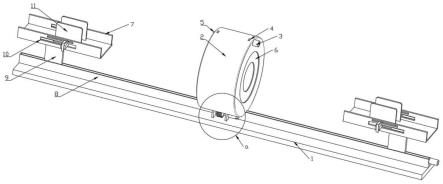
31.图1为按照本发明的一种针对各种径口管件可全自动对接的自动化高频直缝焊管机的一优选实施例的装置整体第一视角立体结构示意图;
32.图2为按照本发明的一种针对各种径口管件可全自动对接的自动化高频直缝焊管机的一优选实施例的装置整体第二视角立体结构示意图;
33.图3为按照本发明的一种针对各种径口管件可全自动对接的自动化高频直缝焊管机的一优选实施例的b处结构放大图;
34.图4为按照本发明的一种针对各种径口管件可全自动对接的自动化高频直缝焊管机的一优选实施例的a处结构放大图;
35.图5为按照本发明的一种针对各种径口管件可全自动对接的自动化高频直缝焊管
机的一优选实施例的旋转焊接组件、水平调节滑轨组件、夹持组件和缓冲检测组件组合立体结构示意图;
36.图6为按照本发明的一种针对各种径口管件可全自动对接的自动化高频直缝焊管机的一优选实施例的旋转焊接组件和调节齿轮组件组合立体结构示意图;
37.图7为按照本发明的一种针对各种径口管件可全自动对接的自动化高频直缝焊管机的一优选实施例的外壳体俯视图结构示意图;
38.图8为按照本发明的一种针对各种径口管件可全自动对接的自动化高频直缝焊管机的一优选实施例的c处结构放大图;
39.图9为按照本发明的一种针对各种径口管件可全自动对接的自动化高频直缝焊管机的一优选实施例的夹持组件、缓冲检测组件和移动架组件组合立体结构示意图;
40.图10为按照本发明的一种针对各种径口管件可全自动对接的自动化高频直缝焊管机的一优选实施例的缓冲检测组件结构示意图。
41.图中:1-底固定条,2-防护罩,3-驱动电机,4-调节齿轮,5-转杆,6-调节板,7-u型座,8-水平滑槽,9-支撑滑块,10-侧条型槽口,11-夹持板,12-水平调节电机,13-l型限位杆,14-内调节滑块,15-电动伸缩夹持杆,16-侧上限位槽口,17-第一外套筒,18-第一内滑动杆,19-调节齿轮,20-l型支撑架,21-旋转电机,22-外齿牙环,23-电动伸缩焊接头,24-侧环形槽,25-外齿牙,26-侧齿牙,27-旋转环,28-橡胶连接层,29-联动齿轮,30-调节螺杆,31-螺杆支撑架。
具体实施方式
42.为使本领域技术人员更加清楚和明确本发明的技术方案,下面结合实施例及附图对本发明作进一步详细的描述,但本发明的实施方式不限于此。
43.如图1-图10所示,本实施例提供的一种针对各种径口管件可全自动对接的自动化高频直缝焊管机,包括底固定条1,底固定条1的顶部沿底固定条1横向上设有水平调节滑轨组件,该水平调节滑轨组件的外侧套设啮合有y型滑动架组件,该y型滑动架组件的两侧开设有侧条型槽口10,侧条型槽口10的内壁安装有压力检测缓冲筒组件,压力检测缓冲筒组件的输出端安装有可在侧条型槽口10的内侧滑动的夹持板组件,底固定条1的顶中部处安装有l型支撑架20,l型支撑架20的内侧设有可在l型支撑架20上旋转的外齿轮环组件,l型支撑架20的侧中部处安装有可驱动外齿轮环组件旋转的齿轮驱动组件,外齿轮环组件的内侧安装有电动伸缩焊接头23,l型支撑架20的外侧套设有防护罩2,防护罩2的内壁两侧处设有旋转齿环组件,防护罩2的顶部设有可驱动该旋转齿环组件的齿轮调节组件,防护罩2的内壁设有可被旋转齿环组件调节的调节螺杆组件,该调节螺杆组件的外侧啮合有可收纳挡环组件。
44.将需要进行焊接的管件放置在两组夹持板11之间,然后启动电动伸缩夹持杆15调节夹持板11移动进行夹持,启动水平调节电机12调节水平调节螺杆带动支撑滑块9相向移动使其管体贯穿防护罩2进行对接,通过不断运动的支撑滑块9进而使其内调节滑块14滑动压缩第一内滑动杆18,通过第一内滑动杆18压缩32压动第一外套筒17内底部的压力传感器获取压力信息当达到设定值后则启动旋转电机21,通过旋转电机21调节调节齿轮19旋转,通过调节齿轮19调节外齿牙环22运动并启动电动伸缩焊接头23靠近焊接部分进行旋转焊
接,在进行焊接的时候同步启动驱动电机3调节转杆5带动调节齿轮4旋转,通过调节齿轮4与外齿牙25相互啮合带动旋转环27旋转,通过旋转环27调节联动齿轮29旋转,通过联动齿轮29调节调节螺杆30旋转,通过调节螺杆30调节调节板6向内移动与管体外壁接触将防护罩2内密封,将防护罩2的外端部与气泵连接,然后气泵的另一端连接过滤器不断吸附焊接的烟气。
45.在本实施例中,水平调节滑轨组件包括水平滑槽8、水平调节电机12和水平调节螺杆,底固定条1的顶部沿底固定条1横向上安装有水平滑槽8,水平滑槽8的内侧沿水平滑槽8横向上设有水平调节螺杆,水平滑槽8的外端部处安装有水平调节电机12,水平调节电机12的输出端贯穿水平滑槽8安装水平调节螺杆,水平调节螺杆的外侧啮合有y型滑动架组件。
46.在本实施例中,y型滑动架组件包括u型座7和支撑滑块9,水平调节螺杆的外侧啮合有支撑滑块9,支撑滑块9的顶部安装有u型座7,u型座7的两侧开设有侧条型槽口10。
47.在本实施例中,压力检测缓冲筒组件包括第一外套筒17、第一内滑动杆18、32和压力传感器,侧条型槽口10的内壁端部处安装有第一外套筒17,第一外套筒17的内壁安装有压力传感器,且压力传感器的外侧安装有32,32的外端部处安装有第一内滑动杆18,第一内滑动杆18的外端部处安装有夹持板组件。
48.在本实施例中,外齿轮环组件包括外齿牙环22和侧环形槽24,外齿牙环22的两侧开设有侧环形槽24,l型支撑架20插入至侧环形槽24的内侧,外齿牙环22的内壁安装有电动伸缩焊接头23。
49.在本实施例中,齿轮驱动组件包括旋转电机21和调节齿轮19,l型支撑架20的一侧中部处安装有旋转电机21,旋转电机21的输出端贯穿l型支撑架20安装有调节齿轮19,且调节齿轮19的外侧与外齿牙环22相互啮合。
50.在本实施例中,旋转齿环组件包括旋转环27、外齿牙25和侧齿牙26,防护罩2的内侧设有可在防护罩2内侧旋转的旋转环27,旋转环27的外环部等间距设有外齿牙25,旋转环27的一侧等角度设有侧齿牙26,且外齿牙25与齿轮调节组件相互啮合。
51.在本实施例中,齿轮调节组件包括调节齿轮4、驱动电机3和转杆5,防护罩2的一侧顶部处安装有驱动电机3,且驱动电机3的输出端贯穿防护罩2安装有转杆5,转杆5的外侧两端安装有调节齿轮4,调节齿轮4与外齿牙25相互啮合;
52.调节螺杆组件包括联动齿轮29、螺杆支撑架31和调节螺杆30,防护罩2的内壁安装有螺杆支撑架31,且螺杆支撑架31贯穿设有调节螺杆30,调节螺杆30与螺杆支撑架31之间通过轴承连接,调节螺杆30的一端安装有联动齿轮29,联动齿轮29与旋转环27相互啮合,调节螺杆30的外侧啮合有可收纳挡环组件;
53.可收纳挡环组件包括橡胶连接层28和调节板6,调节螺杆30的外侧啮合有调节板6,调节板6的外侧之间相互连接有橡胶连接层28。
54.在本实施例中,夹持板组件包括内调节滑块14、l型限位杆13、侧上限位槽口16、电动伸缩夹持杆15和夹持板11,第一内滑动杆18的端部处安装有内调节滑块14,内调节滑块14的内侧安装有电动伸缩夹持杆15,电动伸缩夹持杆15的输出端安装有夹持板11,内调节滑块14的背部安装有l型限位杆13,u型座7的两侧且位于侧条型槽口10上方处开设有侧上限位槽口16,l型限位杆13的另一端插入至侧上限位槽口16的内侧。
55.在本实施例中,该高频直缝焊管机还包括如下使用方法:
56.步骤一:将需要进行焊接的管件放置在两组夹持板11之间,然后启动电动伸缩夹持杆15调节夹持板11移动进行夹持;
57.步骤二:启动水平调节电机12调节水平调节螺杆带动支撑滑块9相向移动使其管体贯穿防护罩2进行对接;
58.步骤三:通过不断运动的支撑滑块9进而使其内调节滑块14滑动压缩第一内滑动杆18,通过第一内滑动杆18压缩32压动第一外套筒17内底部的压力传感器获取压力信息当达到设定值后则启动旋转电机21;
59.步骤四:通过旋转电机21调节调节齿轮19旋转,通过调节齿轮19调节外齿牙环22运动并启动电动伸缩焊接头23靠近焊接部分进行旋转焊接;
60.步骤五:在进行焊接的时候同步启动驱动电机3调节转杆5带动调节齿轮4旋转;
61.步骤六:通过调节齿轮4与外齿牙25相互啮合带动旋转环27旋转,通过旋转环27调节联动齿轮29旋转;
62.步骤七:通过联动齿轮29调节调节螺杆30旋转,通过调节螺杆30调节调节板6向内移动与管体外壁接触将防护罩2内密封;
63.步骤八:将防护罩2的外端部与气泵连接,然后气泵的另一端连接过滤器不断吸附焊接的烟气。
64.以上,仅为本发明进一步的实施例,但本发明的保护范围并不局限于此,任何熟悉本技术领域的技术人员在本发明所公开的范围内,根据本发明的技术方案及其构思加以等同替换或改变,都属于本发明的保护范围。
再多了解一些
本文用于创业者技术爱好者查询,仅供学习研究,如用于商业用途,请联系技术所有人。