1.本实用新型涉及机加工夹具技术领域,具体涉及一种转子压缩机齿轮箱高低压端盖加工用夹具。
背景技术:
2.转子压缩机的齿轮箱、高低压端盖等零部件需要利用数控机床进行精密加工,各零部件通常又包括正反两面加工的工序,在利用数控机床加工时,需先将这些零部件固定安装到专用的工装夹具上,待前道工序加工完成后,再将这些领部件从该工装夹具上拆卸下来换向安装以进行后道工序加工。目前各零部件采用手工装夹,而现有的加工用夹具操作复杂,每次换装需耗费大量时间和人力,导致加工效率较低。
技术实现要素:
3.本实用新型的目的是提供一种转子压缩机齿轮箱高低压端盖加工用夹具,可缩减夹具换装时间,以提高加工效率。
4.本实用新型的上述技术目的是通过以下技术方案得以实现的。
5.一种转子压缩机齿轮箱高低压端盖加工用夹具,包括底座,底座设置有向上延伸的安装柱,安装柱四周分别设有第一安装面、第二安装面、第三安装面和第四安装面,第一安装面、第二安装面、第三安装面和第四安装面分别设有安装孔;还包括第一模板、第二模板、第三模板和第四模板,第一模板、第二模板、第三模板和第四模板分别设有与第一安装面、第二安装面、第三安装面和第四安装面的安装孔一一对应的定位孔,所述定位孔设有与所述安装孔定位配合的球锁定位套,第一模板、第二模板、第三模板和第四模板分别通过球锁轴与第一安装面、第二安装面、第三安装面和第四安装面可拆卸式连接,所述球锁轴穿过球锁定位套与所述安装孔固定连接;所述第一模板设有六点式定位机构和由气缸驱动的夹紧机构,第一模板用于高低压端盖第一工序加工的装夹;所述第二模板设有一面两销式定位机构和由螺母旋拧的夹紧机构,第二模板用于高低压端盖第二工序加工的装夹;所述第三模板设有六点式定位机构和由气缸驱动的夹紧机构,第三模板用于齿轮箱第一工序加工的装夹;所述第四模板设有一面两销式定位机构和由螺母旋拧的夹紧机构,第四模板用于齿轮箱第二工序加工的装夹。
6.进一步的,所述安装柱的顶部设有连接板,该连接板设有第一吊环。第一模板、第二模板、第三模板或第四模板的上侧设有第二吊环。
7.进一步的,第一安装面、第二安装面、第三安装面和第四安装面两两相邻的角度均为90
°
。第一安装面、第二安装面、第三安装面和第四安装面的安装孔布置位置相同,第一模板、第二模板、第三模板或第四模板的定位孔布置位置相同。第一模板和第二模板分别安装于安装柱两个相对的安装面,第三模板和第四模板分别安装于安装柱另外两个相对的安装面。
8.进一步的,第一模板和第三模板分别设有四点式支撑机构,该四点式支撑机构包
括三个共面而不共线的固定支撑点和一个浮动支撑点。
9.进一步的,第三模板能够兼容用于转子压缩机的油缸第一工序加工的装夹,第四模板能够兼容用于转子压缩机的油缸第二工序加工的装夹。
10.本实用新型具有以下有益效果。
11.本实用新型针对卧式加工机床采用多面可快速拆装的模板,每面模板上分别设置用于齿轮箱和高低压端盖前后两道工序的定位机构和夹紧机构,加工前可预先将待加工的齿轮箱和高低压端盖分别固定装夹于对应的模板上,加工时再将各模板进行整体的快速拆卸和安装,可缩减夹具换装时间,以提高加工效率。
附图说明
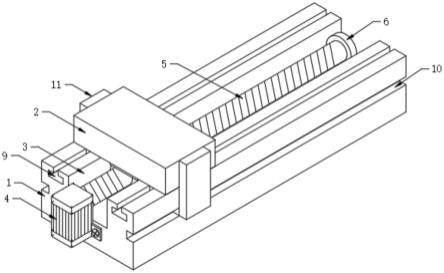
12.图1是本实用新型安装第一模板的结构示意图。
13.图2是本实用新型安装第二模板的结构示意图。
14.图3是本实用新型安装第三模板的结构示意图。
15.图4是本实用新型安装第四模板的结构示意图。
16.图5是本实用新型的分解结构示意图。
17.图6是本实用新型的零一分解结构示意图。
18.图中:10底座,20安装柱, 30连接板,41第一模板,42第二模板,43第三模板,44第四模板,51安装孔,52定位孔,53球锁定位套,54球锁轴,55第一吊环,56第二吊环,61六点式定位机构,62一面两销式定位机构,63夹紧机构,64支撑机构,70高低压端盖,80齿轮箱。
具体实施方式
19.下面结合附图对本实用新型作进一步的说明。
20.如图1-6所示,一种转子压缩机齿轮箱高低压端盖加工用夹具,该夹具是用于卧式数控机床加工转子压缩机的齿轮箱80、高低压端盖70和油缸的专用工装夹具;每面模板上分别设置用于齿轮箱80和高低压端盖70前后两道工序的定位机构和夹紧机构,加工前可预先将待加工的齿轮箱80和高低压端盖70分别固定装夹于对应的模板上,加工时再将各模板进行整体的快速拆卸和安装,可缩减夹具换装时间,以提高加工效率。
21.该夹具包括底座10,底座10设置有向上延伸的横截面为正方形的柱状安装柱20,安装柱20四周分别设有第一安装面、第二安装面、第三安装面和第四安装面,第一安装面、第二安装面、第三安装面和第四安装面两两相邻的角度均为90
°
。安装柱20的顶部设有连接板30,该连接板30的四个角均设有第一吊环55,连接板30通过螺栓与安装柱20固定连接,第一吊环55与连接板30焊接或螺纹固定连接,第一吊环55便于安装柱20的吊移安装。
22.第一安装面、第二安装面、第三安装面和第四安装面分别设有安装孔51;每个安装面位于四角设有四个安装孔51,该四个安装孔51均设有螺纹连接部,其中位于对角的两个安装孔51还设有圆孔定位部。本实施例中,第一安装面、第二安装面、第三安装面和第四安装面的安装孔51布置位置相同。
23.该夹具还包括第一模板41、第二模板42、第三模板43和第四模板44,第一模板41、第二模板42、第三模板43和第四模板44的上侧各设有两个第二吊环56,第二吊环56与各模板焊接或螺纹固定连接,以便于各模板的吊移安装。第一模板41、第二模板42、第三模板43
和第四模板44分别设有与第一安装面、第二安装面、第三安装面和第四安装面的安装孔51一一对应的定位孔52,第一模板41、第二模板42、第三模板43或第四模板44的定位孔52布置位置相同。
24.所述定位孔52设有与所述安装孔51定位配合的球锁定位套53,第一模板41、第二模板42、第三模板43和第四模板44分别通过球锁轴54与第一安装面、第二安装面、第三安装面和第四安装面可拆卸式连接,所述球锁轴54穿过球锁定位套53与所述安装孔51固定连接。第一模板41、第二模板42、第三模板43或第四模板44可与第一安装面、第二安装面、第三安装面和第四安装面任意搭配安装。
25.所述第一模板41设有六点式定位机构61和由气缸驱动的夹紧机构63,第一模板41用于高低压端盖70第一工序加工的装夹;所述第二模板42设有一面两销式定位机构62和由螺母旋拧的夹紧机构63,第二模板42用于高低压端盖70第二工序加工的装夹;所述第三模板43设有六点式定位机构61和由气缸驱动的夹紧机构63,第三模板用于齿轮箱80第一工序加工的装夹;所述第四模板44设有一面两销式定位机构62和由螺母旋拧的夹紧机构63,第四模板44用于齿轮箱80第二工序加工的装夹。其中六点式定位机构61是指设置在工件周向的六个定位点,工件基于该六个定位点的限位在模板上精确定位;一面两销式定位机构62是指一个用于支撑工件的支撑面和两根可伸入工件内部的销轴,工件基于该支撑面和两根销轴的限位在模板上精确定位。本实施例中,第一模板41和第二模板42分别安装于安装柱20两个相对的安装面,第三模板43和第四模板44分别安装于安装柱20另外两个相对的安装面,并且第三模板43能够兼容用于转子压缩机的油缸第一工序加工的装夹,第四模板44能够兼容用于转子压缩机的油缸第二工序加工的装夹。第一模板41和第三模板43分别设有四点式支撑机构64,该四点式支撑机构包括三个共面而不共线的固定支撑点和一个浮动支撑点。
26.以上所述仅是本实用新型的较佳实施方式,故凡依本实用新型专利申请范围所述的构造、特征及原理所做的等效变化或修饰,均包括于本实用新型专利申请范围内。
再多了解一些
本文用于创业者技术爱好者查询,仅供学习研究,如用于商业用途,请联系技术所有人。