1.本发明属于金属表面加工领域,具体涉及一种中熵/高熵合金熔敷层的制备方法。
背景技术:
2.多元元素合金按含有主元素数目分为中熵合金或高熵合金,如cocrni系中熵合金、alcocrfeni系高熵合金,相较于传统合金具有高强度、高硬度、高耐磨性、高抗氧化性、高耐腐蚀性等优良性能。在工程应用中,表面性能决定大多数零部件的服役期限,制备优异性能的中熵/高熵合金熔敷层具有重要价值。
3.目前,制备中熵/高熵合金熔敷涂层的主要方法有电弧熔敷、激光熔敷、等离子弧熔敷等,其中电弧熔敷具有结合力高、效率高、成本低、材料适应性广的优势,尤其适合制备大面积、大厚度的耐蚀耐磨涂层。电弧熔敷材料一般使用金属粉末或含有金属粉末的预制块,其制备工艺复杂,大大降低生产效率,制备工艺简单又便于储存的丝材成为热点。专利申请cn109628771a公开“一种高熵合金粉芯丝材电弧熔敷加工工艺”,其采用高熵合金粉芯丝材作为熔敷材料,省去工艺复杂的预制块加工过程,减少工艺上的复杂操作,但粉芯丝材的制备还是要通过机械合金化等方法得到高熵合金粉末,然后再填粉拉拔减径成丝,上述工艺中漏粉问题普遍存在,且粘结度低使其在电弧熔敷过程也容易出现漏粉现象。专利cn201952491u提供一种多个电极并列的电弧熔敷设备,在熔敷时与工件之间不需要相对运动,一次熔敷就能满足宽度的要求,减少多次熔敷对材料的损伤,但多电极产生的电弧之间相互影响,使其周围磁场的空间分布更复杂,对熔敷原料的熔化状态较难控制,无法保证涂层的熔敷效果,开发一种工艺简单、控制准确的中熵/高熵合金高效熔敷涂层具有重要价值。
技术实现要素:
4.为解决现有的中熵/高熵合金熔敷层制备工艺中熔敷材料制备流程复杂、熔敷层不能准确可控的问题,本发明的目的是提供一种中熵/高熵合金熔敷层的制备方法,该方法能够熔敷不同场合需要的中熵/高熵合金涂层,准确控制单次熔敷面积,工艺简单且控制准确,大大提高熔敷效率,拓展中熵/高熵合金电弧熔敷的实际应用。
5.为实现上述目的,本发明提供以下技术方案:
6.本发明提供一种中熵/高熵合金熔敷层的制备方法,包含以下步骤:
7.1)选择熔敷材料,以多根不同的金属丝或合金丝螺旋捻合而成的绞股丝材作为中熵/高熵合金熔敷丝材;
8.2)选择熔敷设备,以钨极氩弧焊焊接设备产生的焊接电弧作为熔化上述中熵/高熵合金熔敷丝材的热源,其送丝位置位于电弧上部;
9.3)控制熔敷工艺,通过可编程电源输出可控的交变电流,使安装在焊枪上的磁场发生装置产生交变磁场,电弧在外加磁场的作用下产生摆动,控制熔滴偏离程度和单道熔敷宽度。
10.作为优选,所述中熵/高熵合金熔敷丝材由6根外围实心金属丝或合金丝围绕1根中心丝呈螺旋状捻合而成,外部形态为麻花状。
11.作为优选,所述中熵合金熔敷丝材采用cocrni中熵合金,原料为7根纯度不低于99.9%的实心金属丝,包括2根co丝,2根ni丝,3根cr丝,其中1根cr丝作为中心丝进行绞合,绞合成丝后的直径为1.4mm,成分接近于co1cr1ni1。
12.作为优选,所述高熵合金熔敷丝材采用alcocrfeni系,原料为7根纯度不低于99.9%的实心金属丝,包括2根al丝、2根ni丝、1根co丝、1根cr丝和1根fe丝,其中fe丝作为中心丝进行绞合,绞合成丝后的直径为1.2mm,成分接近于al1co1cr1fe
1.5
ni1。
13.本发明前述的中熵/高熵合金熔敷丝材中,各组分可替换成其他金属丝或合金丝,构成满足特殊工艺或性能要求的中熵/高熵合金。
14.作为优选,所述熔敷设备包括工作台、焊接电源、保护气瓶、送丝机构、焊枪、可编程电源和磁场发生装置,其中所述工作台分别与焊接电源、保护气瓶、送丝机构、焊枪和可编程电源连接并进行控制,所述焊枪与焊接电源、保护气瓶、送丝机构连接,所述可编程电源与所述磁场发生装置相连接。
15.作为优选,所述焊枪装设在滑轨上进行移动,也可以通过机器人手臂夹持进行动作,由所述工作台发出的指令进行控制。
16.作为优选,所述焊枪在起弧阶段与熔敷基板的距离为3mm,起弧稳定后调整焊枪高度,熔敷过程中焊枪的钨极尖端距离熔敷基板10mm。
17.作为优选,所述磁场发生装置由两个l型铁芯、漆包线缠绕而成的线圈组成,所述l型铁芯材料为硅钢,所述漆包线材料为纯铜,且前述的铁芯外、线圈外各包裹有一层绝缘材料。
18.作为优选,所述两个线圈对称固定在焊枪两侧,所述l型铁芯平行于所述焊枪,其头部与所述焊枪指向一致,且向内指向钨极,位于电弧上方位置;通入电流后,产生两个相反的电磁极,其磁感线与焊枪的轴线相垂直,与熔敷方向相平行。
19.作为优选,所述电弧偏转的方向、程度和变向速度由工作台控制的可编程电源提供的电流方向、大小和频率来改变;当可编程电源提供正弦交流电时,磁场发生装置的两个磁极交替改变磁性,改变电弧周围磁场的空间分布,使电弧沿熔敷方向周期性地左右摆动,熔滴位置周期性偏离中心轴线。
20.与现有技术相比,本发明的有益效果在于:
21.(1)本发明采用的中熵/高熵合金熔敷丝材是通过多根不同的金属丝或合金丝螺旋捻合而成的绞股丝材,与中熵/高熵合金混合粉末、粉芯丝材相比,其大大降低制备工艺复杂度,且不存在粉末浪费的成本问题,具有高利用率和便于储存的优势。
22.(2)本发明选用电弧熔敷的方式,相比其他涂层制备方式,熔丝效率高且成本低廉,尤其适合制备大面积、大厚度的耐蚀耐磨涂层,同时采用电弧上部送丝,相比一般的下部送丝熔敷效率更高、熔敷材料混合更均匀。
23.(3)本发明采用磁控摆动电弧,磁场发生装置改变电弧周围磁场的空间分布,使电弧沿熔敷方向周期性地左右摆动,熔滴位置也周期性偏离中心轴线,改变熔滴落点的方式使熔敷层能够准确可控。
24.(4)本发明的中熵/高熵合金熔敷层的制备方法有效地改善现有中熵/高熵合金电
弧熔敷层制备工艺中熔敷材料制备流程复杂、熔敷层不能准确可控问题,具有工艺简单、控制准确的优势,极具应用前景。
附图说明
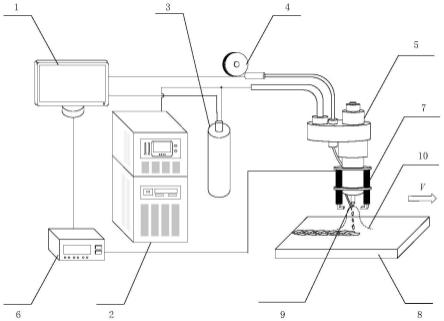
25.图1为本发明中熵/高熵合金熔敷层的制备方法所需设备的整体示意图;
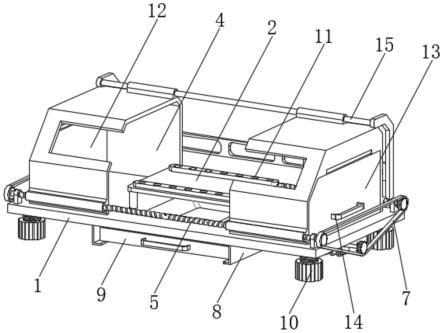
26.图2为产生摆动电弧的磁场发生装置示意图;
27.图3为中熵/高熵合金熔敷绞股丝材的结构示意图;
28.图4为外加磁场下电弧发生偏转的原理示意图;
29.图5为电弧偏转时熔滴位置偏离中心轴线的原理示意图;
30.图6为熔敷过程中电弧随磁场变化摆动的状态示意图;
31.图7为熔敷过程中磁控摆动电弧的控制流程图;
32.图8为电弧熔敷过程中滴状过渡效果图;
33.图9为电弧熔敷过程中接触过渡效果图;
34.附图标记如下:
35.1-工作台,2-焊接电源,3-保护气瓶,4-送丝机构,5-焊枪,6-可编程电源,7-磁场发生装置,8-基板,9-中熵/高熵合金熔敷丝材,10-电弧,11-连接圈,12-l型铁芯,13-漆包线,14-外加磁场,15-钨极,16-熔敷层,v-熔敷方向,i-励磁电流,f-洛伦兹力,f
g-重力,f
σ1-丝材与熔滴之间的表面张力,f
m-电弧吹力,f
σ2-熔滴与熔池之间的表面张力表面张力。
具体实施方式
36.下面结合附图和具体实施例对本发明进一步说明。
37.本发明的中熵/高熵合金熔敷层的制备方法采用的配套设备如图1所示,包括工作台1、焊接电源2、保护气瓶3、送丝机构4、焊枪5、可编程电源6和磁场发生装置7。
38.工作台1分别与焊接电源2、保护气瓶3、送丝机构4、焊枪5、可编程电源6连接,起到控制调配的作用;焊枪5是熔化丝材的热源,与焊接电源2、保护气瓶3、送丝机构4连接,可装设在滑轨上进行移动,也可以通过机器人手臂夹持进行动作;磁场发生装置7与可编程电源6相连,且安装在焊枪5上。
39.如图2所示,磁场发生装置7主要由两个l型铁芯12、漆包线13缠绕而成的线圈组成,两个绕制好的线圈对称地固定在焊枪5两侧;l型铁芯12平行于焊枪5,其头部与焊枪5指向一致,且向内指向钨极15,位于电弧10上方位置;通入电流i后,产生两个相反的电磁极,其磁感线与焊枪5的轴线相垂直,与熔敷方向v相平行。
40.l型铁芯12材料为硅钢,其选择考虑到工作环境和性能要求;由于l型铁芯12距离钨极15较近,周围温度较高,选用居里温度高的铁芯12;选用高磁导率的铁芯12能够以较少的线圈匝数获得足够强的磁场强度,从而缩小体积减轻质量。同样的,励磁线圈是磁场发生装置7的重要组成部分,选用耐高温的纯铜作为漆包线13材料,且l型铁芯12、线圈外各包裹有一层绝缘材料。
41.如图3所示,中熵/高熵合金熔敷丝材9由6根外围实心金属丝或合金丝围绕1根中心丝呈螺旋状捻合而成,外部形态呈麻花状。制备高熵合金熔敷层时,可采用alcocrfeni系,其原料为7根纯度不低于99.9%的实心金属丝,包括2根al丝,2根ni丝,1根co丝,1根cr
丝,1根fe丝,其中fe丝作为中心丝进行绞合,绞合成丝后的直径为1.2mm,成分接近于al1co1cr1fe
1.5
ni1。熔敷丝材9各组分可替换成其他金属丝或合金丝,从而构成其他中熵/高熵合金来解决特殊工艺或性能要求。
42.外加磁场下电弧发生偏转的原理如图4所示,其中图4a为正视图,图4b为侧视图,根据图2中线圈的绕法,从右侧通入电流i后,在其下方产生两个相反电磁极,左侧为n极,右侧为s极,其磁力线从n极指向s极,与焊枪5轴线垂直,与熔敷方向v平行。中熵/高熵合金熔敷层制备时采用直流正极性法连接,即焊枪5连接焊接电源2负极,基板8连接焊接电源2负极。此时,根据图4b所示的电弧10由于外加指向纸面内侧的磁场影响而受到垂直于熔敷方向v的洛伦兹力f,导致电弧10往垂直于熔敷方向v的左侧偏移。
43.电弧偏转时熔滴位置偏离中心轴线的原理如图5a所示,电弧10加热熔敷丝材9在其端头上形成的熔滴没有与熔池发生接触时,主要受以下几个力的作用,重力fg、电弧吹力fm、熔敷丝材9与熔滴之间的表面张力f
σ1
。其中,熔滴重力fg的方向始终向下;由气体中大量流动的电子和离子形成的电弧吹力fm方向沿着电弧10的方向向下;熔滴与熔敷丝材9之间的表面张力f
σ1
方向始终垂直于二者接触面且向上。重力fg、电弧吹力fm不足以克服熔敷丝材9与熔滴之间的表面张力f
σ1
使熔滴过渡到熔池中,只能与熔池相接触,如图5b所示,此时熔滴在原有受力的基础上,还受到熔滴与熔池之间的表面张力f
σ2
,促进熔滴过渡,使熔滴脱离丝材落入熔池中。
44.熔敷时电弧随磁场变化摆动的工作状态如图6所示,熔敷过程中,工作台1控制可编程电源6发出随时间变化的电流信号,使电弧10沿熔敷方向周期性地左右摆动,带动熔滴的位置也周期性偏离中心轴线,从而扩大单道熔敷宽度。图6a中,当焊枪5下方产生两个相反电磁极,左侧为n极,右侧为s极,其磁力线从n极指向s极,与焊枪5轴线垂直,与熔敷方向v平行。电弧10由于外加指向纸面内侧的磁场影响而受到垂直于熔敷方向v的洛伦兹力f,导致电弧10往垂直于熔敷方向v的左侧偏移。图6b中,当电流i减弱时磁场强度也会减小,此时电弧10慢慢地从偏移的一侧回到无外加磁场14时中间位置,随后由于反向电流i的出现和增强,其慢慢地再从中间位置偏向另一侧。由于磁的滞后性,这个状态的磁场14方向便不特意标注。图6c中,同样的,当从左侧通入电流i后,在其下方产生两个相反电磁极,左侧为s极,右侧为n极,其磁力线从n极指向s极,与焊枪5轴线垂直,与熔敷方向v平行。电弧10由于外加指向纸面外侧的磁场影响而受到垂直于熔敷方向v的洛伦兹力f,导致电弧10往垂直于熔敷方向v的右侧偏移。
45.具体工作流程如图7所示,首先,准备阶段,工作台1设定好送丝速度和励磁电流i相关参数,焊枪5与熔敷基板为3mm;然后,过渡阶段,焊枪5开始起弧,稳定后调整焊枪5高度,熔敷过程中焊枪5的钨极尖端距离熔敷基板10mm;最后,熔敷阶段,开始送丝并输出励磁电流i,根据实际熔敷要求调整励磁电流i,使电弧10周期性摆动,熔滴也周期性偏离中心线,直至熄弧完成熔敷层制备。
46.实施例1
47.以钨极氩弧焊设备开展熔敷层制备,熔敷基板为q345低碳钢,板厚8mm,板长1000mm,板宽200mm,熔敷电流为110a,焊接保护气为99.999%高纯氩,气体流量为20l/min,焊枪移动速为3mm/s。钨极材质为铈钨,钨极直径为2.4mm,钨极尖角为45
°
,起弧时钨极距离熔敷基板的距离为3mm,熔敷时钨极尖端距离熔敷基板为10mm。
48.磁场发生装置7主要由两个l型铁芯12、漆包线13缠绕而成的线圈组成;铁芯12材料为硅钢,漆包线13材料为纯铜,直径为1mm,缠绕线圈匝数为1000圈,且铁芯12、线圈外各包裹有一层绝缘材料。
49.熔敷丝材9采用alcocrfeni系高熵合金,其原料为7根纯度不低于99.9%的实心金属丝,包括2根al丝,2根ni丝,1根co丝,1根cr丝,1根fe丝,其中fe丝作为中心丝进行绞合,绞合成丝后的直径为1.2mm,成分接近于al1co1cr1fe
1.5
ni1。
50.工作台1设置励磁电流i为振幅2a,频率20hz,相位0的正弦交流电,送丝速度为0.5m/min,此时熔滴过渡形式为滴状过渡,如图8所示。
51.熔敷开始,焊枪5沿着熔敷方向移动,从右侧通入励磁电流i,焊枪下方产生两个相反电磁极,左侧为n极,右侧为s极,其磁力线从n极指向s极。随着励磁电流i的增强,由于外加指向纸面内侧的磁场14影响而电弧10受到垂直于熔敷方向v的洛伦兹力f也逐渐增大,导致电弧10往垂直于熔敷方向v的左侧偏移幅度增大,此时熔滴向左侧偏移的幅度也随之增大。
52.当励磁电流i达到最大值时开始减弱,此时电弧10慢慢地从左侧到无外加磁场14时中间位置,随后由于反向电流i的出现和增强,焊枪下方产生两个与先前相反的电磁极,左侧为s极,右侧为n极,其磁力线从n极指向s极,电弧10由于外加指向纸面外侧的磁场14影响而受到垂直于熔敷方向v的洛伦兹力f,导致电弧10往垂直于熔敷方向v的右侧偏移,慢慢地再从中间位置偏向右侧,同时,熔滴滴落位置也逐渐右移。
53.如此往复,励磁电流i的变化,改变了电弧10周围磁场的空间分布,使电弧10沿熔敷方向周期性地左右摆动,熔滴的位置也周期性偏离中心轴线,从而形成了大宽度的单道熔敷层16。
54.实施例2
55.以钨极氩弧焊设备开展熔敷层制备,熔敷基板为316l不锈钢,板厚4mm,板长500mm,板宽300mm,熔敷电流为110a,焊接保护气为99.999%高纯氩,气体流量为20l/min,焊枪移动速为6mm/s。钨极材质为铈钨,钨极直径为2.4mm,钨极尖角为45
°
,起弧时钨极距离熔敷基板的距离为3mm,熔敷时钨极尖端距离熔敷基板为10mm。
56.磁场发生装置7主要由两个l型铁芯、漆包线13缠绕而成的线圈组成;铁芯12材料为硅钢,漆包线13材料为纯铜,直径为1mm,缠绕线圈匝数为1000圈,且铁芯12、线圈外各包裹有一层绝缘材料。
57.熔敷丝材9采用cocrni中熵合金,其原料为7根纯度不低于99.9%的实心金属丝,包括2根co丝,2根ni丝,3根cr丝,其中1根cr丝作为中心丝进行绞合,绞合成丝后的直径为1.4mm,成分接近于co1cr1ni1。
58.工作台1设置励磁电流i为振幅3a,频率10hz,相位0的正弦交流电,送丝速度为1.1m/min,此时,熔化速度与送丝速度达到平衡,熔滴过渡形式变为接触过渡,如图9所示。
59.熔敷开始,焊枪5沿着熔敷方向移动,从右侧通入励磁电流i,焊枪下方产生两个相反电磁极,左侧为n极,右侧为s极,其磁力线从n极指向s极。随着励磁电流i的增强,由于外加指向纸面内侧的磁场14影响而电弧10受到垂直于熔敷方向v的洛伦兹力f也逐渐增大,导致电弧10往垂直于熔敷方向v的左侧偏移幅度增大,此时液柱向左侧偏移的幅度也随之增大。
60.当励磁电流i达到最大值时开始减弱,此时电弧10慢慢地从左侧到无外加磁场14时中间位置,随后由于反向电流i的出现和增强,焊枪下方产生两个与先前相反的电磁极,左侧为s极,右侧为n极,其磁力线从n极指向s极,电弧10由于外加指向纸面外侧的磁场影响而受到垂直于熔敷方向v的洛伦兹力f,导致电弧往垂直于熔敷方向v的右侧偏移,慢慢地再从中间位置偏向右侧,同时,液柱位置也逐渐右移。
61.如此往复,励磁电流i的变化,改变了电弧10周围磁场的空间分布,使电弧10沿熔敷方向周期性地左右摆动,液柱形态也周期性偏离中心轴线,从而形成了大宽度的均匀单道熔敷层16。
62.以上仅是本发明的优选实施方式,本发明的保护范围并不仅局限于上述实施例,凡属于本发明思路下的技术方案均属于本发明的保护范围。应当指出,对于本技术领域的普通技术人员来说,在不脱离本发明原理前提下的若干改进,应视为本发明的保护范围。
再多了解一些
本文用于创业者技术爱好者查询,仅供学习研究,如用于商业用途,请联系技术所有人。