基于长波滤光的gmaw熔滴熔池图像识别方法和设备
技术领域
1.本发明属于自动化焊接领域,具体涉及基于长波滤光的gmaw熔滴熔池图像识别方法和设备。
背景技术:
2.熔化极气体保护电弧焊(gmaw)是采用连续等速送进可熔化的焊丝与被焊工件之间的电弧作为热源来熔化焊丝和母材金属,形成熔池和焊缝的焊接方法,为提高焊接质量、保证焊接的顺利完成,gmaw自动化焊接需要对焊接过程进行实时检测和控制。基于视觉传感的熔滴过渡形态和金属熔池图像包含丰富的焊接过程信息,通过图像采集和处理可以获得诸如焊接熔透、热量流动、焊缝余高等信息,这些信息反馈于焊接过程控制可有效提高焊接质量。因此,焊接熔滴、熔池视觉传感以其灵敏度高、动态响应好、提供的信息丰富直观等优点,广泛应用于gmaw自动化焊接的熔滴过渡、熔池行为的检测与控制。
3.焊接环境复杂多变、电弧光干扰、以及摄像机对红外波段的敏感性能等因素对获取高清晰度且具有更多细节的金属熔池、熔滴图像采集提出新的挑战,为获得gmaw焊接过程高度清晰的熔滴熔池图像,科研人员致力于弱化弧光强度,增强金属熔滴、熔池的自身辐射强度研究,以求在熔滴熔池图像采集过程中避免弧光对熔滴、熔池熔融金属辐射光的干扰,获得清晰的熔滴形态和熔池行为图像。
4.目前的焊接熔滴熔池识别方法主要是对可见光波段的滤光,如论文“弧焊熔滴过渡的高速摄像与电信号测试分析”(doi:1000-565x(2008)04-0001-05),用窄带滤波片滤掉焊接电弧的弧光采集熔滴图像,窄带滤波片中心波长为632.8nm、半带宽为10nm、峰值透过率为56%,由于在可见光波段摄像机的感光效果较好,但此波段内电弧辐射依然很强,而熔滴熔池等熔融金属的辐射相对较弱,可以一定程度消除焊接电弧弧光,但难以获得清晰的熔滴熔池图像。
5.综上可知,焊接熔滴熔池的视觉识别是焊接过程控制的重要环节,是实现焊接自动化的必要前提。目前采用的在可见光波段窄带滤光的方法难以获得理想的焊接熔滴熔池图像,因此有必要寻找更适宜的滤光波段,同时采用其他辅助方法如补光等进一步加强拍摄效果。
技术实现要素:
6.为解决现有技术中gmaw焊接过程难以获得清晰的熔滴熔池图像问题,本发明的主要目的是提供基于长波滤光的gmaw熔滴熔池图像识别设备,结构设计简单,操作方便。
7.本发明的另一目的是提供基于长波滤光的gmaw熔滴熔池图像识别方法,采用近红外长波滤光结合补光获取清晰、优质的焊接熔滴熔池图像,为焊接过程测控提供基础。
8.为实现上述目的,本发明采用如下技术方案:
9.本发明提供基于长波滤光的gmaw熔滴熔池图像识别设备,包括摄像机、激光器和滤光装置,其中所述滤光装置由防飞溅片、中性滤光片和长波滤光片组成,所述防飞溅片、
中性滤光片和长波滤光片与所述摄像机的镜片尺寸均相同,通过边框螺纹依次同轴固定在所述摄像机的镜头前,所述长波滤光片与所述镜头相邻。
10.作为优选,所述防飞溅片为透明石英玻璃材料材质,固定在滤光装置最前端保护摄像机镜头。
11.作为优选,所述中性滤波片均匀减光,与防飞溅片和长波滤光片平行放置,透过率在1%~100%内自由调节。
12.作为优选,所述长波滤光片的滤光波段为850nm以下波段截止、850nm以上通过,截止深度在od4以上,选用波长850nm以上的真空镀膜的窄带或高通滤光片。
13.作为优选,所述摄像机在近红外波段,特别是850nm以上的长波波段具有较强的感光能力,拍摄时摄像机对准熔滴、熔池和电弧。
14.作为更优选,所述长波滤光片选用近红外窄带滤光片,窄带滤光片中心波长960nm,半带宽为10nm,峰值透过率为70%,或选用截断波长为850nm的高通滤光片。
15.作为优选,所述激光器采用1000w以上的氙灯或50w以上的激光光源,在所述长波滤光片的通过范围内拥有较强辐射。
16.作为优选,所述摄像机选用拍摄帧数为2000的近红外高速摄像机,在近红外波段特别是850nm以上的长波波段具有较强的感光能力。
17.本发明还提供基于长波滤光的gmaw熔滴熔池图像识别方法,通过前述基于长波滤光的gmaw熔滴熔池图像识别设备实现,包括:基于gmaw焊接的熔滴熔池熔融金属辐射特性和电弧弧光光谱分布,采用长波滤光结合补光的方式过滤弧光的同时,选择强光源对摄像机采集熔滴熔池图像过程进行补光,清晰识别gmaw焊接过程的熔滴和熔池。
18.作为优选,gmaw焊接时,所述强光源置于所述摄像机旁将光打到熔滴熔池上为其照明补光,置于摄像机镜头前的长波滤光片过滤弧光以及中性滤光片调节所述摄像机的曝光量,拍摄gmaw焊接过程的熔滴熔池图像。
19.作为优选,所述电弧弧光光谱分布满足:在250nm至850nm之间辐射强烈,在850nm以上的近红外辐射微弱;所述熔滴熔池熔融金属辐射满足:在400nm至1100nm内随波长增加而增强,可以利用长波滤光片过滤短波辐射、保留长波辐射,使电弧显得灰暗、熔滴熔池显得明亮。
20.作为优选,所述强光源的种类为氙灯或激光光源,其强辐射波段处于长波滤光波段,光源强度大于20000流明,拍摄时对准熔滴、熔池和电弧进行补光,改善拍摄效果。
21.与现有技术相比,本发明具有如下有益效果:
22.1)采用近红外长波滤光结合补光的方式避免弧光干扰,获取清晰优质的焊接熔滴熔池图像,优化计算机图像处理进而提高焊接质量,为焊接过程测控提供基础。
23.2)本发明采用滤光装置充分过滤电弧光,并保留液态熔池和熔滴的光,采用激光或氙灯等强光源对拍摄对象进行补光,摄像机在滤光装置和强光源的配合下拍摄到熔滴和熔池的清晰图像,滤光效果好,可以实现对多种金属材料gmaw焊熔滴熔池的有效识别,适用于gmaw自动化焊接领域,应用前景广阔。
附图说明
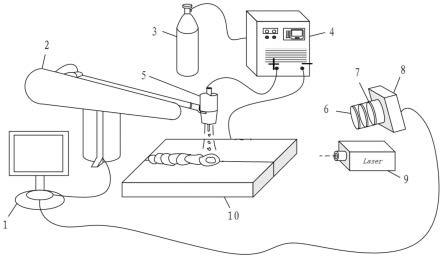
24.图1是实施例中基于长波滤光的gmaw熔滴熔池图像识别设备结构示意图。
25.图2是图1中滤光装置和摄像机的连接结构示意图。
26.图3是gmaw电弧光谱分布图。
27.图4是黑体光谱辐射力随波长和温度的变化关系图。
28.图5是gmaw焊q345钢拍摄的熔滴熔池图像。
29.图6是gmaw焊4043铝合金板拍摄的熔滴熔池图像。
30.附图标记如下:1计算机;2焊接机器人;3保护气钢瓶;4gmaw焊机;5焊枪;6滤光装置;7镜头;8摄像机;9激光器;10焊接件;61长波滤光片;62中性滤光片;63防飞溅片。
具体实施方式
31.下面将结合附图和实施例对本发明进行说明。
32.图1和2示例性地描述了一种基于长波滤光的gmaw熔滴熔池图像识别设备,包括摄像机8、激光器9和滤光装置6,滤光装置6由防飞溅63、中性滤光片62和长波滤光片61组成,防飞溅片63、中性滤光片62和长波滤光片61与摄像机8的镜片尺寸均相同,通过边框螺纹依次同轴固定在摄像机8的镜头7前,长波滤光片61与镜头7相邻。
33.一些实施例中,防飞溅片为透明石英玻璃材料材质,固定在滤光装置最前端保护摄像机的镜头。
34.一些实施例中,中性滤波片均匀减光,与防飞溅片和长波滤光片平行放置,透过率在1%~100%内自由调节。
35.一些实施例中,长波滤光片的滤光波段为850nm以下波段截止、850nm以上通过,截止深度在od4以上,可选用波长850nm以上的真空镀膜的窄带或高通滤光片。
36.一些实施例中,摄像机在近红外波段,特别是850nm以上的长波波段具有较强的感光能力,拍摄时摄像机对准熔滴、熔池和电弧。
37.一些实施例中,长波滤光片选用近红外窄带滤光片,窄带滤光片中心波长960nm,半带宽为10nm,峰值透过率为70%,或者选用截断波长为850nm的高通滤光片。
38.一些实施例中,激光器采用1000w以上的氙灯或50w以上的激光光源,在长波滤光片的通过范围内拥有较强辐射。
39.一些实施例中,摄像机选用拍摄帧数为2000的近红外高速摄像机,在近红外波段特别是850nm以上的长波波段具有较强的感光能力。
40.基于上述基于长波滤光的gmaw熔滴熔池图像识别设备进行gmaw熔滴熔池图像识别方法,步骤如下:
41.基于gmaw焊接的熔滴熔池熔融金属辐射特性和电弧弧光光谱分布,采用长波滤光结合补光的方式过滤弧光的同时,选择强光源对摄像机采集熔滴熔池图像过程进行补光,清晰识别gmaw焊接过程的熔滴和熔池;即:在gmaw焊接时,置于摄像机旁的强光源将光打到熔滴熔池上为其照明补光,置于摄像机镜头前的长波滤光片过滤弧光以及中性滤光片调节摄像机的曝光量,拍摄gmaw焊接过程的熔滴熔池图像,其中电弧弧光光谱分布满足:在250nm至850nm之间辐射强烈,在850nm以上的近红外辐射微弱;熔滴熔池熔融金属辐射满足:在400nm至1100nm内随波长增加而增强,可以利用长波滤光片过滤短波辐射、保留长波辐射,使电弧显得灰暗、熔滴熔池显得明亮;强光源的种类为氙灯或激光光源,其强辐射波段处于长波滤光波段,光源强度大于20000流明,拍摄时对准熔滴、熔池和电弧进行补光,改
善拍摄效果。
42.实施例1
43.本实施例提供基于长波滤光的gmaw熔滴熔池图像识别设备结合gmaw焊接装置,包括激光器9、摄像机8、镜头7、滤光装置6和机器人2,作为辅助光源,激光器9对摄像机8拍摄熔滴熔池图像进行补光,gmaw焊接时,在滤光装置6中,弧光和熔滴熔池辐射光通过防飞溅片63进入中性滤光片62,同等程度调节光强后经长波滤光片61过滤掉弧光,长波段熔滴、熔池辐射光谱进入摄像机8成像,采集的图像传输至计算机1,经过计算机图像分析处理后对焊接参数进行调整并控制焊接机器人2作业。
44.根据焊接工艺需求,使用gmaw焊对两块q345低碳钢平板进行对焊焊接,两平板尺寸相同,板厚6mm,板长500mm,板宽100mm,焊丝直径为1.2mm,材质为er50钢焊丝,焊接保护气为99.99%的纯氩气,气体流量20l/min,焊接电流300a,焊速280mm/min。
45.结合图2至5,滤光装置6由防飞溅片63、中性滤光片62、长波滤光片61组成,通过边框螺纹连接。其中防飞溅片63、中性滤光片62、长波滤光片61与摄像机8镜片尺寸相同,通过边框螺纹依次同轴安装在摄像机8的镜头7上。选配时,基于gmaw电弧光谱分布(图3)和黑体光谱辐射力随波长和温度的变化关系(图4),选择近红外窄带滤光片进行滤光处理,窄带滤光片中心波长960nm,半带宽为10nm,峰值透过率为70%,不用强光补光,摄像机8选用拍摄帧数为2000的近红外高速摄像机。
46.在gmaw焊接时,电弧弧光和熔滴、熔池的辐射光依次经过防飞溅片63、中性滤光片62和长波滤光片61(窄带滤光片)进入摄像机8,采集到的高清晰度的熔滴熔池图像保存在计算机上,采集的熔池熔滴图像如图5所示。
47.实施例2
48.本实施例提供基于长波滤光的gmaw熔滴熔池图像识别设备结合gmaw焊接装置,包括激光器9、摄像机8、镜头7、滤光装置6和焊接机器人2。作为辅助光源,激光器9对摄像机8拍摄熔滴熔池图像进行补光,gmaw焊接时,在滤光装置6中弧光和熔滴熔池辐射光通过防飞溅片63进入中性滤光片62,同等程度调节光强后经长波滤光片61过滤掉弧光,长波段熔滴、熔池辐射光谱进入摄像机8成像,采集的图像传输至计算机1,经过计算机图像分析处理后对焊接参数进行调整并控制焊接机器人2作业。
49.根据焊接工艺需求,使用脉冲gmaw焊对两块4043铝合金平板进行对焊焊接,两平板尺寸相同,板厚4mm,板长500mm,板宽100mm,焊接电流150a,材质为5356铝合金焊丝,焊接保护气为99.999%的高纯氩气,气体流量22l/min,焊速设为480mm/min。
50.结合图2至图6,滤光装置6由防飞溅片63、中性滤光片62、长波滤光片61组成,且防飞溅片63、中性滤光片62、长波滤光片61与摄像机8的镜片尺寸相同,通过边框螺纹依次同轴安装在摄像机8的镜头7上,选择截断波长为850nm的高通滤光片作为长波滤光片,选择50w、900nm红外固体激光器作为强光源进行补光,摄像机8选用拍摄帧数为2000的近红外高速摄像机。
51.在gmaw焊接时,红外固体激光器9在摄像机8旁边将激光打到熔滴熔池上为其照明,同时电弧光和熔滴熔池的光通过防飞溅片63、中性滤光片62、长波滤光片61(高通滤光片),并进入近红外高速摄像机成像,采集到的高清晰度的熔滴熔池图像保存在计算机上,采集的熔池熔滴图像如图6所示。
52.以上所述,仅为本发明的具体实施方式,但本发明的保护范围并不局限于此,任何熟悉本技术领域的技术人员在本发明揭露的技术范围内,可轻易想到变化或替换,都应涵盖在本发明的保护范围之内。因此,本发明的保护范围应所述以权利要求的保护范围为准。
再多了解一些
本文用于创业者技术爱好者查询,仅供学习研究,如用于商业用途,请联系技术所有人。
