1.本发明涉及金属加工技术领域,尤其涉及一种板材冷弯成型装置。
背景技术:
2.冷弯成型是通过顺序配置的对板材多次轧辊使得板材成型,但是目前冷弯成型装置的长度基本都有几米甚至十几米,该类冷弯成型装置一般都是对成卷的材料进行冷弯成型,而对较短的单片板材存在局限性,该类冷弯成型装置在对较短的单片板材进行冷弯成型时,单片板材极易跑偏,导致折弯的尺寸存在偏差,从而影响板材的后续使用。
3.公开号为cn214488388u,公开了一种防止折弯偏移的折弯机,防偏移装置包括上限位块、下限位装置和限位气缸,上限位块和限位气缸设置于机架上,限位气缸驱动下限位装置竖直滑动于上限位块的正下方,限位气缸与数控装置电性相连,板材在被折弯的时候,上限位块和下限位装置对板材进行夹紧限位,能够避免板材在折弯装置的阻力作用下向后滑动或者发生偏移的情况。该专利仅在折弯的时候通过上限位块和下限位装置对板材进行夹紧,以达到防止板材折弯时会发生偏移的目的,而在板材移动的过程中,无法对板材进行限位,从而无法解决板材在移动过程中位置发生偏移的情况。
4.综上所述,需研发一种能够对板材进行多重限位,防止板材在轧辊和移动的过程中位置会发生偏移的板材冷弯成型装置。
技术实现要素:
5.为了克服现有技术中,仅能够对板材折弯时进行夹紧限位,而无法在板材移动的过程中进行限位的缺点,针对现有技术的不足,本发明提供一种能够对板材进行多重限位,防止板材在轧辊和移动的过程中位置会发生偏移的板材冷弯成型装置。
6.为实现以上目的,本发明通过以下方案予以实现:一种板材冷弯成型装置,包括有:安装框;支脚,安装框底部前后两侧均连接有支脚;导向柱,安装框内部右侧连接有用于对板材进行限位的导向柱,导向柱前后两侧均连接有导向块;第一冷弯滚筒,安装框内上部均匀间隔转动式连接有第一冷弯滚筒;第二冷弯滚筒,安装框内下部均匀间隔转动式连接有第二冷弯滚筒,第二冷弯滚筒前后两侧均穿过安装框,导向柱位于最右侧的第一冷弯滚筒和最右侧的第二冷弯滚筒右侧;动力源组件,安装框和第二冷弯滚筒上设有用于驱动第二冷弯滚筒转动的动力源组件;侧边防偏机构,安装框前后两侧连接有用于对板材进行纠偏的侧边防偏机构,将侧边防偏机构往内侧推动与板材接触,侧边防偏机构将板材摆正,防止板材在移动冷弯的
过程中位置会发生偏移;正面防偏机构,安装框上部连接有用于抵住板材左端的正面防偏机构,正面防偏机构抵住板材左端与侧边防偏机构配合对板材进行正位,对板材的初始位置进行定位;侧边防偏机构包括有:支撑组件,安装框前后两侧均连接有支撑组件;第一滚轮,支撑组件内侧都均匀间隔转动式连接有用于对板材进行限位的第一滚轮;正面防偏机构包括有:移动组件,安装框右上部前后两侧均滑动式连接有移动组件;正位杆,移动组件右侧均转动式连接有用于对板材进行限位的正位杆,正位杆均与安装框滑动式连接,通过板材左端与正位杆接触,板材往左移动带动正位杆往左移动,正位杆用于对板材进行正位,防止板材的位置发生偏移,将板材放置在右侧的第一冷弯滚筒与右侧的第二冷弯滚筒之间,板材挤压第一滚轮往外侧移动,在支撑组件的作用下,第一滚轮始终与板材保持紧贴,对板材的侧边进行限位,同时板材的左端与正位杆接触,正位杆对板材的正面进行限位,在正位杆和第一滚轮的配合下,能够对板材的侧边和板材的端部进行同时限位,防止板材在移动过程中和轧辊的过程中位置会发生偏移。
7.更为优选的是,动力源组件包括有:第一支架,安装框左部前后两侧均连接有第一支架;电机,第一支架内部均连接有电机,电机的输出轴均与最左侧的第二冷弯滚筒连接;传动组件,第二冷弯滚筒前后两侧均连接有传动组件。
8.更为优选的是,支撑组件包括有:第一滑套,安装框上部前后两侧均滑动式连接有第一滑套;第一弹簧,第一滑套中部均与安装框上部外侧连接有第一弹簧;第一滑杆,第一滑套内部均滑动式连接有第一滑杆,第一滚轮与第一滑杆转动式连接;第二弹簧,第一滑杆内侧均与相近的第一滑套内侧连接有第二弹簧,在第二弹簧的作用下,带动第一滑杆和第一滚轮往内侧移动对板材进行限位。
9.更为优选的是,移动组件包括有:第二滑套,安装框右上部前后两侧均滑动式连接有第二滑套;第二滑杆,第二滑套外侧均滑动式连接有第二滑杆,正位杆与第二滑杆转动式连接;第三弹簧,第二滑杆右侧均套有第三弹簧,第三弹簧的两端分别与第二滑套右侧和第二滑杆右侧连接;第四弹簧,第二滑套左侧均与安装框左部连接有第四弹簧。
10.更为优选的是,还包括有用于对第二滑套进行限位的限位机构,限位机构包括有:第二支架,安装框中上部连接有第二支架;第一电动推杆,第二支架中部连接有第一电动推杆;限位架,安装框上部滑动式连接有限位架,第一电动推杆的伸缩杆底部与限位架
顶部连接;固定杆,第二滑套外侧均连接有固定杆,限位架往下移动对固定杆进行限位;触碰开关,正位杆右壁内侧均滑动式连接有触碰开关,通过板材往左移动与触碰开关接触,带动触碰开关往左移动,移动过程中板材与任意一个触碰开关分离时,触碰开关会控制第一电动推杆启动,带动限位架往下移动对固定杆和第二滑套进行限位,阻止第二滑套继续往左移动直至板材重新与两个触碰开关接触。
11.更为优选的是,还包括有用于带动第一滑套自动往内侧移动的推动机构,推动机构包括有:第三支架,限位架上部前后两侧均连接有第三支架;第二滚轮,第三支架下部均转动式连接有第二滚轮;第一楔形块,第一滑套顶部中间均通过螺栓固接有第一楔形块,前侧的第二滚轮往下移动与前侧的第一楔形块接触,后侧的第二滚轮往下移动与后侧的第一楔形块接触,在限位架往下移动时,带动第三支架和第二滚轮往下移动挤压第一楔形块往内侧移动,第一楔形块带动第一滑套自动往内侧移动。
12.更为优选的是,还包括有用于带动正位杆转动的解锁机构,解锁机构包括有:限位板,安装框内左部前后两侧均连接有限位板;扭力弹簧,正位杆外侧均套有扭力弹簧,扭力弹簧的两端分别与正位杆左侧和第二滑杆右侧连接;滚柱,正位杆下部均转动式连接有滚柱,滚柱往左移动后与限位板接触用于带动正位杆转动,正位杆往左移动带动滚柱往左移动与限位板接触,限位板对滚柱进行导向,带动正位杆自动往上转动与板材分离。
13.更为优选的是,还包括有用于对固定杆进行卡位的卡位机构,卡位机构包括有:第三滑套,安装框左部前后两侧均连接有第三滑套;第二楔形块,第三滑套上部均滑动式连接有用于对固定杆进行限位的第二楔形块,固定杆移动后与第二楔形块接触;第五弹簧,第二楔形块上部均与相近的第三滑套上部连接有第五弹簧,固定杆往左移动挤压第二楔形块往外侧移动,固定杆往左移动越过第二楔形块,在第五弹簧的复位作用下,带动第二楔形块往内侧移动复位对固定杆进行自动限位;第二电动推杆,第三滑套外侧均连接有第二电动推杆,第二电动推杆的伸缩杆内侧均连接有带动块,带动块位于相近的第二楔形块内侧。
14.更为优选的是,限位板顶表面为弧形,用于对滚柱进行导向。
15.本发明具有以下至少一个优点:本发明通过板材往左移动与正位杆接触,正位杆能够避免板材在初始移动时位置会发生偏移,推动第一滑套往内侧移动,带动第一滑杆和第一滚轮往内侧移动与宽度缩短后的板材接触,对板材进行正位,如此,能够防止板材偏移,从而能够提高板材冷弯的质量;通过板材与任意触碰开关脱离,触碰开关控制第一电动推杆启动,带动限位架往下移动,使得限位架对固定杆和第二滑套进行限位,板材继续移动与两个触碰开关接触,如此,能够进一步对偏移的板材进行纠偏,提高板材的冷弯质量;通过第二滚轮往下移动挤压第一楔形块往内侧移动,第一楔形块带动第一滑套自动往内侧移动,如此,在板材发生偏移时,能够实现自动对板材进行纠偏,提高板材纠偏的精准度,无需
工作人员手动操作,降低操作难度;通过正位杆带动滚柱往左移动至与限位板接触,在限位板的导向作用下,使得滚柱带动正位杆往上转动不再对板材进行限位,如此,可以方便板材退料;通过固定杆往左移动越过第二楔形块,第二楔形块在第五弹簧复位的作用下往内侧移动对固定杆进行限位,如此,便无需工作人员手动对固定杆进行限位,减少操作麻烦。
附图说明
16.图1为本发明的立体结构示意图。
17.图2为本发明部分结构的第一视角立体结构示意图。
18.图3为本发明部分结构的第二视角立体结构示意图。
19.图4为本发明侧边防偏机构的立体结构示意图。
20.图5为本发明第一滑套、第一滑杆、第一滚轮和第二弹簧的立体结构示意图。
21.图6为本发明正面防偏机构的第一视角立体结构示意图。
22.图7为本发明正面防偏机构的第二视角立体结构示意图。
23.图8为本发明正面防偏机构的部分立体结构示意图。
24.图9为本发明限位机构的第一视角立体结构示意图。
25.图10为本发明限位机构的第二视角立体结构示意图。
26.图11为本发明推动机构的第一视角立体结构示意图。
27.图12为本发明推动机构的第二视角立体结构示意图。
28.图13为本发明解锁机构的立体结构示意图。
29.图14为本发明解锁机构的第一部分立体结构示意图。
30.图15为本发明解锁机构的第二部分立体结构示意图。
31.图16为本发明卡位机构的立体结构示意图。
32.图17为本发明卡位机构的部分立体结构示意图。
33.附图中各零部件的标记如下:1、支脚,2、安装框,3、导向柱,4、第一冷弯滚筒,5、第一支架,6、电机,7、传动组件,8、第二冷弯滚筒,9、侧边防偏机构,91、第一滑套,92、第一弹簧,93、第一滑杆,94、第一滚轮,95、第二弹簧,10、正面防偏机构,101、第二滑套,102、正位杆,103、第二滑杆,104、第三弹簧,105、第四弹簧,11、限位机构,111、第二支架,112、第一电动推杆,113、限位架,114、固定杆,115、触碰开关,12、推动机构,121、第三支架,122、第二滚轮,123、第一楔形块,13、解锁机构,131、限位板,132、扭力弹簧,133、滚柱,14、卡位机构,141、第三滑套,142、第二楔形块,143、第五弹簧,144、第二电动推杆。
具体实施方式
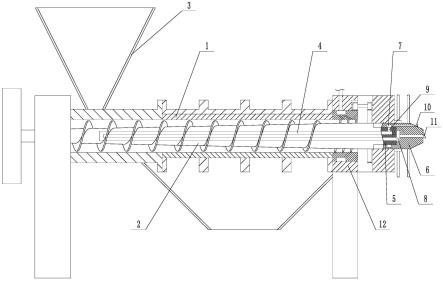
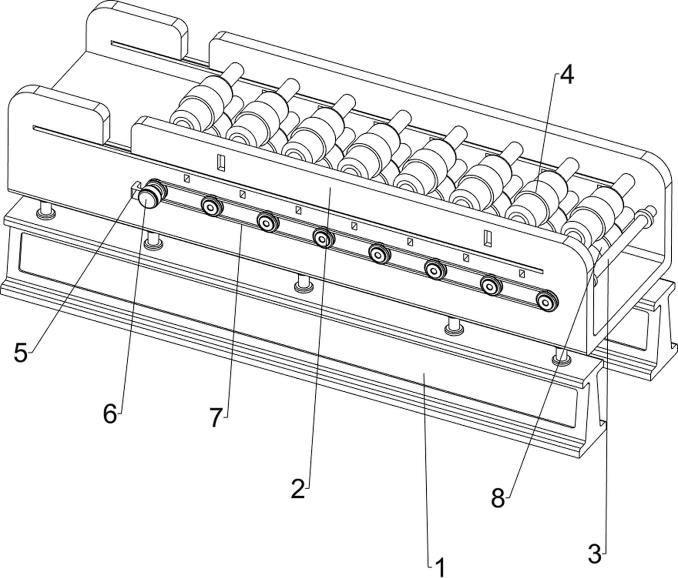
34.下面,结合附图以及具体实施方式,对本发明做进一步描述:实施例1一种板材冷弯成型装置,如图1-图8所示,包括有支脚1、安装框2、导向柱3、第一冷弯滚筒4、动力源组件、第二冷弯滚筒8、侧边防偏机构9和正面防偏机构10,安装框2底部前后两侧均焊接有支脚1,安装框2内部右侧连接有导向柱3,导向柱3用于对板材进行限位,导向柱3前后两侧均连接有导向块,安装框2内上部右侧均匀间隔转动式连接有八个第一冷弯滚筒4,安装框2内下部右侧均匀间隔转动式连接有八个第二冷弯滚筒8,八个第二冷弯滚筒
8前后两侧均穿过安装框2,导向柱3位于最右侧的第一冷弯滚筒4和最右侧的第二冷弯滚筒8右侧,安装框2和第二冷弯滚筒8上设有用于驱动第二冷弯滚筒8转动的动力源组件,安装框2前后两侧连接有侧边防偏机构9,侧边防偏机构9用于对板材进行纠偏,安装框2上部连接有正面防偏机构10,正面防偏机构10用于抵住板材左端,防止板材的初始位置偏移,侧边防偏机构9包括有支撑组件和第一滚轮94,安装框2前后两侧均连接有支撑组件,两个支撑组件内侧都均匀间隔转动式连接有用于对板材进行限位的第一滚轮94,正面防偏机构10包括有移动组件和正位杆102,安装框2右上部前后两侧均滑动式连接有移动组件,两个移动组件右侧均转动式连接有用于对板材进行限位的正位杆102,两个正位杆102均与安装框2滑动式连接,动力源组件包括有第一支架5、电机6和传动组件7,安装框2左部前后两侧均焊接有第一支架5,两个第一支架5内部均通过螺栓固接有电机6,两个电机6的输出轴均与最左侧的第二冷弯滚筒8连接,八个第二冷弯滚筒8的前侧和八个第二冷弯滚筒8的后侧均连接有传动组件7,传动组件7由八个传动轮和一根传动带组成,传动组件7有两组,十六个传动轮分别与八个第二冷弯滚筒8的前后两侧连接,两个传动带分别绕在前侧的八个传动轮和后侧的八个传动轮上,支撑组件包括有第一滑套91、第一弹簧92、第一滑杆93和第二弹簧95,安装框2上部前后两侧均滑动式连接有第一滑套91,两个第一滑套91中部均与安装框2上部外侧连接有两个第一弹簧92,两个第一滑套91内部均滑动式连接有七个第一滑杆93,第一滚轮94与第一滑杆93转动式连接,十四个第一滑杆93内侧均与相近的第一滑套91内侧连接有两个第二弹簧95,移动组件包括有第二滑套101、第二滑杆103、第三弹簧104和第四弹簧105,安装框2右上部前后两侧均滑动式连接有第二滑套101,两个第二滑套101外侧均滑动式连接有第二滑杆103,正位杆102与第二滑杆103转动式连接,两个第二滑杆103右侧均套有第三弹簧104,第三弹簧104的两端分别与第二滑套101右侧和第二滑杆103右侧连接,两个第二滑套101左侧均与安装框2左部连接有第四弹簧105,第四弹簧105的弹性系数小于第三弹簧104的弹性系数。
35.使用时,将需要折弯的板材放在导向柱3上,使得板材左端卡入右侧的第一冷弯滚筒4与右侧的第二冷弯滚筒8之间,导向柱3上的两个导向块能够对板材进行限位,避免板材的初始位置偏移,从而影响后续板材的折弯效果,同时板材与第一滚轮94接触,挤压第一滚轮94往外侧移动,第二弹簧95被压缩,在第二弹簧95的作用下,能够使第一滑杆93和第一滚轮94始终与板材保持紧贴,对板材的侧边进行限位,随后启动电机6,电机6的输出轴带动最左侧的第二冷弯滚筒8转动,从而通过传动组件7带动其余的第二冷弯滚筒8转动,使得第二冷弯滚筒8带动板材往左移动,第一冷弯滚筒4辅助第二冷弯滚筒8带动板材往左移动,使得第一冷弯滚筒4和第二冷弯滚筒8对板材进行轧辊,使得板材轧辊成型,板材往左移动至与正位杆102接触,带动正位杆102往左移动,从而带动第二滑套101和第二滑杆103往左移动,第四弹簧105被压缩,由于第四弹簧105的弹性系数小于第三弹簧104,因此,第三弹簧104在此时不会被压缩,板材放置时将板材的端部同时与正位杆102接触,正位杆102能够避免板材放置时板材位置发生偏移,如此,在正位杆102和第一滚轮94的配合下,能够对板材的侧边和板材的端部进行同时限位,防止板材在移动过程中和轧辊的过程中位置会发生偏移,从而能够增加板材冷弯成型的效果,提高板材冷弯成型的质量,板材在轧辊的过程中,板材由于折弯形变而使得宽度缩短,导致板材在冷弯成型的过程中位置容易意外发生偏移,此时在第二弹簧95的作用下,带动第一滑杆93和第一滚轮94往内侧移动,使得第一滚轮94往
内侧移动至与宽度缩短后的板材接触,从而对板材进行正位,第二弹簧95在此还起缓冲作用,避免第一滚轮94挤压过度,导致板材无法正常往左移动,如此,能够保证板材在轧辊时,能够避免位置发生偏移,从而能够提高板材轧辊的质量,并且能够对不同长度的板材进行轧辊,避免较短的板材在轧辊时位置会偏移,当板材往左移动至与第一滚轮94分离时,第二弹簧95复位,带动第一滑杆93和第一滚轮94复位,板材往左移动至脱离第一冷弯滚筒4和第二冷弯滚筒8时,轧辊完毕,随后松开第一滑套91,第一弹簧92复位,带动第一滑套91、第一滑杆93和第一滚轮94往外侧移动复位,轧辊完毕,板材移动至安装框2左侧,关闭电机6,随后工作人员将正位杆102往上转动,使得正位杆102不再抵住板材,工作人员再将轧辊后的板材取走,再将正位杆102往下转动复位,随后第四弹簧105复位,带动第二滑套101、第二滑杆103、第三弹簧104和正位杆102往右移动复位。
36.实施例2在实施例1的基础之上,如图1、图9和图10所示,还包括有限位机构11,限位机构11用于对第二滑套101进行限位,限位机构11包括有第二支架111、第一电动推杆112、限位架113、固定杆114和触碰开关115,安装框2中上部通过螺栓固接有第二支架111,第二支架111中部通过螺栓固接有第一电动推杆112,安装框2上部滑动式连接有限位架113,第一电动推杆112的伸缩杆底部与限位架113顶部连接,限位架113底部为斜面,两个第二滑套101外侧均焊接有固定杆114,限位架113往下移动对固定杆114进行限位,两个正位杆102右壁内侧均滑动式连接有触碰开关115。当板材往左移动至与触碰开关115接触时,板材带动触碰开关115和正位杆102往左移动,进而带动第二滑套101和固定杆114往左移动,当板材在轧辊过程中位置发生偏移时,板材与任意一个触碰开关115分离,该触碰开关115会控制第一电动推杆112启动一秒,第一电动推杆112的伸缩杆伸长一秒,带动限位架113往下移动,当限位架113往下移动至压住固定杆114时,由于限位架113底部为斜面,因此,限位架113挤压固定杆114往右移动,如此,能够避免限位架113压坏固定杆114,随后限位架113对固定杆114进行限位,进而达到对第二滑套101限位的目的,板材继续往左移动,推动正位杆102和第二滑杆103往左移动,此时第三弹簧104被压缩,由于第三弹簧104的弹性系数较大,正位杆102会对其与板材的接触位置处施加向右的阻力,而板材左壁的未受力侧与正位杆102发生脱离后不会受力,从而在板材向左输送进行冷压时会向受力的一侧偏转,直至板材左壁前后两部受力相同,所以第一冷弯滚筒4和第二冷弯滚筒8带动板材继续往左移动,使得板材能够与两个触碰开关115重新接触,两个触碰开关115同时控制第一电动推杆112的伸缩杆收缩一秒复位,带动限位架113往上移动复位,使得限位架113不再对固定杆114限位,然后再随着板材继续匀速往左移动,如此,能够进一步对板材的位置进行纠偏,从而能够提高板材的轧辊质量。
37.如图1、图11和图12所示,还包括有推动机构12,推动机构12用于带动第一滑套91自动往内侧移动,推动机构12包括有第三支架121、第二滚轮122和第一楔形块123,限位架113上部前后两侧均焊接有第三支架121,两个第三支架121下部均转动式连接有第二滚轮122,两个第一滑套91顶部中间均通过螺栓固接有第一楔形块123,前侧的第二滚轮122往下移动与前侧的第一楔形块123接触,后侧的第二滚轮122往下移动与后侧的第一楔形块123接触。当限位架113往下移动时,带动第三支架121和第二滚轮122往下移动,第二滚轮122与第一楔形块123接触,挤压第一楔形块123往内侧移动,第二滚轮122能够减小与第一楔形块
123之间的摩擦力,使得第一楔形块123移动的更加顺畅,第一楔形块123带动第一滑套91和第一滑杆93往内侧移动,从而使得第一滚轮94对板材进一步限位,如此,提高对板材限位的力度,达到进一步对板材进行限位的目的,防止板材在轧辊的过程中位置会偏移,提高板材纠偏的精准度,当限位架113往上移动复位时,带动第三支架121和第二滚轮122往上移动复位,此时第一滑套91在第一弹簧92复位的作用下带动第一楔形块123、第一滑杆93和第一滚轮94往外侧移动复位,使得第一滚轮94松开板材。
38.如图1、图13、图14和图15所示,还包括有解锁机构13,解锁机构13用于带动正位杆102转动,解锁机构13包括有限位板131、扭力弹簧132和滚柱133,安装框2内左部前后两侧均通过螺栓固接有限位板131,限位板131顶表面为弧形,两个正位杆102外侧均套有扭力弹簧132,扭力弹簧132的两端分别与正位杆102左侧和第二滑杆103右侧连接,两个正位杆102下部均转动式连接有滚柱133,滚柱133往左移动后与限位板131接触用于带动正位杆102转动。当板材带动正位杆102往左移动时,带动滚柱133往左移动,当滚柱133往左移动至与限位板131接触时,由于限位板131顶表面为弧形,因此,限位板131能够对滚柱133进行导向,使得滚柱133带动正位杆102往上转动,扭力弹簧132扭转形变,使得正位杆102不再对板材进行限位,方便板材进行退料,工作人员手动对固定杆114和正位杆102进行限位,避免板材还未退料,正位杆102就在第四弹簧105的复位作用下往右移动,导致正位杆102在扭力弹簧132的复位作用下往下转动复位与板材接触,从而导致板材在正位杆102复位的过程中被磨损,当板材退料完毕后,工作人员松开固定杆114,在第四弹簧105的复位作用下,带动第二滑套101、第二滑杆103、正位杆102、滚柱133和固定杆114往右移动复位,在限位板131的导向作用下,扭力弹簧132复位,带动正位杆102和滚柱133反转复位。
39.如图1、图16和图17所示,还包括有卡位机构14,卡位机构14用于对固定杆114进行卡位,卡位机构14包括有第三滑套141、第二楔形块142、第五弹簧143和第二电动推杆144,安装框2左部前后两侧均焊接有第三滑套141,两个第三滑套141上部均滑动式连接有第二楔形块142,第二楔形块142用于对固定杆114进行限位,固定杆114移动后与第二楔形块142接触,两个第二楔形块142上部均与相近的第三滑套141上部连接有第五弹簧143,两个第三滑套141外侧均通过螺栓固接有第二电动推杆144,两个第二电动推杆144的伸缩杆内侧均连接有带动块,两个带动块位于相近的第二楔形块142内侧。当第二滑套101带动固定杆114往左移动至与第二楔形块142接触时,挤压第二楔形块142往外侧移动,此时第五弹簧143被拉伸,当固定杆114往左移动至越过第二楔形块142时,此时第五弹簧143复位,带动第二楔形块142往内侧移动复位对固定杆114进行限位,如此,便无需工作人员手动对固定杆114进行限位,减少操作麻烦,当板材退料完毕后,启动第二电动推杆144,工作人员控制第二电动推杆144的伸缩杆收缩两秒后再伸长两秒复位,第二电动推杆144的伸缩杆通过带动块带动第二楔形块142往外侧移动,此时第五弹簧143被拉伸,使得第二楔形块142不再对固定杆114限位,在第四弹簧105的复位作用下,带动第二滑套101和固定杆114往右移动复位,第二电动推杆144的伸缩杆带动带动块伸长两秒复位,此时第五弹簧143复位,带动第二楔形块142往内侧移动移动复位。
40.虽然已经参照示例性实施例描述了本发明,但是应理解本发明不限于所公开的示例性实施例。以下权利要求的范围应给予最宽泛的解释,以便涵盖所有的变型以及等同的结构和功能。
再多了解一些
本文用于创业者技术爱好者查询,仅供学习研究,如用于商业用途,请联系技术所有人。