1.本实用新型涉及焊机技术领域,具体为一种支持宽电压输入的数字化焊接气体保护焊机。
背景技术:
2.数字化焊接气体保护焊机是以二氧化碳为保护气体进行焊接的设备,其采用单片机数字控制技术实现了逆变式co2焊机焊接参数预设与显示、焊接引弧与收弧过程控制、焊丝材料种类和直径转换及焊接时序和工作过程中的数字化控制,通过对焊丝伸出长度和熔滴过渡频繁的实时检测,采用前馈和后馈相结合的数字化波形控制技术,实现了短路过渡co2焊接的恒过渡频率控制,既降低了飞溅,也保证了焊缝成型,同时同一直径焊丝的焊接电流范围大幅度扩宽,但是目前市场上的数字化焊接气体保护焊机还是存在以下的问题:
3.1、现有的数字化焊接气体保护焊机,其调节焊接电流与焊接电压的方式通常是分别调节的,有经验的操作者在调节焊接电流与焊接电压时,根据其操作经验,经过调节能够得到这两个参数之间的良好的匹配关系,若操作者的经验不足,则很难得到这两个参数之间的良好的匹配关系,也就不能达到良好的焊接过程;
4.2、常规的数字化焊接气体保护焊机,设备在电网电压不稳或野外工作使用发电机供电时,会出现输入电压波动较大的问题,从而容易影响设备的正常使用。
5.针对上述问题,在原有的数字化焊接气体保护焊机的基础上进行创新设计。
技术实现要素:
6.本实用新型的目的在于提供一种支持宽电压输入的数字化焊接气体保护焊机,以解决上述背景技术中提出的现有的数字化焊接气体保护焊机,其调节焊接电流与焊接电压的方式通常是分别调节的,有经验的操作者经过调节能够得到这两个参数之间的良好的匹配关系,若操作者的经验不足,则很难得到这两个参数之间的良好的匹配关系,也就不能达到良好的焊接过程,同时设备在电网电压不稳或野外工作使用发电机供电时,会出现输入电压波动较大的问题,从而容易影响设备的正常使用的问题。
7.为实现上述目的,本实用新型提供如下技术方案:一种支持宽电压输入的数字化焊接气体保护焊机,包括设备主体,所述设备主体的内部连接有传输线,且传输线的一端连接有整流桥,所述整流桥通过传输线与滤波电容相互连接,且滤波电容的外表面连接有电容支撑架,并且电容支撑架与设备主体固定连接,所述滤波电容通过传输线与igbt模块相互连接,且igbt模块通过传输线与快恢复二极管相互连接,所述快恢复二极管的位于电源板的一侧,且电源板位于设备主体的上表面,所述电源板的内部连接有电压指标表和电流指示表,所述电源板的一侧连接有电解电容,且电解电容与快恢复二极管相互连接,所述设备主体的外表面开设有散热口。
8.优选的,所述电容支撑架关于滤波电容的纵向中心线呈对称分布,且电容支撑架的高度大于滤波电容的半径,方便通过电容支撑架将滤波电容稳定在设备主体的内部,且
有利于避免滤波电容与其他零部件发生摩擦。
9.优选的,所述滤波电容并联在设备主体内部,且滤波电容在设备主体内部构成平行结构,便于通过滤波电容稳定电压,有利于保证设备后续的正常使用。
10.优选的,所述滤波电容型号为200vf/800v,且滤波电容与传输线的连接方式为固定连接,方便通过传输线对输入电进行传输,且有利于避免传输线与滤波电容发生脱落。
11.优选的,所述快恢复二极管的型号为80a/400v,且快恢复二极管与电源板的连接方式为固定连接,有利于保证保护气保焊机在输入电压为110v~380v的情况下能够正常使用。
12.优选的,所述电源板设计匝数比为12:1,且电源板与电压指标表和电流指示表的连接方式都为固定连接,并且电压指标表和电流指示表的一侧与电源板的一侧相互齐平,方便通过电压指标表和电流指示表对电流和电压进行显示,有利于后续对设备进行调控。
13.优选的,所述电解电容的型号为1000uf/100v,且电解电容与快恢复二极管的连接方式为电性连接,有利于通过电解电容对电压进行稳定。
14.优选的,所述散热口关于设备主体的纵向中心线呈对称分布,且散热口呈倾斜状态,方便通过散热口进行散热工作,有利于避免高温储存在设备主体的内部。
15.与现有技术相比,本实用新型的有益效果是:该支持宽电压输入的数字化焊接气体保护焊机,
16.1、采用并联滤波电容结构,输入电经过整流桥整流后变为直流电,直流在经过滤波电容后稳定电压,并经过igbt模块转变为20k中频交流电,经过主变变为符合焊接要求的交流电,再经过快恢复二极管整流成焊机正常工作输出直流电压,保证了保护气保焊机在输入电压为110v~380v的情况下能够正常使用;
17.2、优化了电源板设计,其设计匝数比为12:1,截面为1.5平方毫米的铜线,从主变单独取电压,经过电源板上的快恢复二极管整流把20khz的交流电变为直流电压,再经过电解电容滤波输出更加平稳的电压,因从主变直接取电压,输出功率更大,所需要的控制变压器的功率变小,使得送丝更加稳定,焊接效果更好。
附图说明
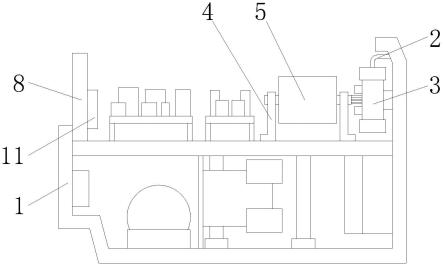
18.图1为本实用新型整体正视剖面结构示意图;
19.图2为本实用新型整体俯视剖面结构示意图;
20.图3为本实用新型整体侧视结构示意图。
21.图中:1、设备主体;2、传输线;3、整流桥;4、电容支撑架;5、滤波电容;6、igbt模块;7、快恢复二极管;8、电源板;9、电压指标表;10、电流指示表;11、电解电容;12、散热口。
具体实施方式
22.下面将结合本实用新型实施例中的附图,对本实用新型实施例中的技术方案进行清楚、完整地描述,显然,所描述的实施例仅仅是本实用新型一部分实施例,而不是全部的实施例。基于本实用新型中的实施例,本领域普通技术人员在没有做出创造性劳动前提下所获得的所有其他实施例,都属于本实用新型保护的范围。
23.请参阅图1-3,本实用新型提供一种技术方案:一种支持宽电压输入的数字化焊接
气体保护焊机,包括设备主体1,设备主体1的内部连接有传输线2,且传输线2的一端连接有整流桥3,整流桥3通过传输线2与滤波电容5相互连接,且滤波电容5的外表面连接有电容支撑架4,并且电容支撑架4与设备主体1固定连接,滤波电容5通过传输线2与igbt模块6相互连接,且igbt模块6通过传输线2与快恢复二极管7相互连接,快恢复二极管7的位于电源板8的一侧,且电源板8位于设备主体1的上表面,电源板8的内部连接有电压指标表9和电流指示表10,电源板8的一侧连接有电解电容11,且电解电容11与快恢复二极管7相互连接,设备主体1的外表面开设有散热口12。
24.电容支撑架4关于滤波电容5的纵向中心线呈对称分布,且电容支撑架4的高度大于滤波电容5的半径,方便通过电容支撑架4对滤波电容5进行支撑,有利于保证滤波电容5在使用过程中的稳定性。
25.滤波电容5并联在设备主体1内部,且滤波电容5在设备主体1内部构成平行结构,方便滤波电容5解决输入电压波动较大的问题。
26.滤波电容5型号为200vf/800v,且滤波电容5与传输线2的连接方式为固定连接,方便直流电在经过滤波电容5后稳定电压。
27.快恢复二极管7的型号为80a/400v,且快恢复二极管7与电源板8的连接方式为固定连接,方便中频交流电经过快恢复二极管7整流成焊机正常工作输出直流电压。
28.电源板8设计匝数比为12:1,且电源板8与电压指标表9和电流指示表10的连接方式都为固定连接,并且电压指标表9和电流指示表10的一侧与电源板8的一侧相互齐平,有利于通过电压指标表9和电流指示表10实时观察电流和电压的变化情况。
29.电解电容11的型号为1000uf/100v,且电解电容11与快恢复二极管7的连接方式为电性连接,便于直流电压经过1000uf/100v的电解电容11后输出更加平稳的电压。
30.散热口12关于设备主体1的纵向中心线呈对称分布,且散热口12呈倾斜状态,便于提高设备主体1的散热效率,且有利于避免设备主体1内部元件受到高温的影响。
31.工作原理:根据图1-3,在对设备进行使用时,输入电经过整流桥3,通过整流桥3整流后变为直流电,直流电在经过滤波电容5后,可稳定电压,接着直流电经过igbt模块6转变为20k中频交流电,经过主变变为符合焊接要求的交流电,经过快恢复二极管7整流成焊机正常工作输出直流电压,保证了保护气保焊机在输入电压为110v~380v的情况下能够正常使用,且电源板8设计匝数比为12:1,其截面为1.5平方毫米的铜线,从主变单独取电压,经过电源板8上一只80a/400v快恢复二极管7整流把20khz的交流电变为适用于送丝机和加热气表所需的直流电压,再经过一只1000uf/100v的电解电容11,输出更加平稳的电压,然后再给送丝机电机和加热气表提供电压,并且通过电源板8连接的电压指标表9和电流指示表10,可以实时观察电流和电压的变化情况,以上便是整个装置的工作过程,且本说明书中未作详细描述的内容均属于本领域专业技术人员公知的现有技术。
32.尽管已经示出和描述了本实用新型的实施例,对于本领域的普通技术人员而言,可以理解在不脱离本实用新型的原理和精神的情况下可以对这些实施例进行多种变化、修改、替换和变型,本实用新型的范围由所附权利要求及其等同物限定。
再多了解一些
本文用于企业家、创业者技术爱好者查询,结果仅供参考。