1.本发明属于自动化设备技术领域,尤其是涉及一种多功能锁拆卡扣组件、锁拆方法及装置。
背景技术:
2.众所周知,部分电子产品的边框在制造过程中需要对其外侧面进行表面处理,为了保证表面处理的质量,一般都需要设计专门的治具辅助进行,如图1至图3所示,该类治具包括底板1a和盖板1b,底板1a和盖板1b通过五个弹性卡扣1c将手机边框1d夹紧固定,使手机边框1d仅剩外侧面暴露在外面以用于后续进行表面处理。在表面处理完成后,需要将盖板1b从底板1a上自动拆解下来,将手机边框1d取出后再将盖板1b自动装配到底板1a。
3.弹性卡扣1c包括卡扣和弹簧,卡扣能转动且能通过压缩弹簧上下移动,配合卡扣于盖板1b上开设有五个解锁孔1e,锁定时,先压缩弹簧,卡扣穿过解锁孔1e且旋转90
°
后将盖板1b锁定于底板1a;解锁时,旋转卡扣使其对准解锁孔1e,在弹簧的作用下卡扣自动向下移动,解除对盖板1b的锁定。
4.如公开号为cn215699433u,公开日为2022年2月1日,实用新型名称为《一种全自动锁拆卡扣装置》的中国专利,该全自动锁拆卡扣装置能够一次性完成多个卡扣的锁拆。但是根据实际的工艺要求,在对卡扣拆解前,为了保证各个卡扣处于同一锁定位置,需要对卡扣先进行矫正;同时在拆解完成后需要检测所有卡扣是否都拆解到位。因此,现有的自动锁拆卡扣设备需要在拆解工序的前、后段分别加装矫正机构和检测机构,在治具拆解前通过矫正机构将所有卡扣的锁定位置统一,在治具拆解后通过检测机构来检测所有的卡扣是否都已拆解。这就造成了现有的自动锁拆卡扣设备存在整体结构复杂、成本较高和锁拆效率低的缺点。
技术实现要素:
5.本发明的目的在于提供一种多功能锁拆卡扣组件、锁拆方法及装置,以解决现有技术中自动锁拆设备存在结构复杂、成本较高和锁拆效率低的问题。
6.为达此目的,本发明采用以下技术方案:一种多功能锁拆卡扣组件,其包括,基板,连接有驱动其升降的升降驱动装置,多套锁拆卡扣模组,所述锁拆卡扣模组包括空心转轴、传动件、连接套和锁拆头,所述空心转轴能转动地贯穿装配于所述基板上,所述传动件防转安装于所述空心转轴上且位于所述基板的上方,所述连接套固定于所述空心转轴的底端,所述锁拆头能升降地套于所述连接套外且两者之间设置有防脱机构,所述连接套外套设有用于锁拆头复位的复位弹簧,所述锁拆头上开设有配合卡扣的锁拆槽,旋转驱动装置,设置于所述基板上且被配置为通过传动组件和传动件带动所述多套拆卡扣组件的空心转轴同步转动,
升降板组件,包括升降板、弹性部件和多个检测杆,所述升降板能升降地装配于所述基板的上方,所述多个检测杆的顶端均固定连接于所述升降板上,底端依次穿过对应的空心转轴和连接套后伸入所述锁拆槽内,锁拆卡扣时,所述检测杆的底端抵靠于卡扣上,所述弹性部件被配置为提供所述升降板下降的弹力。
7.进一步的说,所述升降板上安装有用于检测其是否升降的检测组件。
8.进一步的说,所述检测组件包括固定安装于所述升降板上的感应板,配合感应板于所述基板上固定有感应器,通过感应板和感应器的配合来检测升降板是否升降。
9.进一步的说,所述防脱机构包括设置于所述连接套底端的限位头,所述锁拆头的中心处设置有装配孔,所述锁拆头通过所述装配孔套于所述连接套上,所述连接套的顶端通过限位套与所述空心转轴固定连接,所述复位弹簧的顶端抵靠于所述限位套上,底端抵靠于所述锁拆头上。
10.进一步的说,所述旋转驱动装置包括电机支架和旋转驱动电机,所述电机支架固定于所述基板上,所述旋转驱动电机竖直固定于电机支架上且其转轴朝下设置,所述传动组件包括第一同步带轮和同步带,所述传动件采用第二同步带轮,所述第一同步带轮固定装配于所述旋转驱动电机的转轴上,所述同步带套于所述第一同步带轮和所有第二同步带轮之上。
11.进一步的说,所述基板上竖直固定有至少两根导向柱,所述升降板能升降地套装于所述导向柱上,所述导向柱的顶端设置有用于对升降板上升高度限位的上限位头,所述弹性部件采用螺旋弹簧,所述螺旋弹簧套设于所述上限位头与所述升降板之间的导向柱上。
12.进一步的说,所述基板的下方设置有装配板,所述多套锁拆卡扣组件的空心转轴均通过限位套能转动地设置于所述装配板上,所述装配板的底面上安装有用于拆解后自动夹取治具盖板的气动夹手。
13.一种多功能锁拆卡扣组件的锁拆方法,其包括以下步骤:带有产品的治具移至上述多功能锁拆卡扣组件的正下方,升降驱动装置驱动基板下降,使所有锁拆头克服复位弹簧的弹力抵靠于对应的卡扣上,此时,所有检测杆的底端抵靠于对应的卡扣上,旋转驱动装置启动通过传动组件和传动件带动所有锁拆头同步旋转360
°
,将所有的卡扣解锁,卡扣解锁后通过上述多功能锁拆卡扣组件的气动夹手将盖板取走,升降驱动装置驱动基板上升复位,取下盖板后的治具移栽至取产品工位,机械手将产品取走,治具的底板再移栽至上述多功能锁拆卡扣组件的正下方,升降驱动装置驱动基板下降,气动夹手将盖板放置于底板上,同时所有锁拆头压紧于对应的卡扣位置处,使卡扣克服弹簧弹力穿过解锁孔位于盖板的上方,旋转驱动装置再次启动通过传动组件和传动件带动所有锁拆头同步旋转90
°
,将所有的卡扣锁定。
14.进一步的说,所述多功能锁拆卡扣组件的锁拆方法还包括检测卡扣是否拆扣成功的步骤,具体检测方法为:在所有的卡扣解锁后,若升降板整体下降,则判定所有卡扣拆扣
成功,若升降板整体没有下降,则判定拆扣失败,即存在未解锁卡扣。
15.一种锁拆卡扣装置,其包括机架,所述机架上具有上料工位、锁拆工位和下料工位,其中,所述上料工位上设置有用于将带有产品的治具进行自动上料的上料装置和取料机械手,所述锁拆工位上设置有治具移栽模组、多功能锁拆卡扣组件和治具下料组件,所述取料机械手被配置为将带有产品的治具自动搬运至所述治具移栽模组上,所述治具移栽模组被配置为将带有产品的治具搬运至所述多功能锁拆卡扣组件处进行拆解或锁定并将锁定后的治具移栽至所述治具下料组件处,所述多功能锁拆卡扣模组被配置为将治具进行拆解后再进行锁合,所述下料工位上设置有用于将产品从治具的底板上取走的产品下料机械手,所述治具下料组件被配置对空治具进行下料。
16.本发明的有益效果为,与现有技术相比所述锁拆卡扣装置的多功能锁拆卡扣组件在卡扣拆解时,无需进行预先矫正,同时能够实现卡扣的自动拆解、锁定及拆解后的检测。不仅结构简单,布局合理紧凑,设计巧妙;而且降低了设备的制造成本,提高了卡扣的锁拆效率。
附图说明
17.图1是现有的用于手机边框表面处理的治具的立体结构示意图;图2是现有的用于手机边框表面处理的治具的底板的立体结构示意图;图3是现有的用于手机边框表面处理的治具的盖板的立体结构示意图;图4是本发明一实施例提供的锁拆卡扣装置的结构示意图;图5是本发明一实施例提供的锁拆卡扣装置的多功能锁拆卡扣组件的立体结构示意图;图6是本发明一实施例提供的锁拆卡扣装置的多功能锁拆卡扣组件的又一立体结构示意图;图7是本发明一实施例提供的锁拆卡扣装置的多功能锁拆卡扣组件的侧视示意图;图8是本发明一实施例提供的锁拆卡扣装置的锁拆卡扣组件的立体结构示意图;图9是本发明一实施例提供的锁拆卡扣装置的锁拆卡扣组件的主视示意图;图10是图9中a-a向的剖面图。
具体实施方式
18.下面结合附图并通过具体实施方式来进一步说明本发明的技术方案。
19.为了便于理解本发明,下面将参照相关附图对本发明进行更全面的描述。附图中给出了本发明的较佳实施例。但是,本发明可以以许多不同的形式来实现,并不限于本文所描述的实施例。相反地,提供这些实施例的目的是使对本发明的公开内容理解的更加透彻全面。需要说明的是,当部件被称为“固定于”另一个部件,它可以直接在另一个部件上或者也可以存在居中的部件。当一个部件被认为是“连接”另一个部件,它可以是直接连接到另一个部件或者可能同时存在居中部件。本文所使用的术语“垂直的”、“水平的”、“左”、“右”以及类似的表述只是为了说明的目的,并不表示是唯一的实施方式。除非另有定义,本文所使用的所有的技术和科学术语与属于本发明的技术领域的技术人员通常理解的含义相同。
本文中在本发明的说明书中所使用的术语只是为了描述具体的实施例的目的,不是旨在于限制本发明。本文所使用的术语“及/或”包括一个或多个相关的所列项目的任意的和所有的组合。
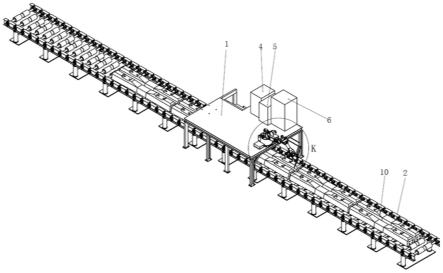
20.请参阅图4所示,图4是本发明一实施例提供的锁拆卡扣装置的结构示意图。本实施例中,一种锁拆卡扣装置包括机架1,机架1的一端作为带有产品治具的上料端,另一端作为产品的下料端,机架1上自上料端至下料端依次设置有上料工位2、锁拆工位3和产品下料工位4,上料工位2上设置有串杆式上料装置20和取料机械手21,串杆式上料装置20用于对带有产品的治具进行自动上料。
21.锁拆工位3处平行间隔设置有两个治具移栽模组30,治具移栽模组30的输出端上均设置有治具载台31,治具移栽模组30的一端作为接料端,另一端作为锁拆卡扣端,每个治具移栽模组30的锁拆卡扣端的上方均设置有一个多功能锁拆卡扣组件32,锁拆工位3处于治具移栽模组30的一侧分别设置有治具空托盘接料工位33和治具满托盘接料工位34,治具空托盘接料工位33和治具满托盘接料工位34之间设置有治具托盘移栽机构35,治具托盘移栽机构35被配置为当治具空托盘接料工位33处的治具托盘满料后将该治具托盘自动移栽至治具满托盘接料工位34。治具移栽模组30与治具空托盘接料工位33之间设置有治具下料机构36,治具下料机构36包括设置于接料端和锁拆卡扣端之间的治具移栽模组和治具夹爪,治具夹爪用于自动夹持取走产品后的治具,治具移栽模组30用于将取走产品后的治具自动移栽至治具空托盘接料工位33处。
22.下料工位4处设置有用于将产品从治具的底板上取走的产品下料机械手40、产品空托盘接料工位41、产品满托盘接料工位42和拆解ng产品下料线43,产品空托盘接料工位41和产品满托盘接料工位42之间设置有产品托盘移栽机构44,产品托盘移栽机构44被配置为当产品空托盘接料工位41处的产品托盘满料后将该产品托盘自动移栽至产品满托盘接料工位42处,拆解失败的治具由产品下料机械手40自动移栽至拆解ng产品下料线43上。
23.上述锁拆卡扣装置的具体作业流程为:s1,人工将穿设有多个带产品的治具的串杆放置于串杆式上料装置20上,s2,串杆式上料装置20配合取料机械手21将带有产品的治具自动抓取并移栽至治具载台31上,s3,治具移栽模组30将治具载台31移至多功能锁拆卡扣组件32处,通过多功能锁拆卡扣组件32将治具的盖板自动拆除并取走,s4,产品下料机械手40将治具内的产品取走并放置于产品空托盘接料工位41处的产品空托盘上,s5,多功能锁拆卡扣组件32将步骤s3中取走的治具的盖板再自动锁定于步骤s4中取走产品的治具的底板上,s6,治具移栽模组30再将步骤s5中锁定的空治具自动移栽至治具托盘移栽机构35处,通过治具托盘移栽机构35将空治具收集至治具空托盘接料工位33处的治具空托盘上。
24.请参阅图4至图10所示,多功能锁拆卡扣组件32包括基板320、升降气缸321、五套锁拆卡扣模组、升降板322和旋转驱动电机323,升降气缸321固定于安装架324上,安装架324固定于治具移栽模组30的锁拆卡扣端,基板320通过连接板固定安装于升降气缸321的驱动端,通过升降气缸321驱动基板320整体升降。
25.五套锁拆卡扣模组安装于基板320上且安装位置对应治具上五个卡扣设置,每套锁拆卡扣模组均包括空心转轴325、从动同步带轮326、连接套327和锁拆头328,空心转轴325能转动地贯穿装配于基板320上,从动同步带轮326防转安装于空心转轴325上且位于基板320的上方,连接套327的顶端通过限位套329与空心转轴325固定连接,连接套327的底端设置有半径较大的限位头330,锁拆头328上开设有配合卡扣的锁拆槽331,锁拆头328的中心处设置有与锁拆槽331相连通的装配孔,锁拆头328通过装配孔套于连接套327上并通过限位头330进行防脱限位,连接套327外套设有复位弹簧332,复位弹簧332的顶端抵靠于限位套329上,底端抵靠于锁拆头328上,锁拆头328能沿连接套327上下移动,基板320向下移动时,锁拆头328压缩复位弹簧332向上移动,基板320向上移动时,锁拆头328在复位弹簧332的弹力作用下,自动复位。
26.电机支架333固定于基板320上,旋转驱动电机323竖直固定于电机支架333上且其转轴朝下设置,旋转驱动电机323的转轴上固定有主动同步带轮334,同步带335套设于每套锁拆卡扣模组的从动同步带轮326和主动同步带轮334上,同时基板320上还设置有用于调节同步带335的涨紧轮336,旋转驱动电机323通过同步带轮和同步带组成的传动组件带动五套锁拆卡扣模组的空心转轴325同步转动。
27.升降板322能升降地设置于基板320的上方,基板320上竖直固定有三根导向柱337,升降板322能升降地套装于导向柱337上,导向柱337的顶端设置有用于对升降板322上升高度限位的上限位头338,两侧的两根导向柱337上部套设有位于上限位头338与升降板322之间的螺旋弹簧339,升降板322上对应空心转轴325的位置固定设置有五根检测杆340,检测杆340的底端依次穿过对应的空心转轴325和连接套327后伸入锁拆槽331内,锁拆卡扣时,检测杆340的底端抵靠于卡扣上,螺旋弹簧339为升降板322提供下降的弹力。
28.基板320的下方设置有装配板341,每套锁拆卡扣组件的空心转轴325均通过限位套329能转动地设置于装配板341上,装配板341的底面上安装有气动夹手342,在锁拆头328将对应的卡扣拆解后,通过气动夹手342将拆解后治具的盖板取走。
29.升降板322固定安装有感应板343,配合感应板343于基板320上固定有u型感应器344,当升降板322整体下降时,带动感应板343整体下降触发u型感应器344,通过感应板343和感应器344的配合来检测升降板322的升降动作。
30.请参阅图4至图10所示,上述多功能锁拆卡扣组件32具体的锁拆方法为:拆解卡扣,s1,治具移栽模组30将治具载台31移至多功能锁拆卡扣组件32的正下方;s2,升降气缸321驱动基板320整体下降,基板320在下降过程中,锁拆头328先克服复位弹簧332的弹力,抵靠于对应的卡扣位置处,而且所有检测杆340的底端抵靠于对应的卡扣的端面上;s3,旋转驱动电机323通过同步带带动所有的空心转轴325同步转动,空心转轴325带动锁拆头328转动360
°
,就能够将所有的卡扣解锁。如果治具上的卡扣位置不同,则锁拆头328在转动360
°
的过程中,通过复位弹簧332的作用锁拆头328的锁拆槽331势必会卡入对应的卡扣上,当锁拆头328转动至治具的盖板上的解锁孔的位置时,在治具弹簧的作用下,卡扣会自动下降进行解锁;s4,检测所有的卡扣是否拆解成功,因在拆解时,检测杆340的底端抵靠于对应的
卡扣的端面上,若拆解成功,对应的卡扣下降,则检测杆340也会随之下降,当所有的检测杆340都下降时,升降板322才会整体下降,进而证明所有的卡扣拆解成功,当存在未拆解成功的卡扣时,检测杆340的底端还是抵靠在对应的卡扣上,此时升降板322不会整体下降;s5,若拆解成功,气动夹手342将拆解后的治具的盖板夹取,升降气缸321驱动基板320整体上升复位。
31.锁合盖板,s1,产品取走后,治具的底板移栽至多功能锁拆卡扣组件32的正下方,s2,升降气缸321驱动基板320下降,此时气动夹爪342在拆解卡扣时夹取的治具的盖板放置于取走产品后的治具的底板上,锁拆头328压紧于对应的卡扣位置处,使卡扣克服治具弹簧的弹力穿过解锁孔位于锁拆头328的锁拆槽331内,s3,旋转驱动电机323通过同步带带动所有的空心转轴325同步转动,空心转轴325带动锁拆头328转动90
°
,将所有的卡扣锁定。
32.以上实施例只是阐述了本发明的基本原理和特性,本发明不受上述事例限制,在不脱离本发明精神和范围的前提下,本发明还有各种变化和改变,这些变化和改变都落入要求保护的本发明范围内。本发明要求保护范围由所附的权利要求书及其等效物界定。
再多了解一些
本文用于创业者技术爱好者查询,仅供学习研究,如用于商业用途,请联系技术所有人。