1.本发明涉及镁锂合金技术领域,特别涉及一种镁锂合金模锻件的热处理方法。
技术背景
2.镁锂合金密度在1.35~1.65g/cm3之间,是目前工程应用中最轻的金属结构材料,随着当今世界对结构材料轻量化、节能、环保和可持续发展的要求越来越高,镁锂合金在需要轻量化结构材料的交通、电子、医疗产品等领域展现出广阔的应用前景。
3.现有的镁锂合金的性能还存在明显不足,如绝对强度低、耐高温能力差等。据文献报道,双相mg-li合金在室温下的抗拉强度只有165mpa(superplasticity in a two-phase mg-8li-2zn alloy processed by two-pass extrusion,materials science&engineering a),较低的绝对强度使得镁锂合金的使用范围受到极大限制。添加稀土元素对于提高镁合金的力学性能具有显著的有益效果,但是稀土成本高,不利于镁合金的推广应用。虽然锻造件的性能相比铸件有一定提升,但是其强度仍无法满足一些场所的应用,如何进一步提高镁锂合金锻件的力学性能,获得具备良好力学性能的低成本镁锂合金是目前行业的技术热点和难点。
技术实现要素:
4.针对现有技术中存在的力学性能的问题,本发明提供了一种针对非稀土镁合金,采用镁锂合金模锻件为原料,通过特定的热处理显著提升镁合金力学性能的方法,所述热处理方法包括:
5.将镁锂合金模锻件在第一温度范围下进行固溶处理,得到固溶处理后的镁锂合金模锻件;
6.将所述固溶处理镁锂合金模锻件在第二温度范围下进行时效处理,得到时效处理后的镁锂合金模锻件;
7.将所述时效处理后的镁锂合金模锻件冷却至室温,得到热处理态镁锂合金模锻件。
8.根据本发明的提供的镁锂合金模锻件的热处理方法,优选的,所述镁锂合金包含如下重量百分比的各元素组分:
9.li 9.5-11.0%;
10.al 2.5-3.5%;
11.zn 2.0-3.5%;
12.其余为mg及不可避免杂质元素。
13.现有技术中虽然已有通过热处理提高铸造镁锂合金力学性能的研究,但铸造镁锂合金在热处理的过程中其组织相态变化的规律与模锻镁合金的规律差别巨大,铸造镁合金热处理不需要考虑晶粒的长大,而晶粒的长大对于模锻镁合金件的性能会带来了较大的负面影响。采用铸造镁合金的热处理方法难以有效提升镁合金模锻件的力学性能,达到最终
提升镁合金力学性能的目标。
14.本发明提供的镁锂合金模锻件的热处理方法,既可以促进mgli2al相充分溶解在基体中,增加了基体中固溶原子的含量,又避免了晶粒尺寸的过度长大,在充分提升固溶强化效果的同时保留了细晶强化效果。
15.根据本发明提供的镁锂合金模锻件的热处理方法,优选的,所述第一温度范围为250-300℃。
16.根据本发明提供的镁锂合金模锻件的热处理方法,优选的,所述第一温度范围为275-285℃。
17.根据本发明提供的镁锂合金模锻件的热处理方法,优选的,所述第一温度范围为278-282℃
18.根据本发明提供的镁锂合金模锻件的热处理方法,优选的,所述第一温度范围下进行固溶处理的时长为1-3小时。
19.根据本发明提供的镁锂合金模锻件的热处理方法,优选的,所述第一温度范围下进行固溶处理的时长为1-1.5小时。
20.根据本发明提供的镁锂合金模锻件的热处理方法,优选的,所述第二温度范围为160-180℃。
21.根据本发明提供的镁锂合金模锻件的热处理方法,优选的,所述第二温度范围为170-180℃。
22.根据本发明提供的镁锂合金模锻件的热处理方法,优选的,所述第二温度范围为173-177℃。
23.根据本发明提供的镁锂合金模锻件的热处理方法,优选的,所述在第二温度范围下进行时效处理的时长为0.5-3小时。
24.根据本发明提供的镁锂合金模锻件的热处理方法,优选的,所述在第二温度范围下进行时效处理的时长为1-2小时。
25.根据本发明提供的镁锂合金模锻件的热处理方法,优选的,采用空冷的方式将所述时效处理后的镁锂合金模锻件冷却至室温。
26.采用本发明的方法对镁锂合金模锻件进行热处理,得到的热处理态镁锂合金模锻件的室温屈服强度≥215mpa、抗拉强度≥250mpa、断后延伸率≥18%。根据本发明提供的镁锂合金模锻件的热处理方法,在一些优选的实施方式中,所述模锻件采用下述方法制备得到:
27.将镁锂合金铸锭经车皮、下料,得到锻坯;
28.将所述锻坯加热并保温后,进行多向锻造开坯,锻后空冷至室温,得到长径比为3.5-7.0的锻件;
29.将所述锻件锯切得到多件锭坯,锭坯加热并保温后,进行模锻成形,得到模锻件。
30.根据本发明提供的镁锂合金模锻件的热处理方法,优选的,所述锻坯加热并保温步骤是指将所述锻坯加热至260-320℃,保温4-10h。
31.根据本发明提供的镁锂合金模锻件的热处理方法,优选的,所述锭坯加热并保温是指将所述锭坯加热至220-300℃,并保温4-8h。
32.根据本发明提供的镁锂合金模锻件的热处理方法,优选的,所述模锻成形所用的
模具需要提前预热至160-300℃。
33.与现有技术相比,本发明至少具有如下的有益效果:
34.经过本发明的热处理组合工艺处理后,镁锂合金中的mgli2al相充分溶解在基体中,既增加了基体中固溶原子的含量,又避免了晶粒尺寸的过度长大,在充分提升固溶强化效果的同时保留了细晶强化效果。
35.采取单独固溶、单独时效或在未遵循本发明的温度和时间参数时,合金中均有不同程度的mgli2al相在晶界或晶粒内部残留,产生的第二相强化效果远低于固溶强化效果,导致合金强度显著下降。
附图说明
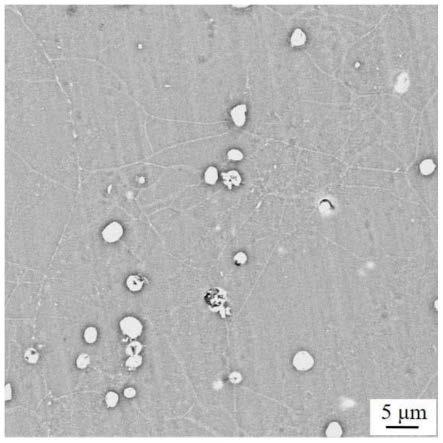
36.图1是实施例1中热处理态镁锂合金模锻件的扫描电镜显微组织图;
37.图2是对比例2中热处理态镁锂合金模锻件的扫描电镜显微组织图;
38.图3是实施例2中热处理态镁锂合金模锻件的扫描电镜显微组织图;
39.图4是对比例5中热处理态镁锂合金模锻件的扫描电镜显微组织图。
具体实施方式
40.以下对本发明的具体实施方式进行详细说明。应当理解的是,此处所描述的具体实施方式仅用于说明和解释本发明,并不用于限制本发明。
41.在本文中所披露的范围的端点和任何值都不限于该精确的范围或值,这些范围或值应当理解为包含接近这些范围或值的值。对于数值范围来说,各个范围的端点值之间、各个范围的端点值和单独的点值之间,以及单独的点值之间可以彼此组合而得到一个或多个新的数值范围,这些数值范围应被视为在本文中具体公开。
42.在本发明的全文中,如无特殊说明,各成分的含量均为重量百分含量,各成分的比均为重量百分比。
43.下述实施例所使用的镁锂合金各成分重量百分比为:
44.li 10.1%
45.al 3.3%
46.zn 2.8%
47.其余为mg及不可避免杂质元素。
48.镁锂合金模锻件的制备工艺如下:
49.镁锂合金真空熔炼铸锭经车皮、下料,得到锻坯直径290mm、长度500mm;
50.锻坯随炉加热至270℃,保温6h后,进行多向大变形锻造开坯,拔长道次压下量8,压下速度20mm/s,先拔长至长径比2.2,沿长度方向镦粗10%,压平两端面后,再拔长,过程中锻坯换向1次,锻后空冷至室温,得到锻件直径195mm、长度1060mm;
51.锻件按长度200mm锯切得到多件锭坯,锭坯随炉加热至220℃保温5h,模具预热至220℃,进行模锻一次成形,模锻压下速度4mm/s,压下量95%,模锻件随后立即脱模,空冷至室温。
52.实施例1:首先将上述镁锂合金的模锻件在280℃下、保温1.5小时进行固溶处理,固溶处理完成后,将固溶处理后的镁锂合金模锻件在160℃下保温2h进行时效处理,得到时
效处理后的镁锂合金模锻件,将时效处理后的镁锂合金模锻件空冷至室温,得到热处理态镁锂合金模锻件,所述热处理态镁锂合金模锻件性能见表1、扫描电镜显微组织见图1。
53.对比例1:首先将模锻件在280℃下、保温1.5小时进行固溶处理,固溶处理完成后,将固溶处理后的镁锂合金模锻件在温度为100℃、保温时间为2h进行时效处理,得到时效处理后的镁锂合金模锻件,在保温达到预定时间后空冷至室温,经热处理之后的试样性能见表1。
54.对比例2:首先将模锻件在280℃下、保温1.5小时进行固溶处理,固溶处理完成后,将固溶处理后的镁锂合金模锻件在温度为200℃、保温时间为2h进行时效处理,在保温达到预定时间后空冷至室温,经热处理之后的试样性能见表1、扫描电镜显微组织见图2。
55.实施例2:首先将上述镁锂合金的模锻件在温度为280℃、保温时间为1h进行固溶处理,固溶处理完成后,将固溶处理后的镁锂合金模锻件在温度为175℃、保温时间为1h进行时效处理,在保温达到预定时间后空冷至室温,经热处理之后的试样性能见表1、扫描电镜显微组织见图3。
56.对比例3:首先将模锻件在温度为240℃、保温时间为1.5h进行固溶处理,固溶处理完成后,将固溶处理后的镁锂合金模锻件在温度为175℃、保温时间为1h进行时效处理,在保温达到预定时间后空冷至室温,经热处理之后的试样性能见表1。
57.对比例4:首先将模锻件在温度为310℃、保温时间为1.5h进行固溶处理,固溶处理完成后,将固溶处理后的镁锂合金模锻件在温度为175℃、保温时间为1h进行时效处理,在保温达到预定时间后空冷至室温,经热处理之后的试样性能见表1。
58.对比例5:将模锻件在280℃下、保温1.5小时进行固溶处理,在保温达到预定时间后空冷至室温,处理之后的试样性能见表1、扫描电镜显微组织见图4。
59.对比例6:将模锻件在温度为175℃、保温时间为1h进行时效处理,在保温达到预定时间后空冷至室温,处理之后的试样性能见表1。
60.从实施1、2和对比例2、5的显微组织图中可以看出,对比例2、5的镁合金模锻件的晶粒尺寸显著大于实施例1、2,且实施例中mgli2al相可以较好的溶解在基体中,而对比例2、5的扫描电镜显微组织图中仍然可以清晰的看到mgli2al相分散在晶界和晶粒内部。
61.表1实施例与对比例中热处理态镁锂合金模锻件室温拉伸力学性能
[0062][0063]
通过表1可知,实施例1、2的热处理态镁锂合金模锻件的强度明显高于对比例,且实施例2中的试样表现出最佳性能。对比可知,采用本发明能显著提高该合金强度。
[0064]
以上详细描述了本发明的优选实施方式,但是,本发明并不限于上述实施方式中的具体细节,在本发明的技术构思范围内,可以对本发明的技术方案进行多种简单变型,这些简单变型均属于本发明的保护范围。
[0065]
另外需要说明的是,在上述具体实施方式中所描述的各个具体技术特征,在不矛盾的情况下,可以通过任何合适的方式进行组合。为了避免不必要的重复,本发明对各种可能的组合方式不再另行说明。此外,本发明的各种不同的实施方式之间也可以进行任意组合,只要其不违背本发明的思想,其同样应当视为本发明所公开的内容。
再多了解一些
本文用于创业者技术爱好者查询,仅供学习研究,如用于商业用途,请联系技术所有人。