1.本发明涉及一种高比重含能双相高熵合金及其制备方法,属于高熵合金技术领域。
背景技术:
2.高比重含能高熵合金属难熔高熵合金的一种,主要由w、mo等高密度元素和ta、hf、nb、ti、zr、v、cr中的三种或三种以上,另外加上少量其他元素组成,当合金元素少于四种时也称为中熵合金。该合金体系熔点、密度较高,释能特性好,这些特点使得其在高温结构、武器装备、核工业中都具有广泛应用前景。
3.此类合金体系中,w、mo ta、hf的含量决定合金的比重,ta、hf、nb、ti、zr、v等元素赋予合金失效过程释能特性。在实际使用过程中,ta、hf等元素虽对性能有益,但因成本较高,添加量通常较少;而诸如w、mo等经济的合金元素则存在韧脆转变温度高的问题,添加后会使合金的塑性及韧性快速下降,难以发挥其比重大、高温性能好的优势。
4.另外,含高熔点组元的合金熔炼难度较大,熔炼工艺不合理还容易残留大块未溶原材料;若采用烧结的工艺,为了尽可能致密化,需要在很高温度下长时保温,这又会导致组织粗大。现有技术制备高比重含能高/中熵合金零件仍存在较多困难,严重阻碍了其实际应用。
技术实现要素:
5.针对目前高比重含能高熵合金存在的问题,本发明于提供一种高比重含能双相高熵合金及其制备方法,通过优化合金的组成成分以及调控微观组织结构,获得密度高、强度高、释能特性好、塑性好的双相高熵合金;另外,采用激光瞬时液相烧结技术制备该双相高熵合金,利用其加热温度高、保温时间短、快速凝固等特点,能够选择性熔化合金组元,减少合金组元之间反应,限制晶粒的长大,避免残留大块未溶原材料或者合金组元之间过度反应导致合金性能恶化。
6.本发明的目的是通过以下技术方案实现的。
7.一种高比重含能双相高熵合金,是由a类元素的硬质固溶体相和b、c两类元素形成的固溶体基体相组成的密度大于等于9.5g/cm3的含能双相高熵合金,按原子百分比其化学式简记为a
xbycz
,其中,a类元素包含w和mo中的一种或两种,55≤x≤80,b类元素包含ti、zr和nb三种,5≤ti≤25,5≤zr≤25,5≤nb≤25,15≤y≤35,c类元素包含al、v、ta、hf、co、mn、ni、cr、fe和b中的至少一种,5≤z≤30,x y z=100。
8.一种高比重含能双相高熵合金的制备方法,具体包括以下步骤:
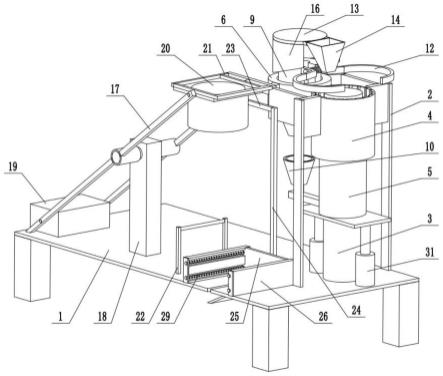
9.将原料粉体装入同轴送粉激光增材制造设备的储粉罐中,打开激光热源,同步开启输送原料粉体,激光按照预设的程序路径扫描,打印完成后,在基底上得到所需形状的高比重含能双相高熵合金的块状坯体,之后再进行后处理,提升块状坯体的致密度以及降低孔隙率,得到高比重含能双相高熵合金;
10.原料粉体为a、b、c类元素对应的单质粉体的混合物,或者a类元素的单质粉体和由b、c类元素组成的合金粉体的混合物;后处理为热处理,或者热等静压处理,或者先热等静压处理再热处理。
11.进一步地,原料粉体的粒径在5~150μm之间。
12.进一步地,打印过程中的工艺参数如下:激光光斑直径为0.5~6mm,扫描速度为5~30mm/s,激光功率为500~3000w,送粉速率为0.5~5r/min,单层沉积厚度1~4mm。
13.进一步地,热处理的温度及时间分别为700~1200℃、2~8h,热等静压的压强、温度以及时间分别为100~180mpa、1000~1500℃、2~10h。
14.有益效果:
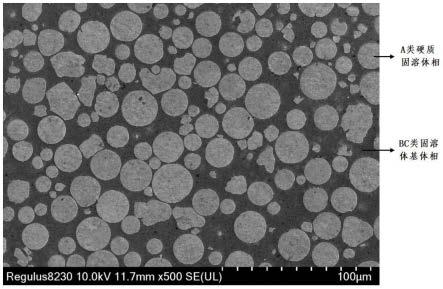
15.(1)本发明所述高熵合金中,高含量的a类元素赋予其高密度、高强度特性,b、c类元素形成塑韧性良好的固溶体基体相并提供释能特性,同时a类元素形成的硬质固溶体相与固溶体基体相分布均匀、组织细小,能使高熵合金拥有良好强塑匹配的优异力学性能。
16.(2)本发明采用同轴送粉激光增材制造设备制备高比重含能双相高熵合金,主要是利用激光瞬时液相烧结技术加热温度高且可控,可根据各元素熔点选择性熔化,而且其烧结时间短、快速凝固,在激光打印过程中可以使熔池中b、c两类元素发生熔化的同时保持a类元素不熔化或少量熔化,减少因a类元素熔入b、c两类元素中或相互反应引起的合金性能恶化,还可以限制晶粒过度长大,从而获得a类元素的颗粒相和b、c类元素熔化形成的基体相组成的双相高熵合金。
17.(3)本发明所述方法制备工艺简单,周期短,几何尺寸限制小,成本低,而且制备的双相高熵合金具有密度可调范围大、强度高、释能特性好、塑性好等优异的性能,在高比重含能高熵合金制备方面具有巨大的应用前景。
附图说明
18.图1为实施例5制备的w
70
ti
10
zr5nb
5v5
al5的x射线衍射(xrd)图。
19.图2为实施例5制备的w
70
ti
10
zr5nb
5v5
al5的扫描电子显微镜(sem)图。
20.图3为实施例5制备的w
70
ti
10
zr5nb
5v5
al5的准静态拉伸曲线图。
21.图4为实施例5制备的w
70
ti
10
zr5nb
5v5
al5的动态压缩真应力-应变曲线图。
具体实施方式
22.下面结合具体实施方式对本发明作进一步阐述,其中,所述方法如无特别说明均为常规方法,所述原材料如无特别说明均能从公开商业途径获得。
23.以下实施例中:
24.1)试剂与设备
25.w、mo、ti、zr、v、nb、al、hf、ta、cr、mn、fe、co以及ni的金属纯度均大于99.9wt.%,块状金属单质购自中诺新材(北京)科技有限公司,粉体金属单质购自星尘科技有限公司;氩气纯度大于≥99.999vol.%,购自普莱克斯气体;主要设备信息详见表1。
26.表1
[0027][0028][0029]
2)测试与表征
[0030]
(1)物相分析:xrd试样尺寸为5mm
×
5mm
×
10mm,先用120#砂纸将边缘尖锐处打磨平整,再用240#~2000#砂纸依次研磨;x射线源为cu靶的kα射线,波长λ=0.1542nm,工作电压为40kv,工作电流为40ma,步长为0.02
°
,扫描速度为5
°
/min,测量角度为20
°
~100
°
,测量误差角度小于0.01
°
。
[0031]
(2)密度测试:使用dt-100型精密天平测试高熵合金密度,执行标准为gb5363-2005,试样尺寸与xrd试样一致。
[0032]
(3)形貌表征:试样尺寸为5mm
×
5mm
×
5mm,在热镶嵌机上镶嵌好后,依次用240#到7000#的砂纸研磨,并用粒度为0.05μm的二氧化硅悬浮液抛光;采用日本日立regulus8230型冷场发射扫描电子显微镜对微观形貌进行表征,二次电子成像,工作电压15kv。
[0033]
(4)准静态拉伸测试:测试试样依据gb/t228.1-2010的规定制成工字件试样,在cmt4305微机电子万能试验机上进行,拉伸速率10-3
/s。
[0034]
(5)动态压缩及释能测试:根据gjb-5365-2005标准,试样尺寸为φ4
×
4mm,采用分离式霍普金森压杆(shpb)测试合金的轴向室温动态压缩力学性能,应变率~103/s;将应变率逐步提高到加载时合金出现火光,此时的应变率视为合金的释能阈值,阈值越低,说明合金的释能效果越好。
[0035]
实施例1
[0036]
基于激光瞬时液相烧结技术制备尺寸为30mm
×
20mm
×
10mm(长
×
宽
×
厚)的高比重含能双相高熵合金mo
55
ti
10
zr
15
nb
10
al
10
具体步骤如下:
[0037]
(1)在氩气保护下,按照10:15:10:10的原子比将表面处理后的ti、zr、nb以及al金属单质混合并进行合金化熔炼,待混合金属单质完全熔化成合金液后,通过气雾化法制粉并进行筛分,得到粒径为45~150μm的tizrnbal合金粉体;
[0038]
(2)将粒径为5~25μm的近球形mo单质粉体和步骤(1)制得的tizrnbal合金粉体按55:45的原子比在混料机中混粉240min后真空干燥,之后再装入送粉器的储粉罐中;
[0039]
(3)基于所制备的高比重含能双相高熵合金的宏观尺寸,在3d打印的控制软件中输入相应数据,完成cad三维建模,后续生成自动激光成型的程序路径;
[0040]
(4)将tc4钛合金基板放入气体保护室中并紧固,往气体保护室充入氩气,使气体保护室内的氧含量低于150ppm;
[0041]
(5)导入激光热源,同步开启送粉器输送混合粉体至3d打印设备的激光加热区域,成形过程通过激光热源加工头的连续抬升(此时基板不动),激光沿零件cad模型断面切片轨迹扫描,将同步输送的混合粉体流沉积在基板上,逐层堆积直至打印完成,在基板上得到所需形状的高比重含能双相高熵合金的块状坯体;
[0042]
其中,3d打印的工艺参数如下:激光光斑直径1mm,光斑扫描速度8mm/s,激光功率800w,送粉速率0.8r/min,单层沉积厚度1.1mm;
[0043]
(6)将步骤(5)获得的块状坯体进行热等静压处理,即在压力为110mpa以及温度为1100℃的条件下处理2h,得到密度为11.83g/cm3的高比重含能双相高熵合金,化学式简记为mo
55
ti
10
zr
20
nb
10
al5。
[0044]
根据形貌表征结果可知,sem图中浅色颗粒为mo的硬质固溶体相,深色部分为ti、zr、nb以及al组成的固溶体基体相,硬质固溶体相和固溶体基体相分布均匀、组织细小且两相界面清晰。
[0045]
经过准静态拉伸测试可知,mo
55
ti
10
zr
15
nb
10
al
10
的屈服强度为620mpa,抗拉强度为910mpa,延伸率为4.2%。经过动态压缩及释能测试可知,mo
55
ti
10
zr
15
nb
10
al
10
的动态压缩强度为1600mpa,断裂应变为49%,在动态加载下产生火光,其释能阈值为3800s-1
。
[0046]
实施例2
[0047]
基于激光瞬时液相烧结技术制备尺寸为30mm
×
20mm
×
10mm(长
×
宽
×
厚)的高比重含能双相高熵合金w
60
ti
10
zr
10
nb
15v5
具体步骤如下:
[0048]
(1)在氩气保护下,按照10:10:15:5的原子比将表面处理后的ti、zr、nb和v金属单质混合并进行合金化熔炼,待混合金属单质完全熔化成合金液后,通过旋转电极法制粉并进行筛分,得到粒径为45~150μm的tizrnbv合金粉体;
[0049]
(2)将粒径为5~25μm的近球形w单质粉体和步骤(1)制得的tizrnbv合金粉体按60:40的原子比在混料机中混粉360min后真空干燥,之后再装入送粉器的储粉罐中;
[0050]
(3)基于所制备的高比重含能双相高熵合金的宏观尺寸,在3d打印的控制软件中输入相应数据,完成cad三维建模,后续生成自动激光成型的程序路径;
[0051]
(4)将tc4钛合金基板放入气体保护室中并紧固,往气体保护室充入氩气,使气体保护室内的氧含量低于150ppm;
[0052]
(5)导入激光热源,同步开启送粉器输送混合粉体至3d打印设备的激光加热区域,成形过程通过激光热源加工头的连续抬升,激光沿零件cad模型断面切片轨迹扫描,将同步输送的混合粉体流沉积在基板上,逐层堆积直至打印完成,在基板上得到所需形状的高比重含能双相高熵合金的块状坯体;
[0053]
其中,3d打印的工艺参数如下:激光光斑直径6mm,光斑扫描速度15mm/s,激光功率1600w,送粉速率2.5r/min,单层沉积厚度2.4mm;
[0054]
(6)将步骤(5)获得的块状坯体进行热处理,即在800℃下处理8h后水冷,得到密度为12.73g/cm3的高比重含能双相高熵合金,化学式简记为w
60
ti
10
zr
10
nb
15v5
。
[0055]
根据形貌表征结果可知,sem图中浅色颗粒为w的硬质固溶体相,深色部分为ti、zr、nb以及v组成的固溶体基体相,硬质固溶体相和固溶体基体相分布均匀、组织细小且两相界面清晰。
[0056]
经过准静态拉伸测试可知,w
60
ti
10
zr
10
nb
15v5
的屈服强度为660mpa,抗拉强度为
930mpa,延伸率为3.9%。经过动态压缩及释能测试可知,w
60
ti
10
zr
10
nb
15v5
的动态压缩强度为1900mpa,断裂应变为46%,在动态加载下产生剧烈火光,其释能阈值为4060s-1
。
[0057]
实施例3
[0058]
基于激光瞬时液相烧结技术制备尺寸为30mm
×
20mm
×
10mm(长
×
宽
×
厚)的高比重含能双相高熵合金mo
60
ti
10
zr
10
nb
10
hf
10
具体步骤如下:
[0059]
(1)将粒径为5~25μm的近球形mo、ti、zr、nb以及hf金属单质按60:10:10:10:10的原子比在混料机中混400min后真空干燥,之后再装入送粉器的储粉罐中;
[0060]
(2)基于所制备的高比重含能双相高熵合金的宏观尺寸,在3d打印的控制软件中输入相应数据,完成cad三维建模,后续生成自动激光成型的程序路径;
[0061]
(3)将tc4钛合金基板放入气体保护室中并紧固,往气体保护室充入氩气,使气体保护室内的氧含量低于150ppm;
[0062]
(4)导入激光热源,同步开启送粉器输送混合粉体至3d打印设备的激光加热区域,成形过程通过激光热源加工头的连续抬升,激光沿零件cad模型断面切片轨迹扫描,将同步输送的混合粉体流沉积在基板上,逐层堆积直至打印完成,在基板上得到所需形状的高比重含能双相高熵合金的块状坯体;
[0063]
其中,3d打印的工艺参数如下:激光光斑直径4mm,光斑扫描速度6mm/s,激光功率2800w,送粉速率3r/min,单层沉积厚度1.8mm;
[0064]
(5)将步骤(4)获得的块状坯体进行热等静压处理,即在压力为120mpa以及温度为1200℃的条件下处理4h,得到密度为9.52g/cm3的高比重含能双相高熵合金,化学式简记为mo
60
ti
10
zr
10
nb
10
hf
10
。
[0065]
根据形貌表征结果可知,sem图中浅色颗粒为mo的硬质固溶体相,深色部分为ti、zr、nb以及hf组成的固溶体基体相,硬质固溶体相和固溶体基体相分布均匀、组织细小且两相界面清晰。
[0066]
经过准静态拉伸测试可知,mo
60
ti
10
zr
10
nb
10
hf
10
的屈服强度为790mpa,抗拉强度为970mpa,延伸率为4.2%。经过动态压缩及释能测试可知,mo
60
ti
10
zr
10
nb
10
hf
10
的动态压缩强度为1980mpa,断裂应变为40%,在动态加载下产生明显火光,其释能阈值为4800s-1
。
[0067]
实施例4
[0068]
基于激光瞬时液相烧结技术制备尺寸为30mm
×
20mm
×
10mm(长
×
宽
×
厚)的高比重含能双相高熵合金mo
70
ti
10
zr5nb5ta
10
具体步骤如下:
[0069]
(1)在氩气保护下,按照10:5:5:10的原子比将表面处理后的ti、zr、nb以及ta金属单质混合并进行合金化熔炼,待混合金属单质完全熔化成合金液后,通过等离子球化法制粉并进行筛分,得到粒径为45~150μm的tizrnbta合金粉体;
[0070]
(2)将粒径为5~25μm的近球形mo单质粉体和步骤(1)制得的tizrnbta合金粉体按70:30的原子比在混料机中混粉360min后真空干燥,之后再装入送粉器的储粉罐中;
[0071]
(3)基于所制备的高比重含能双相高熵合金的宏观尺寸,在3d打印的控制软件中输入相应数据,完成cad三维建模,后续生成自动激光成型的程序路径;
[0072]
(4)将tc4钛合金基板放入气体保护室中并紧固,往气体保护室充入氩气,使气体保护室内的氧含量低于150ppm;
[0073]
(5)导入激光热源,同步开启送粉器输送混合粉体至3d打印设备的激光加热区域,
成形过程通过激光热源加工头的连续抬升,激光沿零件cad模型断面切片轨迹扫描,将同步输送的混合粉体流沉积在基板上,逐层堆积直至打印完成,在基板上得到所需形状的高比重含能双相高熵合金的块状坯体;
[0074]
其中,3d打印的工艺参数如下:激光光斑直径3mm,光斑扫描速度30mm/s,激光功率2000w,送粉速率2r/min,单层沉积厚度2.2mm;
[0075]
(6)将步骤(5)获得的块状坯体先进行热等静压处理之后再进行热处理,其中,热等静压处理的压力、温度以及时间分别为170mpa、1400℃以及8h,热处理的温度、时间以及冷却方式分别为1100℃、5h以及空冷,得到密度为9.61g/cm3的高比重含能双相高熵合金,化学式简记为mo
70
ti
10
zr5nb5ta
10
。
[0076]
根据形貌表征结果可知,sem图中浅色颗粒为mo的硬质固溶体相,深色部分为ti、zr、nb以及ta组成的固溶体基体相,硬质固溶体相和固溶体基体相分布均匀、组织细小且两相界面清晰。
[0077]
经过准静态拉伸测试可知,mo
70
ti
10
zr5nb5ta
10
的屈服强度为850mpa,抗拉强度为990mpa,延伸率为3.5%。经过动态压缩及释能测试可知,mo
70
ti
10
zr5nb5ta
10
的动态压缩强度为2060mpa,断裂应变为33%,在动态加载下产生火光,其释能阈值为5200s-1
。
[0078]
实施例5
[0079]
基于激光瞬时液相烧结技术制备尺寸为30mm
×
20mm
×
10mm(长
×
宽
×
厚)的高比重含能双相高熵合金w
70
ti
10
zr5nb
5v5
al5具体步骤如下:
[0080]
(1)在氩气保护下,按照10:5:5:5:5的原子比将表面处理后的ti、zr、v、nb以及al金属单质混合并进行合金化熔炼,待混合金属单质完全熔化成合金液后,通过气雾化法制粉并进行筛分,得到粒径为45~150μm的tizrvnbal合金粉体;
[0081]
(2)将粒径为5~25μm的近球形w单质粉体和步骤(1)制得的tizrvnbal合金粉体按70:30的原子比在混料机中混粉360min后真空干燥,之后再装入送粉器的储粉罐中;
[0082]
(3)基于所制备的高比重含能双相高熵合金的宏观尺寸,在3d打印的控制软件中输入相应数据,完成cad三维建模,后续生成自动激光成型的程序路径;
[0083]
(4)将tc4钛合金基板放入气体保护室中并紧固,往气体保护室充入氩气,使气体保护室内的氧含量低于150ppm;
[0084]
(5)导入激光热源,同步开启送粉器输送混合粉体至3d打印设备的激光加热区域,成形过程通过激光热源加工头的连续抬升,激光沿零件cad模型断面切片轨迹扫描,将同步输送的混合粉体流沉积在基板上,逐层堆积直至打印完成,在基板上得到所需形状的高比重含能双相高熵合金的块状坯体;
[0085]
其中,3d打印的工艺参数如下:激光光斑直径6mm,光斑扫描速度25mm/s,激光功率2500w,送粉速率4.5r/min,单层沉积厚度3.8mm;
[0086]
(6)将步骤(5)获得的块状坯体进行热等静压处理,即在压力为140mpa以及温度为1300℃的条件下处理4h,得到密度为14.72g/cm3的高比重含能双相高熵合金,化学式简记为w
70
ti
10
zr5nb
5v5
al5。
[0087]
对w
70
ti
10
zr5nb
5v5
al5进行物相分析,从图1中可以看出,该高熵合金由均为bcc的硬质固溶体相和固溶体基体相组成,无其余杂相。
[0088]
对w
70
ti
10
zr5nb
5v5
al5进行形貌表征,从图2中可以看出,浅色颗粒为w的硬质固溶体
相,深色部分为ti、zr、nb、v以及al组成的固溶体基体相,硬质固溶体相和固溶体基体相分布均匀、组织细小且两相界面清晰。
[0089]
经过准静态拉伸测试可知,w
70
ti
10
zr5nb
5v5
al5的屈服强度为990mpa,抗拉强度为1230mpa,延伸率为3.7%,如图3所示。经过动态压缩及释能测试可知,w
70
ti
10
zr5nb
5v5
al5的动态压缩强度为1980mpa,断裂应变为43%,在动态加载下产生剧烈火光,其释能阈值为4100-1
,如图4所示。
[0090]
综上所述,以上仅为本发明的较佳实施例而已,并非用于限定本发明的保护范围。凡在本发明的精神和原则之内,所作的任何修改、等同替换、改进等,均应包含在本发明的保护范围之内。
再多了解一些
本文用于创业者技术爱好者查询,仅供学习研究,如用于商业用途,请联系技术所有人。