1.本发明具体涉及零件加工技术领域,具体是一种电气机械零件加工用冲裁设备。
背景技术:
2.冲裁加工是利用模具使板料分离的一种冲压加工方法。冲裁既可以得到平板零件,也可以为弯曲、拉深、成形等工序准备毛坯。是利用冲模的刃口使板料沿一定的轮廓线产生剪切变形并分离。冲裁在冲压生产中所占的比例最大。在冲裁过程中,除剪切轮廓线附近的金属外,板料本身并不产生塑性变形,所以由平板冲裁加工的零件仍然是一平面形状。
3.冲裁可分为剪切、落料、冲孔、切断、切口和剖切等。
①
剪切是将大平板剪切成条料。
②
落料是沿一条封闭的分离线将所需的部分从板料上分离出来。
③
切边是切去拉深件的飞边。
④
冲孔是在板料上冲出孔、槽和百叶窗等。
4.常用的电力机械零件需要经过冲裁加工将零件坯料冲出符合图纸形状的断口,多数零件经过一次冲孔后即符合图纸需要,但随着电力机械技术的发展,具有多冲孔零件逐渐得到开发和应用,例如多接头的铜接线座、铜套,这种零件需要经过多次加工才能成型,但现有技术中缺少对零件进行一次加工而冲裁出多种冲孔的设备,多冲孔零件仍依靠现有的冲裁设备按照冲裁工序逐步加工,从而导致了零件加工的效率低下,影响了零件加工生产厂家的经济效益。
技术实现要素:
5.本发明的目的在于提供一种电气机械零件加工用冲裁设备,以解决上述背景技术中提出的现有技术中缺少对零件进行一次加工而冲裁出多种冲孔的设备,多冲孔零件仍依靠现有的冲裁设备按照冲裁工序逐步加工,从而导致了零件加工的效率低下,影响了零件加工生产厂家的经济效益的问题。
6.为实现上述目的,本发明提供如下技术方案:一种电气机械零件加工用冲裁设备,包括:工作台,所述工作台上设置有用于放置零部件的零件座和至少一个用于对所述零部件进行侧面冲孔的冲裁组件,其中:所述零件座包括第二底座以及安装在所述第二底座上的内柱和外壳体;所述冲裁组件包括滑动安装在所述工作台上的滑动座、固定安装在所述滑动座上的滑块以及安装在所述滑块上的钻头,所述钻头朝向所述零件座横向设置,控制所述滑动座滑动,以带动钻头朝向装有零部件的零件座移动,使钻头对所述零部件进行开孔;冲模杆,用于对所述零部件进行顶部冲孔,所述冲模杆滑动安装在所述工作台的中心处,所述内柱中开设有供所述冲模杆穿过的加工口;驱动组件,所述冲裁组件通过驱动组件控制所述冲模杆上升;上盖,安装于所述工作台的上部,所述上盖包括盖体、滑动安装在所述盖体中的升降座以及带动所述升降座上下运动的液压杆,所述升降座底部的中心处设置有顶板,升降
座的底部还设置有与所述滑块相配合的顶块。
7.作为本发明进一步的方案:所述零件座固定安装在工作台的中心处,零件座还包括有连接所述工作台和第二底座的安装座。
8.作为本发明再进一步的方案:所述外壳体用于套装具有第二直径的零部件,外壳体与内柱之间的形成有用于插入具有第一直径的零部件的间隙,所述第一直径小于第二直径。
9.作为本发明再进一步的方案:所述工作台上开设有供所述滑动座滑动的滑槽,所述滑槽为通槽结构,所述滑动座的底部滑动安装在滑槽上。
10.作为本发明再进一步的方案:所述工作台上安装有挡板,所述挡板为环形结构,且设置于所述冲裁组件的外侧;所述滑块上固定安装有第二导向杆,所述第二导向杆贯穿所述挡板并通过复位弹簧与工作台边沿处的凸起连接。
11.作为本发明再进一步的方案:所述冲裁装置还包括有第一底座,所述第一底座的中心处竖直安装有第一导向杆,所述冲模杆的下部开设有与所述第一导向杆适配的导向槽,冲模杆的下部滑动安装在第一导向杆上,且冲模杆与第一导向杆之间连接有弹性件。
12.作为本发明再进一步的方案:所述驱动组件包括滑动安装在工作台底部的第一齿条、转动安装在工作台下方的第一齿轮、第二齿轮以及与所述冲模杆固定连接的第二齿条,所述第二齿轮为扇形齿轮结构,所述第一齿条与所述滑动座固定连接,所述第一齿轮与所述第一齿条啮合,所述第二齿轮具有与所述第二齿条啮合的有齿部,且第一齿轮和第二齿轮传动连接。
13.作为本发明再进一步的方案:所述顶板通过挤压弹簧与所述升降座连接,顶板底部的中心处开设有供冲模杆穿过的通孔,顶块挤压滑块时,顶板先与放置在零件座上的零部件接触,对零部件进行固定,随着顶板继续向下移动,顶块挤压滑块的距离增大,挤压弹簧逐渐压缩,随后冲模杆对零部件冲孔,冲孔完成后,顶板复位,冲裁组件和冲模杆复位。
14.作为本发明再进一步的方案:所述外壳体底部的外侧以及外壳体与内柱之间的底部均设置有复位装置,所述复位装置包括滑动设置的复位弹片以及连接所述复位弹片和第二底座的回位弹簧,当复位装置设置于外壳体底部的外侧时,复位弹片套设在外壳体的外部,如图所示,当复位装置设置于外壳体与内柱之间的底部时,复位弹片套设在内柱的外侧。
15.作为本发明再进一步的方案:所述第一底座和工作台之间设置有壳体,所述壳体由两个半圆形的半壳体拼接而成,从而对冲裁装置的内部零部件进行保护。
16.与现有技术相比,本发明的有益效果是:本发明通过驱动组件带动冲裁组件和冲模杆同步运动,利用钻头和冲模杆对零部件的侧面和顶部进行同步冲孔,使零部件一次加工成型,减少了零部件的加工工序,从而提高了零部件的生产效率。
附图说明
17.图1为电气机械零件加工用冲裁设备的局部剖视示意图。
18.图2为电气机械零件加工用冲裁设备中的外观图。
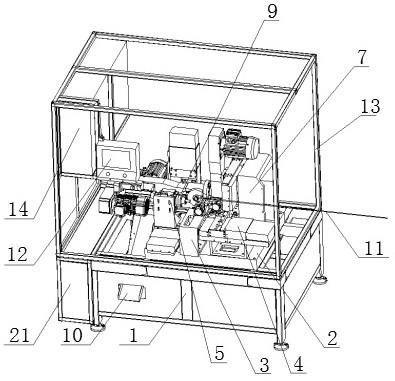
19.图3为电气机械零件加工用冲裁设备内部的结构示意图。
20.图4为电气机械零件加工用冲裁设备内部的仰视图。
21.图5为电气机械零件加工用冲裁设备内部的正视图。
22.图6为电气机械零件加工用冲裁设备中工作台的俯视图。
23.图7为电气机械零件加工用冲裁设备中上盖的剖视图。
24.图8为电气机械零件加工用冲裁设备中上盖的结构示意图。
25.图9为电气机械零件加工用冲裁设备中零件座的结构示意图。
26.图10为电气机械零件加工用冲裁设备中冲模杆的结构示意图。
27.图中:100-第一底座、110-第一导向杆、120-壳体;200-工作台、210-滑槽、220-挡板;300-零件座、310-安装座、320-第二底座、330-复位弹片、340-回位弹簧、350-外壳体、360-内柱;400-冲裁组件、410-钻头、420-滑块、430-滑动座、440-第二导向杆、450-复位弹簧;500-驱动组件、501-第一齿条、502-第一齿轮、503-连接皮带、504-机架、505-第二齿轮、506-第二齿条;600-冲模杆、610-导向槽、620-弹性件;700-上盖、710-液压杆、720-盖体、730-升降座、740-顶块、750-顶板、751-通孔。
具体实施方式
28.下面将结合本发明实施例中的附图,对本发明实施例中的技术方案进行清楚、完整地描述,显然,所描述的实施例仅仅是本发明一部分实施例,而不是全部的实施例。基于本发明中的实施例,本领域普通技术人员在没有做出创造性劳动前提下所获得的所有其他实施例,都属于本发明保护的范围。
29.常用的电力机械零件需要经过冲裁加工将零件坯料冲出符合图纸形状的断口,多数零件经过一次冲孔后即符合图纸需要,但随着电力机械技术的发展,具有多冲孔零件逐渐得到开发和应用,例如多接头的铜接线座、铜套,这种零件需要经过多次加工才能成型,但现有技术中缺少对零件进行一次加工而冲裁出多种冲孔的设备,多冲孔零件仍依靠现有的冲裁设备按照冲裁工序逐步加工,从而导致了零件加工的效率低下,影响了零件加工生产厂家的经济效益。
30.请参阅图1和3,本发明实施例中,一种电气机械零件加工用冲裁设备,包括工作台200、用于放置零部件的零件座300、至少一个用于对所述零部件进行侧面冲孔的冲裁组件400以及用于对所述零部件进行顶部冲孔的冲模杆600;如图9所示,所述零件座300固定安装在工作台200的中心处,零件座300包括第二底座320、安装在所述第二底座320上的内柱360、外壳体350以及连接所述工作台200和第二底座320的安装座310,需要说明的是,本发明实施例中所需要进行冲裁的零部件为圆柱形的铜套,零部件坯料在冲裁前加工有柱状槽,一般情况下,该柱状槽为圆形,对应的,所述内柱360或外壳体350设置为圆形,为了方便不同尺寸零部件的摆放,将外壳体350设置在所述内柱360的外侧,外壳体350与内柱360之间的形成有用于插入具有第一直径的零部件的间隙,外壳体350用于套装具有第二直径的零部件,所述第一直径小于第二直径,在零部件放置时,将柱状槽对准内柱360或外壳体350插入即可;
请再次参阅图1,在本发明实施例中,所述冲裁组件400包括滑动安装在所述工作台200上的滑动座430、固定安装在所述滑动座430上的滑块420以及安装在所述滑块420上的钻头410,所述钻头410朝向所述零件座300横向设置,控制所述滑动座430滑动,以带动钻头410朝向装有零部件的零件座300移动,使钻头对所述零部件进行开孔;进一步的,在本发明实施例中,所述工作台200上开设有供所述滑动座430滑动的滑槽210,所述滑槽210为通槽结构,所述滑动座430的底部滑动安装在滑槽210上,滑动座430沿滑槽210线性滑动;还有,在本发明实施例中,所述工作台200上安装有挡板220,所述挡板220为环形结构,且设置于所述冲裁组件400的外侧;所述滑块420上固定安装有第二导向杆440,所述第二导向杆440贯穿所述挡板220并通过复位弹簧450与工作台200边沿处的凸起连接,当滑动座430和滑块420受力朝向零件座300移动时,复位弹簧450逐渐拉升,滑动座430和滑块420失去驱动后,复位弹簧450收缩,带动所述滑动座430和滑块420以相反的方向滑动,直至恢复至初始位置。
31.在本发明实施例中,所述冲模杆600滑动安装在所述工作台200的中心处,所述内柱360中开设有供所述冲模杆600穿过的加工口,当零部件摆放在零件座300并固定后,控制所述冲模杆600向上移动,以使冲模杆600对零部件的顶部进行开孔。
32.为了控制冲模杆600在竖直方向上线性运动,所述冲裁装置还包括有第一底座100,所述第一底座100的中心处竖直安装有第一导向杆110,如图10所示,所述冲模杆600的下部开设有与所述第一导向杆110适配的导向槽610,冲模杆600的下部滑动安装在第一导向杆110上,且冲模杆600与第一导向杆110之间连接有弹性件620,例如,弹簧;另外,所述工作台200的底部设置有至少一组驱动组件500,如图4-6所示,所述驱动组件500用于在冲裁组件400移动的同时带动所述冲模杆600移动,驱动组件500包括滑动安装在工作台200底部的第一齿条501、转动安装在工作台200下方的第一齿轮502、第二齿轮505以及与所述冲模杆600固定连接的第二齿条506,所述第二齿轮505为扇形齿轮结构,所述第一齿条501与所述滑动座430固定连接,所述第一齿轮502与所述第一齿条501啮合,所述第二齿轮505具有与所述第二齿条506啮合的有齿部,且第一齿轮502和第二齿轮505传动连接,即,第一齿轮502和第二齿轮505同步转动,滑动座430在工作台200上线性滑动的同时带动第一齿条501线性滑动,以带动第一齿轮502旋转,并同步带动第二齿轮505旋转,使第二齿轮505控制第二齿条506以及冲模杆600向上或向下移动,以图5所示为例,滑动座430朝向零件座300滑动时,安装于右侧的第一齿条501向左滑动,此时,与该第一齿条501啮合的第一齿轮502逆时针转动,第二齿轮505同样逆时针转动,第二齿轮505的有齿部接触第二齿条506并带动冲模杆600向下运动,第二齿轮505离开第二齿条506后,冲模杆600在弹性件的弹力作用下向上运动并对零部件的顶部进行开孔。
33.为了控制所述冲裁组件400朝向零件座300移动,在本发明实施例中,还包括有安装于所述工作台200上部的上盖700,如图7-8所示,所述上盖700包括盖体720、滑动安装在所述盖体720中的升降座730以及带动所述升降座730上下运动的液压杆710,所述液压杆710的身上端与所述升降座730固定连接,所述升降座730底部的中心处设置有顶板750,升降座730的底部还设置有与所述滑块420相配合的顶块740,为了使顶块740能够带动滑块420移动,所述顶块740和滑块420的形状设置为相互配合的楔形,当液压杆710的伸缩端伸
长时,顶块740挤压滑块420,以带动滑块420朝向零件座300移动,使钻头410和冲模杆600对零件座300上的零部件进行冲孔;进一步的,所述顶板750通过挤压弹簧与所述升降座730连接,顶板750底部的中心处开设有供冲模杆600穿过的通孔751,顶块740挤压滑块420时,顶板750先与放置在零件座300上的零部件接触,对零部件进行固定,随着顶板750继续向下移动,顶块740挤压滑块420的距离增大,挤压弹簧逐渐压缩,随后冲模杆600对零部件冲孔,冲孔完成后,顶板750复位,冲裁组件400和冲模杆600复位。
34.另外,在本发明实施例中,为了方便零部件冲零件座300上取下,所述外壳体350底部的外侧以及外壳体350与内柱360之间的底部均设置有复位装置,所述复位装置包括滑动设置的复位弹片330以及连接所述复位弹片330和第二底座320的回位弹簧340,可以理解的是,当复位装置设置于外壳体350底部的外侧时,复位弹片330套设在外壳体350的外部,如图9所示,当复位装置设置于外壳体350与内柱360之间的底部时,复位弹片330套设在内柱360的外侧(图中未示出)。
35.还有,为了对冲裁装置的内部零部件进行保护,所述第一底座100和工作台200之间设置有壳体120,所述壳体120由两个半圆形的半壳体拼接而成,如图2所示。
36.综上所述,本发明通过驱动组件带动冲裁组件和冲模杆同步运动,利用钻头和冲模杆对零部件的侧面和顶部进行同步冲孔,使零部件一次加工成型,减少了零部件的加工工序,从而提高了零部件的生产效率。
37.对于本领域技术人员而言,显然本发明不限于上述示范性实施例的细节,而且在不背离本发明的精神或基本特征的情况下,能够以其他的具体形式实现本发明。因此,无论从哪一点来看,均应将实施例看作是示范性的,而且是非限制性的,本发明的范围由所附权利要求而不是上述说明限定,因此旨在将落在权利要求的等同要件的含义和范围内的所有变化囊括在本发明内。不应将权利要求中的任何附图标记视为限制所涉及的权利要求。
38.此外,应当理解,虽然本说明书按照实施方式加以描述,但并非每个实施方式仅包含一个独立的技术方案,说明书的这种叙述方式仅仅是为清楚起见,本领域技术人员应当将说明书作为一个整体,各实施例中的技术方案也可以经适当组合,形成本领域技术人员可以理解的其他实施方式。
再多了解一些
本文用于创业者技术爱好者查询,仅供学习研究,如用于商业用途,请联系技术所有人。