1.本技术涉及机械加工技术领域,特别涉及一种小线径引线激光焊接定位装置。
背景技术:
2.爆裂物等产品在引爆过程中需要多个引线连续点火,且对引爆的时间差有严格要求,因此对引线的焊接工艺有较高的要求,加工出的引线其焊接部位需要有极高的灵敏度,以保证点火传递效率,多个引线的端部预留长度需要一致,以保证引爆时间间隔的均匀性,从而保证引爆效率。这些产品的引线线径较小,现有的小线径引线的焊接定位装置,在加工过程中,容易出现压线松弛等问题,导致引线焊接部位灵敏度较低,焊接效果不好,或者出现压线过于绷紧而断裂等情况;且引线端部的预留长度参差不齐,降低产品品质,良品率低。因此,如何确保在引线的焊接过程中压线能够平直绷紧而不断是本领域技术人员亟待解决的技术难点。
技术实现要素:
3.有鉴于此,本技术提出一种可有效解决上述问题的小线径引线激光焊接定位装置。
4.本技术提供一种小线径引线激光焊接定位装置,包括定位座及第一压持件,所述定位座设有第一平面,所述第一平面上沿一预设方向间隔设有若干引线放置位,每一所述引线放置位设有用于放置所述引线的引线槽,所述第一平面上还设有沿所述预设方向延伸的用于放置压线的压线槽,所述压线压接在所述引线伸出所述引线槽的部分上,所述第一平面于所述若干引线放置位两端的位置分别设有第一胶粒,所述第一胶粒的顶面与所述第一平面平齐,所述压线对应所述第一胶粒的部分搁置在所述第一胶粒的顶面上,所述第一压持件压持在所述压线对应所述第一胶粒的部分上,以使得所述压线位于两个所述第一胶粒之间的部分平直绷紧。
5.在一种优选的实施方式中,所述定位座还设有第二平面,且在所述定位座的高度方向上,所述第二平面低于所述第一平面,所述第二平面上设有若干第二胶粒,每一第二胶粒位于相邻的两个所述引线放置位之间,所述第二胶粒的顶面与所述第二平面平齐,所述压线对应所述第二胶粒的部分搁置在所述第二胶粒的顶面上,所述定位装置还包括第二压持件,所述第二压持件压持在所述压线对应所述第二胶粒的部分上,以使得所述压线对应每一所述引线放置位的部分平直绷紧。
6.在一种优选的实施方式中,所述第一平面两端对应所述第一胶粒分别设有第一容置槽,所述压线槽的延伸路径经过所述第一容置槽,所述第一胶粒容置于所述第一容置槽内。
7.在一种优选的实施方式中,所述第二平面上对应若干所述第二胶粒分别设有第二容置槽,所述压线槽的延伸路径经过所述第二容置槽,所述第二胶粒容置于所述第二容置槽内。
8.在一种优选的实施方式中,所述第二平面上设有滑槽,所述滑槽与所述引线槽连通,所述滑槽内于相邻的两个所述引线放置位之间形成有凸台,所述第二平面形成于所述凸台的顶面上。
9.在一种优选的实施方式中,所述定位装置还包括活动限位件,所述活动限位件可滑动设置于所述滑槽,所述压线槽的延伸路径经过所述活动限位件,所述活动限位件与所述引线槽相对的部分设有限位槽,所述限位槽的端壁挡止所述引线以对其进行限位。
10.在一种优选的实施方式中,所述限位槽的端壁上对应所述引线槽设有限位孔。
11.在一种优选的实施方式中,所述压线槽位于所述活动限位件部分的宽度小于所述压线槽位于所述定位座部分的宽度,且在所述活动限位件的滑动行程内,所述压线槽在所述预设方向上贯通。
12.在一种优选的实施方式中,所述第一压持件可转动连接于所述定位座,以压持或释放所述压线,当所述第一压持件压持所述压线时,所述第一压持件通过固定机构相对所述定位座固定。
13.在一种优选的实施方式中,所述定位装置还包括定位件,所述定位件用于将所述引线定位固定于所述引线槽。
14.综上所述,本技术提供一种小线径引线激光焊接定位装置,在若干引线放置位两端的位置分别设置第一胶粒,第一压持件压持在压线对应第一胶粒的部分上,第一胶粒具有一定的弹性形变能力,具有缓解压线受力的作用,在第一压持件的压持力下,第一胶粒发生弹性收缩,压线发生微小的拉伸,使得压线位于两个第一胶粒之间的部分平直绷紧而不断,提升引线焊接部位的灵敏度及焊接效率,进而提升良品率。类似地,在相邻的两个引线放置位之间设置第二胶粒,利用第二压持件压持在压线对应第二胶粒的部分上,使得压线对应每一引线放置位的部分均保持平直绷紧而不断,进一步提升引线焊接部位的灵敏度及焊接效率,极大提升良品率。本技术的小线径引线激光焊接定位装置结构简单,容易制造,成本低廉,且操作方法极其简易,提高加工效率,还可有效提升焊接效率及良品率,加工出的产品品质优良。
附图说明
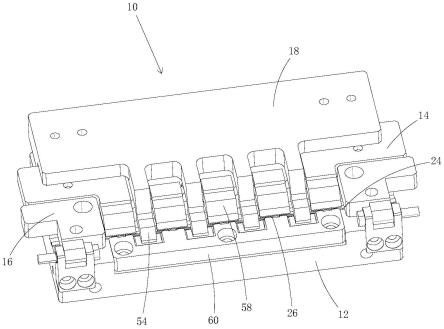
15.图1为本技术例示性的小线径引线激光焊接定位装置的立体示意图。
16.图2为图1中小线径引线激光焊接定位装置的初步分解示意图。
17.图3为图2中小线径引线激光焊接定位装置进一步的分解示意图。
18.图4为图1中小线径引线激光焊接定位装置的另一种分解示意图。
19.图5为图4中a部分的放大示意图。
20.图6为图5中活动限位件的立体示意图。
21.图7为图1中小线径引线激光焊接定位装置沿压线槽延伸方向的剖视图。
22.图8为压线在第一胶粒区域的结构示意图。
23.图9为压线在第二胶粒区域的结构示意图。
具体实施方式
24.在详细描述实施例之前,应该理解的是,本技术不限于本技术中下文或附图中所
描述的详细结构或元件排布。本技术可为其它方式实现的实施例。而且,应当理解,本文所使用的措辞及术语仅仅用作描述用途,不应作限定性解释。本文所使用的“包括”、“包含”、“具有”等类似措辞意为包含其后所列出之事项、其等同物及其它附加事项。特别是,当描述“一个某元件”时,本技术并不限定该元件的数量为一个,也可以包括多个。
25.请同时参考图1至图9所示,本技术提供一种小线径引线激光焊接定位装置10,用于对引线及压线进行定位并焊接。该定位装置10包括定位座12、定位件14、第一压持件16和第二压持件18,定位座12的顶部沿预设方向均匀地间隔设有若干引线放置位20,该预设方向例如为定位座12的长度方向。引线放置位20的数量可以根据实际需求进行设定,引线放置位20的数量不影响本技术技术方案的实施。例如引线放置位20可设置两个、五个、十个、二十个等,本技术的引线放置位20设置五个。
26.具体地,定位座12的顶部凸设有工装台,工装台的顶面形成第一平面22,第一平面22上沿预设方向设有用于放置压线21的压线槽24。每一引线放置位20设有用于放置引线的引线槽26,引线槽26开设在第一平面22上,且引线槽26垂直于预设方向设置。在所示的实施例中,每一引线放置位20设置两条引线槽26,两条引线槽26沿预设方向间隔平行排布。引线放置于引线槽26后,定位件14用于将引线定位固定于引线槽26内。
27.定位座12沿预设方向上于五个引线放置位20的两端位置分别设有第一胶粒28,第一胶粒28的顶面与压线槽24的槽口所在的表面,也即第一平面22平齐。安置压线21时,压线21对应第一胶粒28的部分搁置在第一胶粒28的顶面上,压线21对应第一胶粒28的部分凸出于第一平面22,第一压持件16压持在压线21对应第一胶粒的部分上。第一胶粒28具有一定的弹性形变能力,具有缓解压线受力的作用,在第一压持件16的压持力下,第一胶粒28发生弹性收缩,压线21发生微小的拉伸,以使得压线21位于两个第一胶粒28之间的部分平直绷紧而不断,从而达到提升引线焊接部位灵敏度的效果。
28.进一步地,相邻的两个引线放置位20之间还设有第二胶粒30,第二胶粒30的顶面与压线槽24的槽口所在的表面平齐。安置压线21时,压线21对应第二胶粒30的部分搁置在第二胶粒的顶面上,压线21对应第二胶粒30的部分凸出于压线槽24的槽口所在的表面,第二压持件18压持在压线21对应第二胶粒的部分上。第二胶粒30具有一定的弹性形变能力,具有缓解压线受力的作用,在第二压持件18的压持力下,第二胶粒30发生弹性收缩,压线21发生微小的拉伸,以使得压线21对应每一引线放置位20的部分均平直绷紧而不断,进一步提升引线焊接部位的灵敏度。
29.更具体地,在所示的实施例中,工装台的顶侧前端开设有滑槽32,滑槽32与引线槽26和压线槽24连通。相邻的两个引线放置位20之间形成有凸台34,凸台34位于滑槽32内。压线槽24位于引线槽26朝向滑槽32的一侧,且二者之间间隔一预设距离。
30.凸台34的顶面形成第二平面36,在定位座12的高度方向上,第二平面36低于第一平面22。压线槽24沿直线延伸,且压线槽24的延伸路径经过第一平面22和第二平面36,且在定位座12的高度方向上,压线槽24位于第一平面22部分的底面与压线槽24位于第二平面36部分的底面平齐。由于第一平面22高于第二平面36,因此,压线槽24位于第一平面22部分的槽深度大于压线槽24位于第二平面36部分的槽深度。
31.第一压持件16可转动连接于定位座12,以压持或释放压线21,当第一压持件16压持压线21时,第一压持件16通过固定机构相对定位座12固定。具体地,第一平面22的角部位
置设有枢转座38,枢转座38上设有枢转轴40,枢转轴40沿预设方向延伸,第一压持件16包括枢转部42,枢转部42设有轴孔44,轴孔44与枢转轴40插接配合,使得枢转部42与枢转座38可转动连接,进而使得第一压持件16可相对定位座12转动。固定机构例如为螺栓,在第一压持件16和定位座12上对应位置分别设置螺孔,当第一压持件16转动至定位座12上并压持压线21时,利用螺栓与螺孔的螺接配合使得第一压持件16相对定位座12固定。当然,在其它实施例中,也可以采用其它固定机构使得第一压持件16相对定位座12固定。
32.在所示的实施例中,第一平面22上位于压线槽24的区域设有第一容置槽46,压线槽24的延伸路径经过第一容置槽46,第一胶粒28容置于第一容置槽46内,且第一胶粒28的顶面与第一平面22平齐。
33.优选地,第一压持件16对应第一胶粒28的部位设有压持槽48,压持槽48的孔径略小于第一容置槽46的孔径,当第一压持件16压持对应的压线部分时,压持槽48的径向边缘部位压持在该部分压线的两端位置并挤压在第一胶粒28上,第一胶粒28发生弹性收缩,压线21发生微小的拉伸,使得压线21位于两个第一胶粒28之间的部分平直绷紧而不断。
34.在所示的实施例中,第二平面36上位于压线槽24的区域设有第二容置槽50,压线槽24的延伸路径经过第二容置槽50,第二胶粒30容置于第二容置槽50内,且第二胶粒30的顶面与第二平面36平齐。
35.更具体地,第二压持件18包括压持主体部52及自压持主体部52一侧向外延伸并间隔排布的若干压持臂54,压持臂54的末端向压持主体部52底侧延伸一定距离。当第二压持件18压持第二胶粒30对应的压线部分时,压持主体部52连接至定位座12上,每一压持臂54对应一个第二胶粒30,且压持臂54的末端底面压持在压线21对应第二胶粒30的部分上。压持主体部52可通过螺丝固定于定位座12上。在若干压持臂54的压持力下,第二胶粒30发生弹性收缩,压线21发生微小的拉伸,以使得压线21对应每一引线放置位20的部分均平直绷紧而不断。
36.定位件14用于将引线定位固定于引线槽26内。在所示的实施例中,定位件14通过压持力作用于引线上使其定位固定于引线槽26内。具体地,当引线放置于引线槽26内后,引线有部分凸出于引线槽26外,定位件14包括定位主体部56及自定位主体部56一侧向外延伸并间隔排布的若干定位臂58,定位臂58的末端向定位主体部56底侧延伸一定距离。当定位件14定位固定引线时,定位主体部56连接至定位座12上,每一定位臂58对应一个引线放置位20,且定位臂58的末端底面压持在引线凸出的部分上,从而实现对引线的定位固定。定位主体部56可通过螺丝固定于定位座12上。
37.如图1所示,当定位件14和第二压持件18均安装至定位座12上时,若干压持臂54和若干定位臂58相互交错排布。本实施例中,压持臂54设置四个,定位臂58设置五个。
38.应当理解的是,在其它实施例中,定位件14也可以有其它结构形式,来实现对引线的定位固定,本技术不对此进行限定。
39.在所示的实施例中,滑槽32形成于凸台34的周围,引线放置于引线槽26后,引线的一端伸入滑槽32内以与压线21相交汇,从而实现对交汇点部位进行焊接。为了使得引线伸入滑槽32内的预留部分长度一致,进而提升产品品质及良品率,本实施例中,定位装置10还包括活动限位件60,活动限位件60可滑动设置于滑槽32。
40.优选地,在滑槽32底部设置固定孔62,固定孔62的内壁上设有螺纹,在活动限位件
60上对应设置腰型孔64,利用螺栓穿设于腰型孔64和固定孔62,使得活动限位件60可在滑槽32内沿引线槽26所在的延伸方向上移动,当活动限位件60移动至预设位置时,转动螺栓使其与固定孔62内的螺纹螺接固定,实现活动限位件60相对定位座12固定。在其它实施例中,活动限位件60与滑槽32之间也可以通过其它滑动机构及固定结构连接,以实现活动限位件60在滑槽32内的滑动及固定。
41.活动限位件60设计呈适配于滑槽32的形状,具体地,活动限位件60包括限位主体部66及自限位主体部66一侧向外延伸的若干限位块68,若干限位块68均匀地间隔设置,每一限位块68与一引线放置位20相对应,相邻的两个限位块68之间的区域形成用以避让凸台34的避让槽70。限位块68与引线槽26相对的端面设有限位槽69,限位槽69贯穿限位块68的顶面和底面设置,且引线与压线21的交汇点位于限位槽69内,限位槽69内形成焊接区域。限位槽69的端壁挡止引线以对其进行限位,使得引线的预留长度一致。压线槽24的延伸路径经过活动限位件60,具体而言,压线槽24的延伸路径经过若干限位块68和若干避让槽70。若干限位块68的顶面形成第三平面72,压线槽24的延伸路径经过第三平面72,且压线槽24位于第三平面72部分的宽度小于压线槽24位于第一平面22及第二平面36部分的宽度,压线槽24位于第一平面22部分的宽度与压线槽24位于第二平面36部分的宽度相等。在活动限位件60的滑动行程内,压线槽24整体在预设方向上贯通,换言之,无论活动限位件60如何在滑槽32内滑动,压线21放置在压线槽24内始终能够保持沿预设方向延伸而不会发生扭曲。
42.当将引线放置于引线槽26时,可调整引线的位置使其一端抵靠于限位槽69的端壁上,从而使得引线伸出引线槽26部分的预留长度一致,防止引线发生扭曲变形而影响焊接效果。
43.进一步地,可在限位槽69的端壁上对应引线的位置设置限位孔74,限位孔74的孔径可设置为与引线的线径适配,调整引线位置时可使得引线一端伸入限位孔74内并抵靠限位孔74的端壁,且引线的侧壁与限位孔74的内壁接触,增大摩擦阻力,在保证引线预留长度一致的基础上还可起到进一步防止引线发生扭曲变形的作用,提升焊接效率及良品率。
44.下面简单介绍上述小线径引线激光焊接定位装置的操作方法:将活动限位件60安装于滑槽32内,根据预先设计的引线预留长度,滑动活动限位件60调整好预设距离,并利用螺栓将活动限位件60相对定位座12固定;将待加工的引线放置于引线槽26,并调整引线使其一端部伸入限位孔74内,且引线的端部抵接于限位孔74的端壁,然后将定位件14安装于定位座12上并使得定位臂58压持在引线上以对引线进行定位固定,利用螺丝将定位件14固定于定位座12上;将第一胶粒28放入对应的第一容置槽46内,第二胶粒30放入对应的第二容置槽50内,然后将压线21拉直放置于压线槽24;转动第一压持件16使其压持对应第一胶粒28的压线部分,使得压线21整体平直绷紧,然后将第一压持件16利用螺栓相对定位座12固定住;将第二压持件18安装于定位座12上,并使得压持臂54压持对应第二胶粒30的压线部分,使得压线21对应每一引线放置位20的部分均平直绷紧,然后将第二压持件18利用螺丝相对定位座12固定住;利用焊接工具,例如激光焊接装置焊接压线21与引线的交汇点处,完成焊接动作。
45.应当指出的是,上述操作方法是针对本技术例示的定位装置10而得出的,本技术并不对此限定,在其它实施例中,定位装置也可以有其它结构的实现形式,因此也可以有其它对应的操作方法。
46.综上所述,本技术提供一种小线径引线激光焊接定位装置,在若干引线放置位两端的位置分别设置第一胶粒,第一压持件压持在压线对应第一胶粒的部分上,第一胶粒具有一定的弹性形变能力,具有缓解压线受力的作用,在第一压持件的压持力下,第一胶粒发生弹性收缩,压线发生微小的拉伸,使得压线位于两个第一胶粒之间的部分平直绷紧而不断,提升引线焊接部位的灵敏度及焊接效率,进而提升良品率。类似地,在相邻的两个引线放置位之间设置第二胶粒,利用第二压持件压持在压线对应第二胶粒的部分上,使得压线对应每一引线放置位的部分均保持平直绷紧而不断,进一步提升引线焊接部位的灵敏度及焊接效率,极大提升良品率。本技术的小线径引线激光焊接定位装置结构简单,容易制造,成本低廉,且操作方法极其简易,提高加工效率,还可有效提升焊接效率及良品率,加工出的产品品质优良。
47.本文所描述的概念在不偏离其精神和特性的情况下可以实施成其它形式。所公开的具体实施例应被视为例示性而不是限制性的。因此,本技术的范围是由所附的权利要求,而不是根据之前的这些描述进行确定。在权利要求的字面意义及等同范围内的任何改变都应属于这些权利要求的范围。
再多了解一些
本文用于创业者技术爱好者查询,仅供学习研究,如用于商业用途,请联系技术所有人。
