1.本发明属于机械工程领域,涉及球阀加工技术,尤其是一种金属球阀包球装置及包球工艺。
背景技术:
2.减震器广泛应用在汽车、惯性装置等领域,其结构用来抑制弹簧吸震后反弹时的震荡及冲击。金属球阀是减震器的核心部件,主要由球座和球杆两部分组成。传统的包球装置采用模具工装进行挤压,使球座和球杆圆球连接在一起形成球链接,这种加工方式加工效率低,同时成活率和精度都较低。
技术实现要素:
3.本发明的目的在于克服现有技术的不足之处,提供一种装夹方便、快捷、成型简便、精度更高的包球装置,并使用该装置实现包球工艺,工艺可操作性强,有效提供包球效率的同时确保金属球阀的成活率及制造精度,满足减震器的加工要求。
4.本发明解决其技术问题是采取以下技术方案实现的:
5.一种金属球阀包球工艺,具体工艺步骤及工艺参数如下:
6.(1)采用一顶一夹的方式将如图1的金属球阀分体及固定工装进行卡装,具体的利用车床的三爪卡装固定工装3,利用车床顶尖顶住球杆2的尾部,实现金属球阀分体及固定工装的固定;
7.(2)加工前,对球铰链的内圆及外圆的进行倒角,倒角c0.2mm,以防止在包球过程中对球杆圆球造成挤压,避免后续球在铰链座里因尖锐角挤压受损,而造成精度不够;
8.(3)利用本发明设计的专用包球装置进行包球,将刀杆固定在车床上,利用滚刀具进行滚压包球工艺,具体的,将滚压刀具圆盘的边缘沿着球座和球杆圆球的接触面进行360
°
旋转进刀衬压从而使得球座和球杆圆球形成球链接结构,滚压刀具每次进刀量为0.05mm,车床转速为每分钟100转;
9.(4)包球力度需柔和,需根据球座的形变来进刀,防止包球过程中对球杆圆球造成挤压;加工过程中转速为160转,经过多次试验得出160转为最优转速,不能过大,防止因转速太快造成球座形变过大;
10.(5)经过第一次的包球后,将滚压刀具向左倾斜15
°‑
20
°
角对铰链座的根部再进行一次加工,该操作可将球座与球杆圆球完全包裹,且倾斜15
‑°
20
°
所受的力为f
×
cos15
°
,力度更加柔和,且加工接触面不再为线接触,为面接触,不至于对根部造成损坏。
11.具体的,针对上述金属球阀包球工艺,本发明提供自主创新研发一种金属球阀包球装置,包括刀杆、滚压刀具及固定销,所述的刀杆上开设有安装槽,所述的滚压刀具通过固定销可转动设置在所述刀杆的安装槽中,所述的滚压刀具为圆盘结构,其边缘可走刀进入球座与球杆圆球之间,所述滚压刀具圆盘结构的半径r=r1 d1,其中,r1为金属球阀中球杆圆球的直径,d1为球座包球部分的厚度,滚压刀具圆盘结构的厚度d2=r,所述安装槽的
宽度为d3=d2 0.03mm,所述r、r1、d1、d2及d3的单位均为mm。
12.而且,所述滚压刀具圆盘中心安装孔φa=10mm-15mm,安装槽上定位孔φb=φa-0.03mm,所述固定销的直径为φb=φa-0.02mm,固定销两端铆平后用于将滚压刀具圆盘固定在所述的刀杆的安装槽中。
13.本发明的优点和积极效果是:
14.本发明设计科学合理,自主研发一种金属球阀包球装置,包括刀杆、滚压刀具及固定销,使用时,采用一顶一夹的方式将金属球阀分体及固定工装进行卡装,将本装置的刀杆固定在车床上,利用滚刀具进行滚压包球工艺,将滚压刀具圆盘的边缘沿着球座和球杆圆球的接触面进行360
°
旋转进刀衬压从而使得球座和球杆圆球形成球链接结构,滚压刀具每次进刀量为0.05mm,车床转速为每分钟100转。本发明提供了一种装夹方便、成型简便的金属球阀包球装置,利用该装置实现了一次装夹,完成金属球阀的包球加工,满足包球高精度工艺要求,同时,兼具生产成本低,生产效率高,成活率高,成活精度高等诸多优点。
附图说明
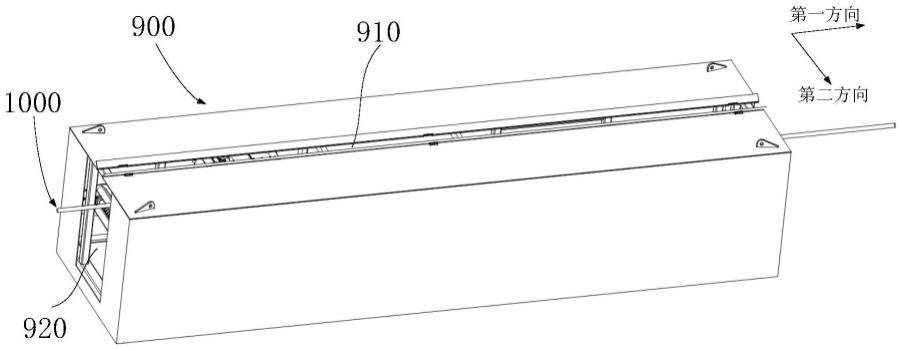
15.图1为金属球阀分体及固定工装结构示意图;
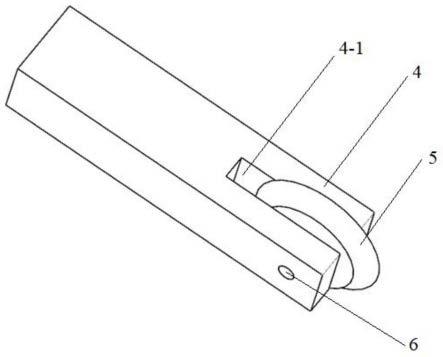
16.图2为本发明金属球阀包球装置结构示意图。
具体实施方式
17.下面通过具体实施例对本发明作进一步详述,以下实施例只是描述性的,不是限定性的,不能以此限定本发明的保护范围。
18.现有技术中的金属球阀分体及固定工装结构如图1所示,包括固定工装3、球座1及球杆2,所述的球座设置在固定工装中,球杆前端的球杆圆球活动设置在球座内形成球链接的结构,包球工艺即为将球杆圆球与球座形成球链接的工艺过程。
19.本发明提供一种金属球阀包球装置,如图2所示,包括刀杆4、滚压刀具5及固定销6,所述的刀杆上开设有安装槽4-1,所述的滚压刀具通过固定销可转动设置在所述刀杆的安装槽中,所述的滚压刀具为圆盘结构,其边缘可走刀进入球座与球杆圆球之间。
20.所述滚压刀具圆盘结构的半径r=r1 d1,其中,r1为金属球阀中球杆圆球的直径,d1为球座包球部分的厚度,滚压刀具圆盘结构的厚度d2=r,所述滚压刀具圆盘中心安装孔φa=10mm-15mm,所述安装槽的宽度为d3=d2 0.03mm,安装槽上定位孔φb=φa-0.03mm,所述固定销的直径为φb=φa-0.02mm,固定销两端铆平后用于将滚压刀具圆盘固定在所述的刀杆的安装槽中,上述r、r1、d1、d2及d3的单位均为mm。
21.利用上述特定的金属球阀包球装置完成金属包球工艺,具体工艺步骤及工艺参数如下:
22.1、采用一顶一夹的方式将如图1的金属球阀分体及固定工装进行卡装,具体的利用车床的三爪卡装固定工装3,利用车床顶尖顶住球杆2的尾部,实现金属球阀分体及固定工装的固定;
23.2、加工前,对球铰链的内圆及外圆的进行倒角,倒角c0.2mm,以防止在包球过程中对球杆圆球造成挤压,避免后续球在铰链座里因尖锐角挤压受损,而造成精度不够;
24.3、利用本发明设计的专用包球装置进行包球,将刀杆固定在车床上,利用滚刀具
进行滚压包球工艺,具体的,将滚压刀具圆盘的边缘沿着球座和球杆圆球的接触面进行360
°
旋转进刀衬压从而使得球座和球杆圆球形成球链接结构,滚压刀具每次进刀量为0.05mm,车床转速为每分钟100转;
25.4、包球力度需柔和,需根据球座的形变来进刀,防止包球过程中对球杆圆球造成挤压;加工过程中转速为160转,经过多次试验得出160转为最优转速,不能过大,防止因转速太快造成球座形变过大;
26.5、经过第一次的包球后,将滚压刀具向左倾斜15
°‑
20
°
角对铰链座的根部再进行一次加工,该操作可将球座与球杆圆球完全包裹,且倾斜15
‑°
20
°
所受的力为f
×
cos15
°
,力度更加柔和,且加工接触面不再为线接触,为面接触,不至于对根部造成损坏。
27.尽管为说明目的公开了本发明的实施例,但是本领域的技术人员可以理解:在不脱离本发明及所附权利要求的精神和范围内,各种替换、变化和修改都是可能的,因此,本发明的范围不局限于实施例所公开的内容。
再多了解一些
本文用于创业者技术爱好者查询,仅供学习研究,如用于商业用途,请联系技术所有人。