一种料斗前板和m板机器人焊接变位工装及其实施工艺
技术领域
1.本发明涉及到机器人焊接技术领域,特别涉及一种料斗前板和m板机器人焊接变位工装及其实施工艺。
背景技术:
2.焊是被焊工件的材质通过加热或加压(可用或不可用填充材料)使工件结合而形成永久性连接的工艺过程,目前工厂内大多是人工操作,人工对被焊接的料斗前板以及m板进行夹紧定位,然后再进行对接焊接,效率低可靠性差,但是随着企业对焊接产品质量的要求越来越高,传统方式的人工焊接已经不能完全满足当前企业发展的需要,另一方面,由于焊接工作环境差,人为操作会造成焊接质量不稳定,且对工作人员的操作要求较高,同时,还会引起安全隐患。
3.现有技术中,如公开号为cn210908755u一种焊接变位工装,在转动盘上设有与卡位组件配合使用的固定轴,从而将待焊接工件牢固的固定在转动盘上,在转动盘的一侧设置有辅助工件转动的支撑机构,从而大大提升了设备的焊接精度和焊接质量;
4.但是该专利在复合膜制备的过程中,往往存在以下缺陷:
5.1、人工对被焊接的料斗前板以及m板进行夹紧定位,然后再进行对接焊接,效率低可靠性差,但是随着企业对焊接产品质量的要求越来越高,传统方式的人工焊接已经不能完全满足当前企业发展的需要;
6.2、焊接过程中容易出现焊渣,焊渣堆积影响焊接效果。
技术实现要素:
7.本发明的目的在于提供一种料斗前板和m板机器人焊接变位工装及其实施工艺,机器人焊接料斗前板和m板定位工装可以让料斗两块前板以及m板焊接工序实现精准定位,固定精度高,可控制或者消除焊接变形,一次装夹可以实现料斗机构完全自动化焊接,并且可以同时装卸两个工位同时进行,达到高效生产,减少人力物力,同时也避免了人为操作造成了焊接质量不稳定现象,多个排气管之间通过联动杆联动,从而驱动排气管在滑动槽内调整角度,在焊接过程中,能够将焊接产生的焊渣吹走,防止焊渣影响焊接结果,且排气管可根据焊接位置调整角度,提高吹屑效率,以解决上述背景技术中提出的问题。
8.为实现上述目的,本发明提供如下技术方案:
9.一种料斗前板和m板机器人焊接变位工装,包括工装焊接平台,所述工装焊接平台的一侧设置有支撑座,工装焊接平台的另一侧设置有变位机结构;
10.所述变位机结构的下方通过变位机安装底座进行固定和支撑,变位机结构的侧端通过变位机连接法兰与工装焊接平台连接;
11.所述工装焊接平台上方的焊接面上设置有m板模具,m板模具侧端设置有上快夹,上快夹设置在工装焊接平台上;
12.所述工装焊接平台的侧端设置有下快夹,工装焊接平台上端面安装有横梁支架组
件,横梁支架组件的下方设置有压合组件;
13.所述工装焊接平台的侧端设置有焊接机器人,焊接机器人的下方设置有机器人安装座。
14.进一步地,支撑座上方侧端安装有轴承座,轴承座一端穿透支撑座连接旋转轴,旋转轴的一端与工装焊接平台侧端面连接。
15.进一步地,上快夹底端固定在快夹安装座上,快夹安装座固定在工装焊接平台上。
16.进一步地,下快夹固定在前板焊接工装底座上,前板焊接工装底座安装在工装焊接平台的侧端,下快夹的一侧设置有定位块,定位块固定在前板焊接工装底座上。
17.进一步地,压合组件包括气缸和横梁压板,气缸固定在横梁支架组件的下方,气缸的下方设置有横梁压板,横梁压板设置在m板模具的上方。
18.进一步地,焊接机器人的前端安装有机器人焊枪,机器人焊枪与m板模具上焊接工装点触连接。
19.进一步地,工装焊接平台的侧端设置有排屑装置;
20.所述排屑装置包括安装支架、斜形安装座、气泵、输气管、排气管和调整组件,安装支架固定在工装焊接平台的侧端,安装支架上安装有斜形安装座,斜形安装座内设置多组排气管,多组排气管一段通过接气管道与输气管连接,输气管与气泵的出气端连接,斜形安装座内设置有调整组件;
21.所述调整组件包括调整电机、驱动轴杆、滑动槽和联动杆,调整电机固定在斜形安装座的侧端,调整电机的输出端与驱动轴杆连接,驱动轴杆与排气管连接,多个排气管之间分别由联动杆连接,斜形安装座内开设有用于联动杆安装的滑动槽;
22.所述每组排气管的前端均设置有喷头。
23.进一步地,工装焊接平台上设置有控制系统,控制系统包括机器人控制器、机器人示教器、按钮盒、主控制柜和通讯模块,机器人控制器与机器人示教器、按钮盒和主控制柜电连接,机器人控制器通过通讯模块与焊接机器人对接。
24.本发明提供另一种技术方案:一种料斗前板和m板机器人焊接变位工装的实施工艺,包括如下步骤:
25.步骤一:在进行m板焊接时,把m板两个工件放置在m板模具上,采用定位轴将两个工件定位在m板模具上,随后横梁压板也采用定位轴定位并且压住需要焊接的两个工件,随后用气缸紧紧压住;
26.步骤二:焊接时,焊接另外一面采用上快夹压住,实现精准定位,料斗前板焊接时,采用定位块和定位轴的方式实现精准定位,用横梁压板以及下快夹夹紧固定的方式,让焊接工件精准定位;
27.步骤三:当需要调整焊接的角度时,变位机结构通过变位机连接法兰带动工装焊接平台旋转,进行变位旋转;
28.步骤四:控制系统以焊接机器人为控制核心,实现工作站整体生产过程逻辑控制,通过通讯模块完成对焊接机器人进行控制,以及对焊接电源等设备的信息指令交互,同时具有报警指示,按钮盒主要完成焊接过程中的手动操作以及工位准备就绪与否的告知;
29.步骤五:气泵通过输气管将气体输送到排气管内,通过喷头将气体喷洒到焊接处,将焊接处的焊渣吹去。
30.进一步地,针对步骤五中,调整电机带动驱动轴杆转动,驱动轴杆带动排气管旋转,多个排气管之间通过联动杆联动,从而驱动排气管在滑动槽内调整角度。
31.与现有技术相比,本发明的有益效果是:
32.1、本发明提出的料斗前板和m板机器人焊接变位工装及其实施工艺,工装焊接平台上端面安装有横梁支架组件,横梁支架组件的下方设置有压合组件,工装焊接平台的侧端设置有焊接机器人,焊接机器人的下方设置有机器人安装座,上快夹底端固定在快夹安装座上,快夹安装座固定在工装焊接平台上,下快夹固定在前板焊接工装底座上,前板焊接工装底座安装在工装焊接平台的侧端,下快夹的一侧设置有定位块,定位块固定在前板焊接工装底座上,机器人焊接料斗前板和m板定位工装可以让料斗两块前板以及m板焊接工序实现精准定位,固定精度高,可控制或者消除焊接变形,一次装夹可以实现料斗机构完全自动化焊接,并且可以同时装卸两个工位同时进行,达到高效生产,减少人力物力,同时也避免了人为操作造成了焊接质量不稳定现象。
33.2、本发明提出的料斗前板和m板机器人焊接变位工装及其实施工艺,旋转轴的一端与工装焊接平台侧端面连接,当需要调整焊接的角度时,变位机结构通过变位机连接法兰带动工装焊接平台旋转,进行变位旋转,通过翻转机构可以对零件进行多角度翻转,可根据焊接需要多角度调整焊接角度。
34.3、本发明提出的料斗前板和m板机器人焊接变位工装及其实施工艺,机器人焊枪与m板模具上焊接工装点触连接,在进行m板焊接时,把m板两个工件放置在m板模具上,采用定位轴将两个工件定位在m板模具上,随后横梁压板也采用定位轴定位并且压住需要焊接的两个工件,随后用气缸紧紧压住,通过与机器人焊枪配合,进行自动焊接,提高整体焊接效率。
35.4、本发明提出的料斗前板和m板机器人焊接变位工装及其实施工艺,驱动轴杆与排气管连接,多个排气管之间分别由联动杆连接,斜形安装座内开设有用于联动杆安装的滑动槽,每组排气管的前端均设置有喷头,气泵通过输气管将气体输送到排气管内,通过喷头将气体喷洒到焊接处,将焊接处的焊渣吹去,调整电机带动驱动轴杆转动,驱动轴杆带动排气管旋转,多个排气管之间通过联动杆联动,从而驱动排气管在滑动槽内调整角度,在焊接过程中,能够将焊接产生的焊渣吹走,防止焊渣影响焊接结果,且排气管可根据焊接位置调整角度,提高吹屑效率。
36.5、本发明提出的料斗前板和m板机器人焊接变位工装及其实施工艺,机器人控制器与机器人示教器、按钮盒和主控制柜电连接,机器人控制器通过通讯模块与焊接机器人对接,通过通讯模块完成对焊接机器人进行控制,以及对焊接电源等设备的信息指令交互,同时具有报警指示,按钮盒主要完成焊接过程中的手动操作以及工位准备就绪与否的告知,控制系统以焊接机器人为控制核心,实现工作站整体生产过程逻辑控制,实现操作的安全性。
附图说明
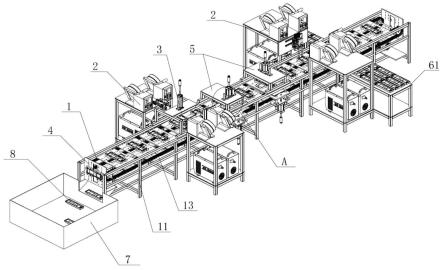
37.图1为本发明的整体结构示意图;
38.图2为本发明图1的a处放大图;
39.图3为本发明的整体结构前视图;
40.图4为本发明的整体结构侧视图;
41.图5为本发明的排屑装置结构安装图;
42.图6为本发明的排屑装置结构示意图;
43.图7为本发明的调整组件结构剖面图;
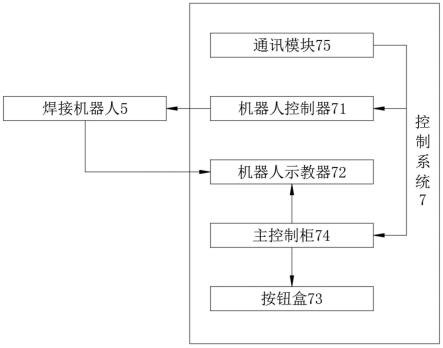
44.图8为本发明的控制系统模块图。
45.图中:1、工装焊接平台;11、支撑座;111、轴承座;112、旋转轴;12、上快夹;121、快夹安装座;13、下快夹;131、前板焊接工装底座;132、定位块;14、横梁支架组件;2、变位机结构;21、变位机安装底座;22、变位机连接法兰;3、m板模具;4、压合组件;41、气缸;42、横梁压板;5、焊接机器人;51、机器人安装座;52、机器人焊枪;6、排屑装置;61、安装支架;62、斜形安装座;63、气泵;64、输气管;65、排气管;66、调整组件;661、调整电机;662、驱动轴杆;663、滑动槽;664、联动杆;7、控制系统;71、机器人控制器;72、机器人示教器;73、按钮盒;74、主控制柜;75、通讯模块。
具体实施方式
46.下面将结合本发明实施例中的附图,对本发明实施例中的技术方案进行清楚、完整地描述,显然,所描述的实施例仅仅是本发明一部分实施例,而不是全部的实施例。基于本发明中的实施例,本领域普通技术人员在没有做出创造性劳动前提下所获得的所有其他实施例,都属于本发明保护的范围。
47.为了解决现有人工对被焊接的料斗前板以及m板进行夹紧定位,然后再进行对接焊接,效率低可靠性差的技术问题,请参阅图1-图2,本实施例提供以下技术方案:
48.请参阅图1,一种料斗前板和m板机器人焊接变位工装及其实施工艺,包括工装焊接平台1,工装焊接平台1的一侧设置有支撑座11,工装焊接平台1的另一侧设置有变位机结构2,工装焊接平台1上方的焊接面上设置有m板模具3,m板模具3侧端设置有上快夹12,上快夹12设置在工装焊接平台1上,工装焊接平台1的侧端设置有下快夹13,工装焊接平台1上端面安装有横梁支架组件14,横梁支架组件14的下方设置有压合组件4,工装焊接平台1的侧端设置有焊接机器人5,焊接机器人5的下方设置有机器人安装座51,上快夹12底端固定在快夹安装座121上,快夹安装座121固定在工装焊接平台1上,下快夹13固定在前板焊接工装底座131上,前板焊接工装底座131安装在工装焊接平台1的侧端,下快夹13的一侧设置有定位块132,定位块132固定在前板焊接工装底座131上,机器人焊接料斗前板和m板定位工装可以让料斗两块前板以及m板焊接工序实现精准定位,固定精度高,可控制或者消除焊接变形,一次装夹可以实现料斗机构完全自动化焊接,并且可以同时装卸两个工位同时进行,达到高效生产,减少人力物力,同时也避免了人为操作造成了焊接质量不稳定现象。
49.为了解决现有焊接过程中,均为固定式焊接,无法对焊接角度进行调整,影响焊接质量的技术问题,请参阅图3,本实施例提供以下技术方案:
50.变位机结构2的下方通过变位机安装底座21进行固定和支撑,变位机结构2的侧端通过变位机连接法兰22与工装焊接平台1连接,支撑座11上方侧端安装有轴承座111,轴承座111一端穿透支撑座11连接旋转轴112,旋转轴112的一端与工装焊接平台1侧端面连接,当需要调整焊接的角度时,变位机结构2通过变位机连接法兰22带动工装焊接平台1旋转,进行变位旋转,通过翻转机构可以对零件进行多角度翻转,可根据焊接需要多角度调整焊
接角度。
51.请参阅图4,压合组件4包括气缸41和横梁压板42,气缸41固定在横梁支架组件14的下方,气缸41的下方设置有横梁压板42,横梁压板42设置在m板模具3的上方,焊接机器人5的前端安装有机器人焊枪52,机器人焊枪52与m板模具3上焊接工装点触连接,在进行m板焊接时,把m板两个工件放置在m板模具3上,采用定位轴将两个工件定位在m板模具3上,随后横梁压板42也采用定位轴定位并且压住需要焊接的两个工件,随后用气缸41紧紧压住,通过与机器人焊枪52配合,进行自动焊接,提高整体焊接效率。
52.为了解决现有焊接过程中容易出现焊渣,焊渣堆积影响焊接效果的技术问题,请参阅图5-图7,本实施例提供以下技术方案:
53.工装焊接平台1的侧端设置有排屑装置6,排屑装置6包括安装支架61、斜形安装座62、气泵63、输气管64、排气管65和调整组件66,安装支架61固定在工装焊接平台1的侧端,安装支架61上安装有斜形安装座62,斜形安装座62内设置多组排气管65,多组排气管65一段通过接气管道与输气管64连接,输气管64与气泵63的出气端连接,斜形安装座62内设置有调整组件66,调整组件66包括调整电机661、驱动轴杆662、滑动槽663和联动杆664,调整电机661固定在斜形安装座62的侧端,调整电机661的输出端与驱动轴杆662连接,驱动轴杆662与排气管65连接,多个排气管65之间分别由联动杆664连接,斜形安装座62内开设有用于联动杆664安装的滑动槽663,每组排气管65的前端均设置有喷头,气泵63通过输气管64将气体输送到排气管65内,通过喷头将气体喷洒到焊接处,将焊接处的焊渣吹去,调整电机661带动驱动轴杆662转动,驱动轴杆662带动排气管65旋转,多个排气管65之间通过联动杆664联动,从而驱动排气管65在滑动槽663内调整角度,在焊接过程中,能够将焊接产生的焊渣吹走,防止焊渣影响焊接结果,且排气管65可根据焊接位置调整角度,提高吹屑效率。
54.为了解决人为操作会造成焊接质量不稳定,且对工作人员的操作要求较高,同时,还会引起安全隐患的技术问题,请参阅图8,本实施例提供以下技术方案:
55.工装焊接平台1上设置有控制系统7,控制系统7包括机器人控制器71、机器人示教器72、按钮盒73、主控制柜74和通讯模块75,机器人控制器71与机器人示教器72、按钮盒73和主控制柜74电连接,机器人控制器71通过通讯模块75与焊接机器人5对接,通过通讯模块75完成对焊接机器人5进行控制,以及对焊接电源等设备的信息指令交互,同时具有报警指示,按钮盒73主要完成焊接过程中的手动操作以及工位准备就绪与否的告知,控制系统7以焊接机器人5为控制核心,实现工作站整体生产过程逻辑控制,实现操作的安全性。
56.一种料斗前板和m板机器人焊接变位工装的实施工艺,包括如下步骤:
57.步骤一:在进行m板焊接时,把m板两个工件放置在m板模具3上,采用定位轴将两个工件定位在m板模具3上,随后横梁压板42也采用定位轴定位并且压住需要焊接的两个工件,随后用气缸41紧紧压住;
58.步骤二:焊接时,焊接另外一面采用上快夹12压住,实现精准定位,料斗前板焊接时,采用定位块132和定位轴的方式实现精准定位,用横梁压板42以及下快夹13夹紧固定的方式,让焊接工件精准定位;
59.步骤三:当需要调整焊接的角度时,变位机结构2通过变位机连接法兰22带动工装焊接平台1旋转,进行变位旋转;
60.步骤四:控制系统7以焊接机器人5为控制核心,实现工作站整体生产过程逻辑控
制,通过通讯模块75完成对焊接机器人5进行控制,以及对焊接电源等设备的信息指令交互,同时具有报警指示,按钮盒73主要完成焊接过程中的手动操作以及工位准备就绪与否的告知;
61.步骤五:气泵63通过输气管64将气体输送到排气管65内,通过喷头将气体喷洒到焊接处,将焊接处的焊渣吹去。
62.工作原理:m板焊接时,把m板两个工件放置在m板模具3上,采用定位轴将两个工件定位在m板模具3上,定位后,将横梁压板42压在两个工件上,再由气缸41紧紧压住,当焊接时,焊接件上端由上快夹12压住,料斗前板由定位块132和定位轴进行定位,用下快夹13夹紧固定,当需要调整焊接的角度时,变位机结构2通过变位机连接法兰22带动工装焊接平台1旋转,调整焊接角度,控制系统7以焊接机器人5为控制核心,通过通讯模块75完成对焊接机器人5进行控制,以及对焊接电源等设备的信息指令交互,同时具有报警指示,按钮盒73主要完成焊接过程中的手动操作以及工位准备就绪与否的告知,在焊接的过程中,气泵63通过输气管64将气体输送到排气管65内,通过喷头将气体喷洒到焊接处,将焊接处的焊渣吹去,调整电机661带动驱动轴杆662转动,驱动轴杆662带动排气管65旋转,多个排气管65之间通过联动杆664联动,从而驱动排气管65在滑动槽663内调整角度。
63.以上所述,仅为本发明较佳的具体实施方式,但本发明的保护范围并不局限于此,任何熟悉本技术领域的技术人员在本发明披露的技术范围内,根据本发明的技术方案及其发明构思加以等同替换或改变,都应涵盖在本发明的保护范围之内。
再多了解一些
本文用于创业者技术爱好者查询,仅供学习研究,如用于商业用途,请联系技术所有人。