1.本发明属于锥齿轮加工技术领域,尤其涉及一种数控螺旋锥齿轮铣齿机工件箱体回转装置。
背景技术:
2.汽车驱动桥螺旋锥齿轮的设计主要采用两种齿制:即渐缩齿和摆线齿。渐缩齿是一种传统的主要的加工方法,长期以来在国内外应用非常广泛。而近年来,摆线齿的设计计算和加工调整得到很大的简化,同时接触区的调整也更加简单快捷,摆线齿齿轮承载力也较高。国内外的汽车行业,摆线齿齿轮得到越来越广泛的应用。因此既能加工渐缩齿,又能加工摆线齿的机床越来越得到青睐。对于全数控(十字轴)铣齿机而言,按照齿轮加工原理,精加工与成型法大轮配对的小轮和加工摆线齿齿轮时都需要工件箱箱体带动固装在其上的工装与工件一起摆动,并且要求转动过程中运动精准无间隙,否则不但影响加工精度,还会存在打刀的危险,造成很大的损失。
3.专利号cn2013105638762公开了一种全数控螺旋锥齿轮铣齿机,具体的公开了一种转台结构,采用由蜗轮副传动实现工件箱根锥角的调整及上下料的大回转,采用摆杆机构实现小轮的精加工和摆线齿齿轮加工。该结构结构比较复杂庞大,加工、装配困难、生产周期长,刚性和精度不容易保证不容易保证。同时转台结构为立式布局,工件箱为卧式布局,不利于自动上下料。
技术实现要素:
4.针对现有技术存在的问题,本发明提供了一种数控螺旋锥齿轮铣齿机工件箱体回转装,能够实现工件箱体立式布局,结构紧凑,刚性好、直驱精度高,能够满足用户对两种齿制的需要。便于加工、装配,缩短生产周期,工件箱可实现立式布局,利于自动上下料。
5.本发明是这样实现的,一种数控螺旋锥齿轮铣齿机工件箱体回转装置,包括通过转台轴承转动设置在床身回转中心孔内的回转体和通过直线导轨组件设置在所述回转体内的工件箱体;
6.在床身的回转中心内所述床身和回转体之间设置有驱动回转体回转的力矩电机;
7.位于所述工件箱体轴线方向上且远离工件箱体工件主轴孔一端设置有直线驱动单元,所述直线驱动单元的输出端连接有滚珠丝杠副,所述滚珠丝杠副中的丝杠螺母与工件箱体相连接。
8.进一步的,远离所述转台轴承一端的床身回转中心孔内设置有第一法兰盘,所述第一法兰盘与回转体之间设置有用于支撑回转体的支撑轴承,所述支撑轴承一侧通过挡盘进行限位。
9.进一步的,所述回转体上设置有制动盘,相对于所述制动盘的床身上配合设置有制动钳。
10.进一步的,所述回转体上设置有用于反馈回转体回转精度的钢带光栅尺。
11.进一步的,所述工件箱体上设置有用于反馈工件箱体位置精度的直线光栅尺。
12.进一步的,所述直线导轨组件包括设置在工件箱体上端面的第一导轨、第二导轨、设置在工件箱体下端面的第三导轨,以及对应第一导轨、第二导轨、第三导轨设置在回转体上的第一滑块、第二滑块和第三滑块;所述第一导轨和第二导轨对称设置工件箱体垂直中心线的两侧,所述第三导轨设置在所述工件箱体的垂直中心线上;所述第三滑块与回转体之间通过螺钉设置有调整垫板,所述调整垫板与回转体之间采用过盈配合,使得第三滑块与回转体之间没有相对运动,保证运动精度。采用该种结构的直线导轨组件,能够使得工件箱体有效的支撑在回转体内,保证工件箱体在回转体内的运动精度,定位导向精度高,承载能力强。
13.进一步的,所述力矩电机的转子通过第二法兰盘设置在回转体上,所述力矩电机的定子通过第三法兰盘设置在床身上,所述回转体由力矩电机的转子驱动实现回转。
14.进一步的,所述转台轴承的外环通过床身定位并安装在所述床身上,所述回转体通过转台轴承的内环定位并安装在转台轴承的内环上。
15.进一步的,所述回转体内设置有轴承座,所述滚珠丝杠副通过轴承座内的轴承进行支撑。
16.进一步的,所述直线驱动单元包括伺服电机和直角减速器。
17.本发明具有的优点和技术效果:由于采用上述技术方案,实现工件箱体既可在回转体内直线移动,又可通过回转体回转可带动工件箱体及固装在工件主轴孔内的工装和工件一起回转。实现工件根锥角调整、左右旋齿轮的加工及与成型法大轮配对的小轮的精加工和摆线齿齿轮加工。可实现工件箱体立式布局,采用力矩电机直驱回转体转动的驱动方式,精度高,刚性好,并且本技术的在回转体内实现工件箱体做直线运动,回转内加直线的结构设计使得整体结构更紧凑,占地面积小、刚性强,能够满足用户对两种齿制的需要。便于加工、装配,缩短生产周期,工件箱可实现立式布局,利于自动上下料。
附图说明
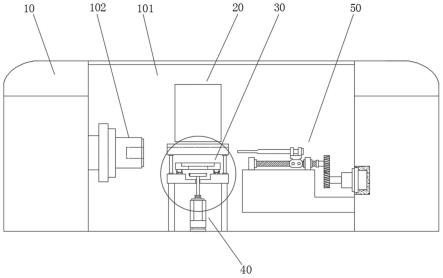
18.图1是本发明实施例提供的主视图;
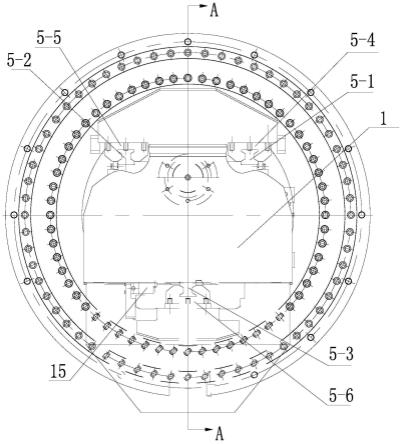
19.图2是本发明实施例提供的a-a剖视图;
20.图3是本发明实施例提供的a处局部放大图。
21.图中:1、工件箱体;1-1、工件主轴孔;2、回转体;3、床身;4、转台轴承;5、直线导轨组件;5-1、第一导轨;5-2、第二导轨;5-3、第三导轨;5-4、第一滑块;5-5、第二滑块;5-6、第三滑块;5-7、调整垫板;6、力矩电机;6-1、转子;6-2、定子;7、直线驱动单元;7-1、伺服电机;7-2、直角减速器;8、滚珠丝杠副;9、第一法兰盘;10、支撑轴承;11、挡盘;12、制动盘;13、制动钳;14、钢带光栅尺;15、直线光栅尺;16、第二法兰盘;17、第三法兰盘;18、轴承座。
具体实施方式
22.为了使本发明的目的、技术方案及优点更加清楚明白,以下结合实施例,对本发明进行进一步详细说明。应当理解,此处所描述的具体实施例仅仅用以解释本发明,并不用于限定本发明。
23.如图1至图3所示,本技术提供一种数控螺旋锥齿轮铣齿机工件箱体回转装置,包
括通过转台轴承4转动设置在床身3回转中心孔内的回转体2和通过直线导轨组件5设置在所述回转体2内的工件箱体1;
24.具体的,所述转台轴承4的外环通过床身3定位并通过螺钉安装在所述床身3上,所述回转体2通过转台轴承4的内环定位并通过螺钉安装在转台轴承4的内环上。
25.所述直线导轨组件5包括设置在工件箱体1上端面的第一导轨5-1、第二导轨5-2、设置在工件箱体1下端面的第三导轨5-3,以及对应第一导轨5-1、第二导轨5-2、第三导轨5-3设置在回转体2上的第一滑块5-4、第二滑块5-5和第三滑块5-6。所述第一导轨5-1和第二导轨5-2对称设置工件箱体1垂直中心线的两侧,所述第三导轨5-3设置在所述工件箱体1的垂直中心线上;所述第三滑块5-6与回转体2之间通过螺钉设置有调整垫板5-7,所述调整垫板5-7与回转体2之间采用过盈配合,使得第三滑块5-6与回转体2之间没有相对运动,保证运动精度。采用该种结构的直线导轨组件5,能够使得工件箱体1有效的支撑在回转体2内,保证工件箱体1在回转体2内的运动精度,定位导向精度高,承载能力强。
26.在床身3的回转中心内所述床身3和回转体2之间设置有驱动回转体2回转的力矩电机6;具体的,所述力矩电机6的转子6-1通过第二法兰盘16设置在回转体2上,所述力矩电机6的定子6-2通过第三法兰盘17设置在床身3上,所述回转体2由力矩电机6的转子6-1驱动实现回转。
27.位于所述工件箱体1轴线方向上且远离工件箱体1工件主轴孔1-1一端设置有直线驱动单元7,所述直线驱动单元7的输出端连接有滚珠丝杠副8,所述滚珠丝杠副8中的丝杠螺母与工件箱体1相连接,优选的,丝杠螺母通过螺钉固装在工件箱体1孔内。所述回转体2内设置有轴承座18,所述滚珠丝杠副8通过轴承座18内的轴承进行支撑。轴承通过第一调整垫、第二调整垫、隔垫、法兰盘、圆螺母和螺钉实现的定位和预紧。
28.优选的,所述直线驱动单元7包括伺服电机7-1和直角减速器7-2。伺服电机7-1和直角减速器7-2通过联轴器驱动滚珠丝杠副8回转,丝杠螺母带动工件箱体1实现在回转体2内沿回转体2轴线方向前后移动。采用伺服电机7-1和直角减速器7-2能够缩短整体装置的轴向尺寸,使得整体结构更为紧凑,避免装置结构过长不便安装。
29.远离所述转台轴承4一端的床身3回转中心孔内设置有第一法兰盘9,第一法兰盘9通过螺钉固装在床身3回转中心孔内,所述第一法兰盘9与回转体2之间设置有用于支撑回转体2的支撑轴承10,所述支撑轴承10一侧通过挡盘11进行限位。第一法兰盘9和支撑轴承10起到对回转体2辅助支撑的作用,保证回转体2稳定平稳完成回转动作的同时还能保证回转体2的水平度,提高回转水平精度,保证加工精度。
30.所述回转体2上设置有制动盘12,相对于所述制动盘12的床身3上配合设置有制动钳13。具体的,制动盘12通过螺钉固装在回转体2上,通过螺钉固装在床身3上的制动钳13给气时实现制动盘12的制动夹紧,从而实现回转体2制动夹紧,确保机床突然断电时回转体2不溜车,保持工件和刀具的相对位置不变,避免打刀。
31.所述回转体2上设置有用于反馈回转体2回转精度的钢带光栅尺14。通过读数头可反馈回转体2的回转精度,实现加工过程中工件箱体1回转的闭环控制。钢带光栅尺14紧贴在回转体2的表面上,两端用螺钉固定在回转体2打好的孔上,便于安装于后期维护。
32.所述工件箱体1上设置有用于反馈工件箱体1位置精度的直线光栅尺15。通过读数头时时反馈工件箱体1的位置精度,实现加工进给的直线轴闭环控制。直线光栅尺15保证与
直线导轨组件5平行,保证数据的准确性。
33.工作过程:工件安装到固装在工件主轴孔1-1内的工装上并紧固。启动加工程序,回转体2按设定的程序由力矩电机6驱动回转,并带动工件箱体1及工件回转到根锥角位置,由钢带光栅尺14反馈角度位置和精度。工件箱体1由伺服电机7-1驱动直角减速器7-2、滚珠丝杠副8,滚珠丝杠副8中的丝杠螺母带动工作箱体沿直线导轨组件5移动到加工程序设定位置,由直线光栅尺15反馈位置和精度,然后按加工程序进行加工。
34.由于采用上述技术方案,实现工件箱体1既可在回转体2内直线移动,又可通过回转体2回转可带动工件箱体1及固装在工件主轴孔1-1内的工装和工件一起回转。实现工件根锥角调整、左右旋齿轮的加工及与成型法大轮配对的小轮的精加工和摆线齿齿轮加工。可实现工件箱体1立式布局,采用力矩电机6直驱回转体2转动的驱动方式,精度高,刚性好,并且本技术的在回转体2内实现工件箱体1做直线运动,回转内加直线的结构设计使得整体结构更紧凑,占地面积小、刚性强,能够满足用户对两种齿制的需要。便于加工、装配,缩短生产周期,工件箱可实现立式布局,利于自动上下料。
35.以上所述仅为本发明的较佳实施例而已,并不用以限制本发明,凡在本发明的精神和原则之内所作的任何修改、等同替换和改进等,均应包含在本发明的保护范围之内。
再多了解一些
本文用于创业者技术爱好者查询,仅供学习研究,如用于商业用途,请联系技术所有人。