1.本发明涉及电池组焊接技术领域,更具体地说,本发明涉及一种锂电池组的焊接装置。
背景技术:
2.锂离子动力电池是20世纪开发成功的新型高能电池。这种电池的负极是石墨等材料,正极用磷酸铁锂、钴酸锂、钛酸锂等。70年代进入实用化。因其具有能量高、电池电压高、工作温度范围宽、贮存寿命长等优点,已广泛应用于军事和民用小型电器中。
3.传统在对锂电池组进行焊接工作时,需要工作人员手动将电池进行排列,然后一一取出电池,在放置上镍片后控制电焊头工作进行点焊工作,然而在电池组中电池数量较多的情况下,十分耗费人力,且工作效率低下,不利于实际使用,所以本发明涉及了一种锂电池组的焊接装置来解决上述问题。
技术实现要素:
4.为了克服现有技术的上述缺陷,本发明的实施例提供一种锂电池组的焊接装置,通过设置电池摆放机构和电池限位机构,并与电焊机构和下料机构之间相互配合,以解决上述背景技术中提出的问题。
5.为实现上述目的,本发明提供如下技术方案:一种锂电池组的焊接装置,包括电池摆放机构,所述电池摆放机构的顶部固定安装有电池限位机构,所述电池摆放机构的一侧固定安装有电焊机构,所述电池限位机构的一侧设有下料机构;
6.所述电池摆放机构包括底座,所述底座的顶部固定安装有呈竖直状设置的支撑座,所述支撑座的内壁上固定安装有存放罩,所述电池限位机构包括固定安装在底座顶部的第一滑轨座,所述第一滑轨座的内部滑动安装有第一滑板,所述第一滑板的内部螺纹连接有穿透过第一滑轨座的第一螺纹杆,所述第一螺纹杆的一侧设有电池托板,在常态下,所述电池托板设置在存放罩的正下方,且所述电池托板的顶部至少铰接有两个呈对称设置的l型罩板,所述l型罩板的一侧固定安装有弧形压板;
7.所述电焊机构包括固定安装在底座一侧的定位板,所述定位板的一侧开设有呈贯穿状设置的焊接槽,且所述定位板的一侧开设有用于放置镍片条的镍片槽,所述定位板的一侧设有点焊机,所述点焊机的一侧固定连接有焊头,所述焊头设置在焊接槽的水平向中心线上。
8.在一个优选地实施方式中,所述定位板的一侧固定安装有支撑板,所述支撑板的内部插接有压杆,所述压杆的外壁套设有与支撑板相连接的第二弹簧,所述压杆的底部固定安装有第一定位环,所述第一定位环的底部设有与底座相连接的第二定位环。
9.在一个优选地实施方式中,所述压杆的顶部固定安装有呈倾斜状设置的第一限位板,所述第一限位板的顶部设有与点焊机相连接的第二限位板;
10.所述定位板远离底座的一侧固定安装有第二滑板,所述点焊机的底部固定安装有
滑行推块,所述点焊机通过滑行推块滑动安装在第二滑板上。
11.在一个优选地实施方式中,所述电池托板的一侧固定安装有与第一滑板相铰接的球形块,所述电池托板呈水平状贴合在底座的表面。
12.在一个优选地实施方式中,所述存放罩的两侧开设有多个限位槽,所述限位槽的内腔设有抵压板,所述抵压板的底部固定安装有与限位槽相连接的第一弹簧,所述抵压板的两侧分别固定安装有第一压条和第二压条,所述存放罩设置在第一压条和第二压条之间。
13.在一个优选地实施方式中,所述底座的一侧固定安装有,所述的水平高度低于底座的水平高度,且所述与底座的衔接处呈斜坡状设置。
14.在一个优选地实施方式中,所述电池托板的底部开设有滑槽,所述滑槽的内部滑动安装有第一滑块,所述第一滑块的顶部固定安装有推块,所述推块的一侧固定安装有第一顶板,所述第一顶板滑动安装在滑槽的内部;
15.所述推块的顶部固定安装有第二顶板,所述第二顶板的一侧固定安装有弧形罩板。
16.在一个优选地实施方式中,所述第一滑块的底部通过球形铰接块固定连接有衔接杆,所述衔接杆的底部转动安装有l型托架,所述l型托架的顶部转动安装有第二滑块,所述第二滑块的外壁套设有与电池托板呈垂直状态设置的限位滑板,所述第二滑块滑动安装在限位滑板的内部;
17.所述限位滑板的一侧设有真空套板,所述限位滑板的一侧固定安装有插接在真空套板内腔的活塞杆,所述真空套板的外壁连通设有通气管,且所述真空套板的底部滑动安装有与相连接的第二滑轨座,且所述真空套板的一侧固定安装有与l型托架相连接的衔接板;
18.所述通气管的一端连通设有与点焊机底部所设置的滑行推块相连接的折叠气囊,所述折叠气囊与通气管的连接处固定安装有第一限位架,所述第一限位架的外壁固定安装有与第二滑板相连接的第二限位架。
19.在一个优选地实施方式中,所述真空套板的一侧螺纹连接有第二螺纹杆,所述第二螺纹杆的一端固定连接有用于驱使其进行转动的电机,所述限位滑板的一侧固定安装有与电机电连接的开关按钮。
20.在一个优选地实施方式中,所述下料机构包括呈倾斜状态铰接在真空套板上的下料板,所述下料板的两侧固定安装有挡板,所述下料板的顶部转动安装有多个滚筒;
21.所述限位滑板的顶部固定安装有定位套,所述定位套的内腔固定安装有与下料板相连接的第三弹簧。
22.本发明的技术效果和优点:
23.1、本发明通过设置电池限位机构,使得在焊接工作中,通过电池托板依次接取一块电池,并在推动电池托板的过程中,利用衔接杆和l型托架的偏转使得弧形罩板将电池推动至焊接槽处,同时限位滑板移动挤压真空套板的内腔,使得真空套板内腔的气体进入折叠气囊内腔,使得气囊逐渐发生膨胀而推动点焊机向靠近焊接槽方向移动,进而通过第二限位板使得第一限位板与压杆产生挤压,使得第一定位环向下压持,进而实现将电池依次有序的移动至焊接槽处的同时,对电池进行限位夹紧,以防止在焊接工作中电池出现晃动
情况的发生,更便于焊接工作的进行;
24.2、本发明通过在推动点焊机和焊头进行焊接工作时,使得第二限位板与点焊机保持同步移动,随之第二限位板对第一限位板进行接触和挤压,使得压杆逐渐向下移动,使得第一定位环向下移动并结合第二定位环一同卡紧在电池的外壁,从而对电池进行定位固定,避免人力手动控制电池保持固定,避免在焊接电池时烫伤工作人员情况的发生;
25.3、本发明通过将第一滑板和电池托板之间通过球形块进行连接,使得电池托板在失去底座的托持后发生倾斜,从而可快速引导电池从电池托板上脱落,并掉落至呈倾斜状设置的下料板上,从而方便工作人员进行锂电池组的取出。
附图说明
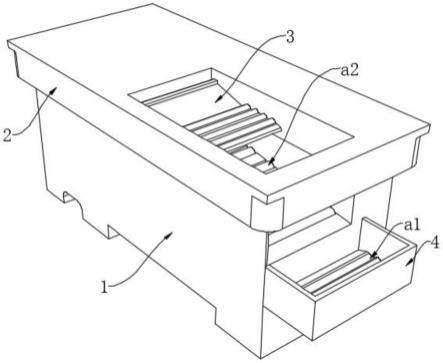
26.图1为本发明的整体结构示意图。
27.图2为本发明的轴侧结构示意图。
28.图3为本发明电池摆放机构和电焊机构的结构示意图。
29.图4为本发明图3的a部结构放大图。
30.图5为本发明图3的b部结构放大图。
31.图6为本发明电池限位机构和下料机构的结构示意图。
32.图7为本发明图6的c部结构放大图。
33.图8为本发明电池限位机构的结构示意图。
34.图9为本发明图8的d部结构放大图。
35.图10为本发明的底部结构示意图。
36.图11为本发明图10的e部结构放大图。
37.附图标记为:1电池摆放机构、101底座、102支撑座、103存放罩、104限位槽、105抵压板、106第一弹簧、107第一压条、108第二压条、2电池限位机构、21第一滑轨座、22第一滑板、23第一螺纹杆、24电池托板、25球形块、26l型罩板、27弧形压板、28滑槽、29第一滑块、210推块、211第一顶板、212第二顶板、213弧形罩板、214衔接杆、215l型托架、216第二滑块、217限位滑板、218真空套板、219通气管、220衔接板、221第二滑轨座、222第二螺纹杆、223电机、224开关按钮、225折叠气囊、226第一限位架、227第二限位架、3电焊机构、31定位板、32焊接槽、33镍片槽、34点焊机、35焊头、36支撑板、37压杆、38第二弹簧、39第一定位环、310第二定位环、311第一限位板、312第二限位板、313第二滑板、4下料机构、41下料板、42挡板、43滚筒、44定位套、45第三弹簧。
具体实施方式
38.下面将结合本发明实施例中的附图,对本发明实施例中的技术方案进行清楚、完整地描述,显然,所描述的实施例仅仅是本发明一部分实施例,而不是全部的实施例。基于本发明中的实施例,本领域普通技术人员在没有做出创造性劳动前提下所获得的所有其他实施例,都属于本发明保护的范围。
39.参照说明书附图1-11,本发明一实施例的一种锂电池组的焊接装置,如图1所示,包括电池摆放机构1,电池摆放机构1的顶部固定安装有电池限位机构2,电池摆放机构1的一侧固定安装有电焊机构3,电池限位机构2的一侧设有下料机构4,在需要对电池进行焊接
时,先将电池放置在电池摆放机构1上,随后控制电池限位机构2的部件将电池从电池摆放机构1的底部推出并移动至电焊机构3的中心位置处,再将镍片条放置在电池摆放机构1和电焊机构3之间,之后启动电焊机构3的部件使得电焊机构3的部件对电池进行焊接,完成后,推动电池限位机构2继续移动使得电池限位机构2的部件发生倾斜将电池倒出至下料机构4上,最后将电池从下料机构4上取出即可。
40.结合图3所示,电池摆放机构1包括底座101,底座101的顶部固定安装有呈竖直状设置的支撑座102,支撑座102的内壁上固定安装有存放罩103,多个电池依次放置进存放罩103的内腔,且当存放罩103底部失去阻隔时,电池可从存放罩103的底部漏出,其中,如图4所示,为保持在存放罩103内腔放置的电池在存放罩103底部失去阻隔时,可顺畅的掉落,在存放罩103的两侧开设有多个限位槽104,限位槽104的内腔设有抵压板105,抵压板105的底部固定安装有与限位槽104相连接的第一弹簧106,抵压板105的两侧分别固定安装有第一压条107和第二压条108,存放罩103设置在第一压条107和第二压条108之间,在使用时,通过将第一压条107拉动至限位槽104内腔最高处,然后将第一压条107向外拉动,使得第二压条108与存放罩103内壁贴合,此时将电池依次放入存放罩103的内腔,然后松开第一压条107回弹,使得抵压板105抵在存放罩103内腔最顶部的电池外壁上,当存放罩103随着存放罩103底部电池的脱离,第一弹簧106逐渐收缩,从而使得抵压板105,第一压条107和第二压条108始终抵压在电池上,结合图2和图6所示,电池限位机构2包括固定安装在底座101顶部的第一滑轨座21,第一滑轨座21的内部滑动安装有第一滑板22,第一滑板22的内部螺纹连接有穿透过第一滑轨座21的第一螺纹杆23,第一螺纹杆23的一侧设有电池托板24,在常态下,电池托板24设置在存放罩103的正下方,且第一滑板22包覆在第一螺纹杆23的外壁放置在第一滑轨座21的内腔,并且存放罩103内腔最底部的电池掉落在电池托板24上,当旋转第一螺纹杆23时,第一滑板22在第一螺纹杆23的外壁进行直线平移运动,从而推动电池托板24从存放罩103的底部向靠近下料机构4的方向移动,同时,第一滑板22在存放罩103的底部进行平移运动,对第一螺纹杆23底部进行阻隔,避免在电池托板24移出后,使得存放罩103底部失去阻挡而使其内腔的电池漏出,同时如图7所示,为保证电池在掉落至电池托板24上后,能够随着电池托板24的移出而从存放罩103内腔完全脱离,在电池托板24的顶部至少铰接有两个呈对称设置的l型罩板26,l型罩板26的一侧固定安装有弧形压板27,其中弧形压板27呈l字形设置,且l型罩板26的折角处铰接在电池托板24的顶部,从而当l型罩板26受到电池压持时,可压动l型罩板26进行翻转,直至l型罩板26的一条侧边贴合在电池托板24的顶部,同时向下翻转的l型罩板26带动弧形压板27罩在电池的外壁,从而使得电池被束缚在电池托板24上;
41.结合图5所示,电焊机构3包括固定安装在底座101一侧的定位板31,定位板31的一侧开设有呈贯穿状设置的焊接槽32,且定位板31的一侧开设有用于放置镍片条的镍片槽33,定位板31的一侧设有点焊机34,点焊机34的一侧固定连接有焊头35,焊头35设置在焊接槽32的水平向中心线上,在使用时,通过将镍片条插接进镍片槽33的内腔,使得镍片条放置在电池和焊头35之间,当将电池托板24移动至焊接槽32处时,通过推动点焊机34向靠近定位板31方向移动,同时打开点焊机34即可快速将镍片条与电池进行焊接。
42.在具体实施时,首先将电池放置进存放罩103的内腔,然后将镍片条插接进镍片槽33的内腔,之后轻压存放罩103内腔最顶部的电池,使得存放罩103底部的电池掉落至电池
托板24上,当电池对电池托板24进行挤压时,首先与l型罩板26进行接触压持,使得l型罩板26发生翻转而将弧形压板27卡罩在电池的外壁,之后通过手动摇动第一螺纹杆23使得第一滑板22在第一滑轨座21的内腔进行直线移动,推动电池托板24将电池推出至焊接槽32处,然后通过启动点焊机34并将点焊机34向镍片条方向推动,即可使镍片条与电池进行焊接,从而实现通过摇动第一螺纹杆23即可实现锂电池组的单独移动和焊接工作,从而不需要人力将电池一个个取出和焊接,解放了人力,提升对电池组焊接的工作质量。
43.进一步的,如图5所示,定位板31的一侧固定安装有支撑板36,支撑板36的内部插接有压杆37,压杆37的外壁套设有与支撑板36相连接的第二弹簧38,压杆37的底部固定安装有第一定位环39,第一定位环39的底部设有与底座101相连接的第二定位环310,当将电池托板24上的电池推动至定位板31处时,通过向下按压压杆37可使第一定位环39向下移动,并与第二定位环310相互接触夹持在电池的外壁,从而对电池进行定位卡紧,以便于进行焊接,无需人手操作,且避免在焊接时,电池发生晃动而导致焊接位置出错影响电池的使用,同时,在压杆37的顶部固定安装有呈倾斜状设置的第一限位板311,第一限位板311的顶部设有与点焊机34相连接的第二限位板312,第一限位板311和第二限位板312均呈倾斜状态设置,且当第二限位板312逐渐与第一限位板311相接触时,可对压杆37进行挤压,使得压杆37逐渐向下按压,其中,定位板31远离底座101的一侧固定安装有第二滑板313,所述点焊机34的底部固定安装有滑行推块,所述点焊机34通过滑行推块滑动安装在第二滑板313上。
44.在具体使用时,通过将电池托板24移动至焊接槽32处,使得电池托板24上的电池一端与第二定位环310进行接触,然后在推动点焊机34滑动在第二滑板313顶部时,第二限位板312与点焊机34保持同步移动,随之第二限位板312对第一限位板311进行接触和挤压,使得压杆37逐渐向下移动,使得第一定位环39向下移动并结合第二定位环310一同卡紧在电池的外壁,从而对电池进行定位固定。
45.进一步的,如图7所示,电池托板24的一侧固定安装有与第一滑板22相铰接的球形块25,底座101的一侧固定安装有109,109的水平高度低于底座101的水平高度,且109与底座101的衔接处呈斜坡状设置,在常态下时,电池托板24呈水平状贴合在底座101的表面,当继续推动第一滑板22使得电池托板24向远离底座101方向移动时,电池托板24会从底座101的顶部脱落,此时,电池托板24的底部失去托持,通过球形块25可使电池托板24随着与第一滑块29的接触逐渐向下倾斜,从而可将电池托板24上的电池进行倒出,从而便于电池的取出工作;
46.参照图6和图11所示,下料机构4包括呈倾斜状态设置在电池托板24一侧的下料板41,下料板41的两侧固定安装有挡板42,其中,下料板41向远离电池限位机构2的方向向下倾斜,且挡板42靠近电池限位机构2的一侧面积小于量一侧的面积,从而使得下料板41远离电池限位机构2的一半重量始终大于下料板41靠近电池限位机构2的一半的重量,从而实现下料板41始终保持倾斜状态支撑,下料板41的顶部转动安装有多个滚筒43,限位滑板217的顶部固定安装有定位套44,定位套44的内腔固定安装有与下料板41相连接的第三弹簧45,从而当电池托板24发生倾斜将电池倒出时,可正好掉落至下料板41上,并随着倾斜的下料板41向下滚出,从而可快速将焊接完成的电池进行取出。
47.进一步的,由于电池被l型罩板26和弧形压板27束缚,无法在电池托板24发生倾斜时脱落,在电池托板24的底部开设有滑槽28,滑槽28的内部滑动安装有第一滑块29,第一滑
块29的顶部固定安装有推块210,推块210的一侧固定安装有第一顶板211,第一顶板211滑动安装在滑槽28的内部,其中,第一顶板211呈斜坡状设置,当第一顶板211移动在滑槽28的内腔,并逐渐与l型罩板26发生接触时,通过斜坡状的设置,可逐渐将l型罩板26与电池托板24相贴合的一侧顶起,使得l型罩板26逐渐向上翻转,从而将弧形压板27从电池的外壁松开,且推块210的顶部固定安装有第二顶板212,第二顶板212的一侧固定安装有弧形罩板213,第二顶板212呈斜坡状设置,当第一顶板211逐渐将l型罩板26顶起使得电池失去束缚时,第二顶板212首先与电池的一端接触,可将电池的一端进行抬升,随着推块210的移动,可使第二顶板212和弧形罩板213逐渐将电池进行托举起来,并且随着第一滑块29的移动,带动弧形罩板213推动电池向靠近焊接槽32方向移动。
48.同时结合图8-9所示,第一滑块29的底部通过球形铰接块固定连接有衔接杆214,衔接杆214的底部转动安装有l型托架215,l型托架215的顶部转动安装有第二滑块216,第二滑块216的外壁套设有与电池托板24呈垂直状态设置的限位滑板217,第二滑块216滑动安装在限位滑板217的内部,限位滑板217的一侧设有真空套板218,限位滑板217的一侧固定安装有插接在真空套板218内腔的活塞杆,真空套板218的外壁连通设有通气管219,且真空套板218的底部滑动安装有与109相连接的第二滑轨座221,且真空套板218的一侧固定安装有与l型托架215相连接的衔接板220,在常态下,衔接杆214带动第一滑块29移动在电池托板24远离定位板31的一侧处,且电池托板24移动停留在存放罩103的正下方并与第一滑轨座21的一侧相贴合,同时通过l型托架215的限位,使得真空套板218和限位滑板217移动停留在第二滑轨座221内腔远离定位板31的一侧,当第一螺纹杆23发生转动使得第一滑板22推动电池托板24向远离第一滑轨座21方向移动时,通过l型托架215的限位,可使l型托架215在衔接板220上进行翻转,使得l型托架215的一条侧边推动限位滑板217及其相连接的活塞杆向真空套板218内腔移动,使得真空套板218内圈的气体经由通气管219流出,真空套板218的一侧螺纹连接有第二螺纹杆222,第二螺纹杆222的一端固定连接有用于驱使其进行转动的电机223,限位滑板217的一侧固定安装有与电机223电连接的开关按钮224,当限位滑板217移动至与真空套板218接触时,真空套板218对开关按钮224进行挤压,使得开关按钮224打开并启动电机223进行旋转,使得第二螺纹杆222发生旋转,使得真空套板218在第二滑轨座221的内腔进行直线移动,使得限位滑板217,真空套板218整体移动在第二滑轨座221的内腔,同时带动衔接板220使得l型托架215拉动衔接杆214控制第一滑块29移动在滑槽28的内腔,即可使得第一顶板211、第二顶板212和弧形罩板213移动在电池托板24上,并且通过第一顶板211将l型罩板26顶开使得电池失去束缚,同时使第二顶板212和弧形罩板213逐渐将电池进行托举,并且随着第一滑块29的移动,带动弧形罩板213推动电池向靠近焊接槽32方向移动,即可使得电池移动至焊接槽32处,接受焊接工作,焊接完成后,通过继续推动电池托板24直至电池托板24失去底座101的托持发生倾斜,而将被第二顶板212和弧形罩板213托举起来的电池从电池托板24上倒出,并正好落入下料板41上进行快速取出工作;
49.结合图8所示,通气管219的一端连通设有与点焊机34底部所设置的滑行推块相连接的折叠气囊225,折叠气囊225与通气管219的连接处固定安装有第一限位架226,第一限位架226的外壁固定安装有与第二滑板313相连接的第二限位架227,在使用时,限位滑板217及其相连接的活塞杆向真空套板218内腔移动,使得真空套板218内圈的气体经由通气
管219流出,使得与点焊机34底部所设置的滑行推块相连接的折叠气囊225发生膨胀,进而推动滑行推块带动点焊机34移动在第二滑板313上,进而使得第二限位板312与点焊机34保持同步移动,随之第二限位板312对第一限位板311进行接触和挤压,使得压杆37逐渐向下移动,使得第一定位环39向下移动并结合第二定位环310一同卡紧在电池的外壁,从而对电池进行定位固定。
50.最后应说明的几点是:首先,在本技术的描述中,需要说明的是,除非另有规定和限定,术语“安装”、“相连”、“连接”应做广义理解,可以是机械连接或电连接,也可以是两个元件内部的连通,可以是直接相连,“上”、“下”、“左”、“右”等仅用于表示相对位置关系,当被描述对象的绝对位置改变,则相对位置关系可能发生改变;
51.其次:本发明公开实施例附图中,只涉及到与本公开实施例涉及到的结构,其他结构可参考通常设计,在不冲突情况下,本发明同一实施例及不同实施例可以相互组合;
52.最后:以上所述仅为本发明的优选实施例而已,并不用于限制本发明,凡在本发明的精神和原则之内,所作的任何修改、等同替换、改进等,均应包含在本发明的保护范围之内。
再多了解一些
本文用于创业者技术爱好者查询,仅供学习研究,如用于商业用途,请联系技术所有人。