1.本发明属于激光焊接领域,尤其涉及一种用于厚板钛合金的负压激光填丝焊接装置及方法。
背景技术:
2.钛及其合金由于具有强度高、热强度高、抗腐蚀性好、低温性能好及可焊性好等特点,已被广泛应用于航天领域、海洋领域所需要的各种构件当中,被形象的称为“海洋金属”。
3.但是钛合金焊接性差,焊接缺陷严重,给钛合金的应用带来极大困难,主要体现在随着焊接温度的升高,钛合金吸收氢气、氧气、氮气的能力逐渐上升,导致焊接接头脆化,使其结构的冲击韧性和塑性降低,热影响区产生裂纹。通过工艺实验得出:在无任何装备的条件下对钛合金实施焊接,均无法达到合格的技术要求。目前,国内外钛合金焊接主要是采用两大类生产形式,一类是施加焊枪拖罩的形式,仅对焊枪周围进行通气保护,这种方式施加简单,但容易使保护氛围形成紊流,依然存在保护不良,焊接缺陷严重的情况,只适用于对质量要求较低的零部件的焊接,对于航天、海洋领域中的精密重要件仍然不能满足要求;另一类就是运用大型真空设备完成焊接工序,真空设备动辄几百万乃至上千万,价格昂贵,单加工时间长、效率低,无法达到低成本、高效率的生产要求,由于设备过于昂贵也不易实现广泛推广应用。
4.激光焊接由于其焊接效率高、自动化程度高、焊接变形小,且接头质量可与电子束焊相媲美,使其在钛合金的焊接应用中占有越来越重要的地位。但是由于激光束的光斑很小,这样就会导致为达到较高的装配精度而降低焊接效率;激光焊接钛合金时,熔池的快速凝固容易使组织脆化,此时可能会出现咬边、气孔等弊端。
5.同时,对于厚板钛合金(厚度≥8mm)的焊接,若是想要达到所需要的熔深,则需要大功率激光器辅助。大功率激光器在进行厚板钛合金焊接时,便会存在以下问题:1、激光能量过于集中,导致侧壁热输入能量较低,熔化量不足,导致产生咬边缺陷;2、大功率激光的熔池上方会形成更加致密的等离子体云,阻碍激光的传播,严重削弱激光的穿透能力;3、大气环境下的焊接容易产生严重的氧化问题。
6.相关学者曾提出采用低真空度焊接的方法来抑制焊接过程中的等离子体行为,但是等离子体的减少使激光能量更加集中,侧壁热输入量更加不足,难以消除厚板钛合金焊接的咬边等缺陷。另外,有其他研究也提出采用激光填丝的方法来增大熔池的熔化量,减少咬边缺陷,但是由于填丝过程中激光因熔丝易于产生激光的能量与损耗与波动,同时存在的大量等离子体依然会影响焊接过程的稳定性,因此,使用激光填丝方法无法提高焊接过程的稳定性,保证激光的穿透能力。
7.公开号为cn105728942a的专利公布了一种真空激光填丝加工的装置及方法,但是此方法中将整个送丝机构放于真空仓内,使真空仓的体积受限于送丝机构,大幅度增加了真空仓的体积,严重影响了真空设备的灵活性与简易性;同时,送丝机构位于真空仓内增加
了内部结构的复杂性,不便于对送丝过程进行实时的监测与控制,增加了其在工业化应用中的不方便性。
技术实现要素:
8.为解决上述现有技术中钛合金焊接缺陷严重、真空仓内结构复杂的问题,本发明提供了一种用于厚板钛合金的负压激光填丝焊接装置及方法。
9.本发明的技术方案:一种用于厚板钛合金的负压激光填丝焊接装置,所述装置包括激光器、一级负压仓,所述一级负压仓的仓体上设置焊接窗口,所述激光器与激光头耦合,所述激光头设置在焊接窗口处,所述一级负压仓与一级真空泵连接,所述一级负压仓旁设置二级负压仓,所述二级负压仓与二级真空泵连接,所述送丝机将焊丝送入二级负压仓后,送入一级负压仓进行焊接。
10.所述一级真空泵与一级负压仓连接的管路上设置一级控制阀门,所述二级真空泵与二级负压仓连接的管路上设置二级控制阀门。
11.所述一级负压仓与二级负压仓之间设置厚板。
12.所述一级负压仓的仓体内设置行走机构、焊枪,所述行走机构表面上设置载物台,所述行走机构、焊枪均通过接头与外界控制器相连。
13.所述一级负压仓的仓体内设置联动送丝轮,所述送丝机位于负压仓外,所述送丝机与所述联动送丝轮同步工作。
14.所述一级负压仓与二级负压仓之间厚板上的焊丝穿过处设置一级密封硅胶条,所述二级负压仓的仓体壁上焊丝穿过处设置二级密封硅胶条。
15.所述一级负压仓的仓体顶部设置一级泄气阀门,所述二级负压仓的仓体顶部设置二级泄气阀门。
16.另一方面,本发明提供一种负压激光填丝焊接方法,包括如下步骤:
17.(1)将厚板钛合金的表面进行打磨或者清洗;
18.(2)将打磨或者清洗后的厚板钛合金固定在所述载物台上;
19.(3)关闭一级负压仓与二级负压仓的仓门,打开一级控制阀门和二级控制阀门,关闭一级泄气阀门和二级泄气阀门,启动一级真空泵和二级真空泵分别对一级负压仓和二级负压仓抽真空,同时设定行走机构的行程;
20.(4)所述一级真空泵通过压力表监测一级负压仓内压力情况,达到所需环境压力后,关闭一级控制阀门,一级真空泵停止工作;
21.(5)启动激光器,将经激光头聚焦输出的激光束对准焊缝;
22.(6)启动送丝机,调节好出丝长度,设置好送丝速度,启动焊枪,调整焊丝位置;
23.(7)激光器控制发出激光,同时所述送丝机自动送丝,所述行走机构按照设定行程行走带动待焊工件运动完成焊接过程;
24.(8)焊接完成后,关闭激光器与送丝机,关闭二级控制阀门与二级真空泵,打开一级泄气阀门和二级泄气阀门,打开仓门,取出焊接完成的试样。
25.所述步骤(5)中所述激光器发出的激光通过焊接窗口到达待焊工件表面进行焊接。
26.所述焊枪为三维调节。
27.本发明的有益效果:
28.本发明公开的用于厚板钛合金的负压激光填丝焊接装置,包括激光器、一级负压仓,一级负压仓的仓体上设置焊接窗口,激光器与激光头耦合,激光头设置在焊接窗口处,一级负压仓与一级真空泵连接,一级负压仓旁设置二级负压仓,二级负压仓与二级真空泵连接,送丝机将焊丝送入二级负压仓后,送入一级负压仓,本发明中的焊接装置是一种简易方便负压激光填丝焊接的装置,有效减少了厚板钛合金焊接过程对气体的吸收,提高了钛合金焊接的质量,同时,添加的焊丝能够增加焊接过程中熔池表面的熔化量,抑制咬边缺陷的形成。
29.本发明中有效抑制了厚板钛合金焊接过程中等离子的产生,减少激光能量的损失,实现了使用较小功率便能达到较大熔深的目标,减少能源损耗;本发明中装置设备简单,且送丝机构位于负压仓外部,大幅度减小了负压仓的体积与制造成本,避免了高成本透出购置大型真空送丝设备,对于中小企业无需大的资金投入即可进行高质量生产,大幅节约零件的生产成本,同时具有广泛推广的现实意义;本发明对于难焊、焊接缺陷多的材料同样适用,提高了各类材料焊接质量,可推广使用。
附图说明
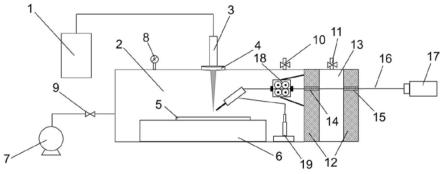
30.图1为本发明用于厚板钛合金的负压激光填丝焊接装置示意图;
31.图2为图1的俯视图;
32.图3a为负压环境下未填丝的激光焊接成形图;
33.图3b为负压环境下激光填丝焊接形成图。
34.其中:1-激光器,2-一级负压仓,3-激光头,4-焊接窗口,5-载物台,6-行走机构,7-一级真空泵,8-测压表,9-一级控制阀门,10-一级泄气阀门,11-二级泄气阀门,12-厚板,13-二级负压仓,14-一级密封硅胶条,15-二级密封硅胶条,16-焊丝,17-送丝机,18-联动送丝轮,19-焊枪,20-二级真空泵,21-二级控制阀门。
具体实施方式
35.为使本发明的目的、技术方案和优点更加清楚明了,下面具体实施例来描述本发明。但是应该理解,这些描述只是示例性的,而并非要限制本发明的范围。此外,在以下说明中,省略了对公知结构和技术的描述,以避免不必要地混淆本发明的概念。
36.本发明公开了一种用于厚板钛合金的负压激光填丝焊接装置,所述装置包括激光器1、一级负压仓2、二级负压仓13,所述一级负压仓2的仓体上设置焊接窗口4,所述激光器1与激光头3耦合,所述激光头用于将激光器发出的激光光束聚到工件表面,所述激光头3设置在焊接窗口4处,所述一级负压仓2与一级真空泵7连接,所述一级负压仓2旁设置二级负压仓13,所述二级负压仓13与二级真空泵20连接,所述送丝机17将焊丝送入二级负压仓13后,送入一级负压仓2。所述一级真空泵7与一级负压仓2连接的管路上设置一级控制阀门9,所述二级真空泵20与二级负压仓13连接的管路上设置二级控制阀门21。
37.所述一级负压仓2的仓体内设置行走机构6、焊枪19,所述行走机构6表面上设置载物台5,所述行走机构6、焊枪19均通过接头与外界控制器相连。所述一级负压仓2的仓体内设置联动送丝轮18,所述送丝机17位于一级负压仓2与二级负压仓13外,所述送丝机与所述
联动送丝轮同步工作。所述一级负压仓2与二级负压仓13之间设置厚板12,所述厚板12为亚克力厚板。所述一级负压仓2与二级负压仓13之间厚板12上的焊丝穿过处设置一级密封硅胶条13,所述二级负压仓13的仓体壁上焊丝穿过处设置二级密封硅胶条15。所述一级负压仓2的仓体顶部设置一级泄气阀门10,所述二级负压仓13的仓体顶部设置二级泄气阀门11。
38.本发明中的送丝机构、一级真空泵、二级真空泵均设置在仓体外,大幅度减小了负压仓的体积与制造成本,避免了高成本透出购置大型真空送丝设备,对于中小企业无需大的资金投入即可进行高质量生产,可视化程度高,操作简单。
39.本发明所述的一种负压激光填丝焊接方法,包括如下步骤:将厚板钛合金根据加工需求加工成所需要精度,并对加工后的两侧表面进行打磨或者清洗;将打磨或者清洗后的待焊厚板钛合金固定在所述载物台上;关闭一级负压仓与二级负压仓的仓门,打开一级控制阀门和二级控制阀门,关闭一级泄气阀门和二级泄气阀门,启动一级真空泵和二级真空泵分别对一级负压仓和二级负压仓抽真空,同时设定自动行走机构的行程;所述一级真空泵通过压力表监测一级负压仓内压力情况,达到所需环境压力后,关闭一级控制阀门,一级真空泵停止工作;启动激光器,将经激光头聚焦输出的激光束对准焊缝;启动送丝机,调节好出丝长度,设置好送丝速度,启动焊枪,调整焊丝位置;在实际焊接过程中,采用机器人集成系统控制焊接工艺参数,首先激光器控制发出激光,同时所述送丝机按照设定好的送丝速度自动送丝,然后所述自动行走机构按照设定行程行走带动待焊工件运动完成焊接过程;焊接完成后,关闭激光器与送丝机,关闭二级控制阀门与二级真空泵,打开一级泄气阀门和二级泄气阀门,打开仓门,取出焊接完成的试样。所述步骤5中所述激光器发出的激光通过负压仓顶部装有石英玻璃的焊接窗口到达待焊工件表面进行焊接;所述步骤6中,所述送丝机工作时,联动送丝轮同步工作,所述焊枪为三维调节。
40.本发明所述的行走机构以及送丝机、联动送丝轮均选自现有技术中的成熟产品,所述焊丝经过送丝机后进入到联动送丝轮之间,送丝机与联动送丝轮联合送丝。
41.本发明所述装置体积小,灵活度高,可适应不同条件下的焊接;其在单激光焊接的基础上仅加入了行走机构的控制,操作简单。采用本发明所述的方法能够避免焊接过程中钛合金的氧化,同时减少激光等离子体对激光能量的损耗,提高匙孔稳定性,从而增加熔深,减少焊缝中的气孔缺陷,提高钛合金焊接的质量,同时,添加的焊丝能够增加焊接过程中熔池表面的熔化量,抑制咬边缺陷的形成,克服了现有技术中的技术阻力。
42.实施例1
43.本发明所述的一种负压激光填丝焊接方法,采用上述装置实现,该方法包括如下步骤:将8mm厚钛合金根据加工需求加工成所需要精度,并对加工后的两侧表面进行打磨或者清洗;将打磨或者清洗后的待焊厚板钛合金固定在所述载物台上;关闭一级负压仓与二级负压仓的仓门,打开一级控制阀门和二级控制阀门,关闭一级泄气阀门和二级泄气阀门,启动一级真空泵和二级真空泵分别对一级负压仓和二级负压仓抽真空,同时设定自动行走机构的行程(200mm)与速度(1.5m/min);所述一级真空泵通过压力表监测一级负压仓内压力情况,达到所需环境压力后,关闭一级控制阀门,一级真空泵停止工作;启动激光器,将经激光头聚焦输出的激光束对准焊缝;启动送丝机,调节好出丝长度,设置好送丝速度(0.6m/min),启动焊枪,调整焊丝位置;在实际焊接过程中,采用机器人集成系统控制焊接工艺参数:激光功率(4000w),首先激光器控制发出激光,同时所述送丝机按照设定好的送丝速度
自动送丝,然后所述行走机构按照设定行程行走带动待焊工件运动完成焊接过程;焊接完成后,关闭激光器与送丝机,关闭二级控制阀门与二级真空泵,打开一级泄气阀门和二级泄气阀门,打开仓门,取出焊接完成的试样。步骤5中所述激光器发出的激光通过负压仓顶部装有石英玻璃的焊接窗口到达待焊工件表面进行焊接;步骤6中,所述送丝机工作时,联动送丝轮同步工作,所述焊枪为三维调节。
44.图3a、图3b为对比负压环境下未填丝焊接与填丝焊接的表面成形图。图3a为负压环境下未填丝的激光焊接成形图,可以看到焊缝有很明显的咬边缺陷;图3b为负压环境下激光填丝焊接,焊缝成形较好。
45.本发明在厚板钛合金的焊接过程中,将清理好的钛合金板材放入一级负压仓,关闭一级负压仓的仓门,先后对二级负压仓、一级负压仓抽真空;在设置好激光参数,导轨行程、送丝速度后焊接实验;实验完成后卸掉负压环境,取出板材,完成实验。
46.本发明提供了一种简易方便负压激光填丝焊接的装置,能够通过抑制等离子体对激光的屏蔽效果来提高匙孔稳定性,从而减少由于匙孔坍塌形成的气孔数量;同时,负压环境下空气的减少也有效减少了厚板钛合金焊接过程对气体的吸收,进一步降低了焊缝中的气孔率,提高了钛合金焊接的质量。添加的焊丝能够增加焊接过程中熔池表面的熔化量,抑制咬边缺陷的形成;本装置对于难焊、焊接缺陷多的材料同样适用,提高了各类材料焊接质量,可推广使用。
47.本发明的具体保护范围不仅限以上解释说明,任何在本发明揭露的技术思路范围内,及根据本发明的技术方案加以简单地替换或改变,都应在本发明的保护范围之内。
再多了解一些
本文用于创业者技术爱好者查询,仅供学习研究,如用于商业用途,请联系技术所有人。