技术特征:
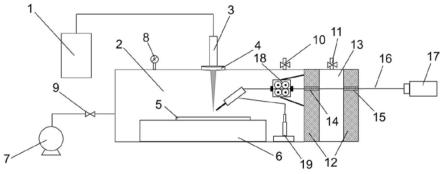
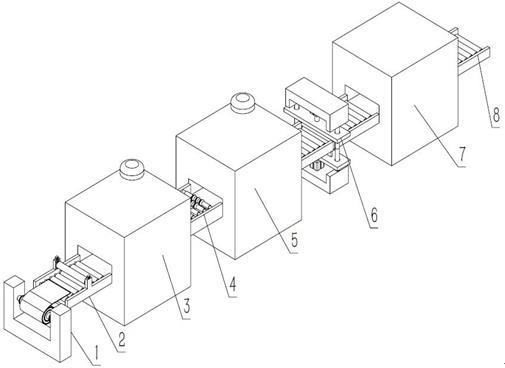
1.一种用于厚板钛合金的负压激光填丝焊接装置,其特征在于,所述装置包括激光器(1)、一级负压仓(2)、二级负压仓(13),所述一级负压仓(2)的仓体上设置焊接窗口(4),所述激光器(1)与激光头(3)耦合,所述激光头(3)设置在焊接窗口(4)处,所述一级负压仓(2)与一级真空泵(7)连接,所述一级负压仓(2)旁设置二级负压仓(13),所述二级负压仓(13)与二级真空泵(20)连接,所述送丝机(17)将焊丝送入二级负压仓(13)后,送入一级负压仓(2)进行焊接。2.根据权利要求1所述的用于厚板钛合金的负压激光填丝焊接装置,其特征在于,所述一级真空泵(7)与一级负压仓(2)连接的管路上设置一级控制阀门(9),所述二级真空泵(20)与二级负压仓(13)连接的管路上设置二级控制阀门(21)。3.根据权利要求1所述的用于厚板钛合金的负压激光填丝焊接装置,其特征在于,所述一级负压仓(2)与二级负压仓(13)之间设置厚板(12)。4.根据权利要求1所述的用于厚板钛合金的负压激光填丝焊接装置,其特征在于,所述一级负压仓(2)的仓体内设置行走机构(6)、焊枪(19),所述行走机构(6)表面上设置载物台(5),所述行走机构(6)、焊枪(19)均通过接头与外界控制器相连。5.根据权利要求4所述的用于厚板钛合金的负压激光填丝焊接装置,其特征在于,所述一级负压仓(2)的仓体内设置联动送丝轮(18),所述送丝机(17)位于一级负压仓(2)与二级负压仓(13)外,所述送丝机(17)与所述联动送丝轮(18)同步工作。6.根据权利要求5所述的用于厚板钛合金的负压激光填丝焊接装置,其特征在于,所述一级负压仓(2)与二级负压仓(13)之间厚板(12)上的焊丝穿过处设置一级密封硅胶条(13),所述二级负压仓(13)的仓体壁上焊丝穿过处设置二级密封硅胶条(15)。7.根据权利要求6所述的用于厚板钛合金的负压激光填丝焊接装置,其特征在于,所述一级负压仓(2)的仓体顶部设置一级泄气阀门(10),所述二级负压仓(13)的仓体顶部设置二级泄气阀门(11)。8.一种负压激光填丝焊接方法,其特征在于,所述方法基于权利要求1-7任一项所述的用于厚板钛合金的负压激光填丝焊接装置实现,包括如下步骤:(1)将厚板钛合金的表面进行打磨或者清洗;(2)将打磨或者清洗后的厚板钛合金固定在所述载物台上;(3)关闭一级负压仓与二级负压仓的仓门,打开一级控制阀门和二级控制阀门,关闭一级泄气阀门和二级泄气阀门,启动一级真空泵和二级真空泵分别对一级负压仓和二级负压仓抽真空,同时设定行走机构的行程;(4)所述一级真空泵通过压力表监测一级负压仓内压力情况,达到所需环境压力后,关闭一级控制阀门,一级真空泵停止工作;(5)启动激光器,将经激光头聚焦输出的激光束对准焊缝;(6)启动送丝机,调节好出丝长度,设置好送丝速度,启动焊枪,调整焊丝位置;(7)激光器控制发出激光,同时所述送丝机自动送丝,所述行走机构按照设定行程行走带动待焊工件运动完成焊接过程;(8)焊接完成后,关闭激光器与送丝机,关闭二级控制阀门与二级真空泵,打开一级泄气阀门和二级泄气阀门,打开仓门,取出焊接完成的试样。9.根据权利要求8所述的负压激光填丝焊接方法,其特征在于,所述步骤(5)中所述激
光器发出的激光通过焊接窗口到达待焊工件表面进行焊接。10.根据权利要求8所述的负压激光填丝焊接方法,其特征在于,所述焊枪为三维调节。
技术总结
本发明涉及激光焊接领域,具体公开了一种用于厚板钛合金的负压激光填丝焊接装置,所述装置包括激光器、一级负压仓,所述一级负压仓的仓体上设置焊接窗口,所述激光器与激光头耦合,所述激光头设置在焊接窗口处,所述一级负压仓与一级真空泵连接,所述一级负压仓旁设置二级负压仓,所述二级负压仓与二级真空泵连接,所述送丝机将焊丝送入二级负压仓后,送入一级负压仓。本发明解决了现有技术中钛合金焊接质量差,焊接缺陷严重的问题。焊接缺陷严重的问题。焊接缺陷严重的问题。
技术研发人员:檀财旺 徐炳孝 刘福运 吴来军 陈波 宋晓国 王栋
受保护的技术使用者:山东船舶技术研究院
技术研发日:2022.08.24
技术公布日:2022/11/18
再多了解一些
本文用于创业者技术爱好者查询,仅供学习研究,如用于商业用途,请联系技术所有人。