1.本发明涉及纤维絮片技术领域,具体涉及一种莱赛尔纤维絮片及其制备方法和应用。
背景技术:
2.莱赛尔纤维(lyocell)俗称“天丝绒”,是以天然植物纤维为原料,被誉为近半个世纪以来人造纤维史上最具有价值的产品。莱赛尔纤维是将纤维素(浆粕)直接物理溶解于nmmo水溶液,经干湿法纺丝制得的再生纤维素纤维。兼具天然纤维和合成纤维的多重优良特性。它的原料是大自然取之不尽用之不竭的纤维素,不仅节能环保,而且持续发展。但莱赛尔纤维具有高度结晶结构,微原纤间的横向结合力较弱,纤维易皮层脱落,残留层纵向开裂,形成原纤绒毛。由于莱赛尔纤维容易原纤化,所以用这种纤维制备的面料容易起毛起球,所以目前莱赛尔纤维的使用还不普遍。
3.絮片指絮状沉淀物的小薄片,也可指植物纤维、动物纤维或化学纤维制成的供保暖、隔热或防震用的片型绵状物。如果能利用莱赛尔纤维容易原纤化的这个缺点,将其原纤化就能够用于制备得到蓬松的絮片。但是原纤化后的莱赛尔纤经过梳理后出现毛粒得到絮片容易起球或出现毛粒,疵点较多,絮片无法使用。所以需要一种制备莱赛尔纤维絮片的方法,既能得到蓬松的絮片,又能解决絮片起球疵点多的问题。
技术实现要素:
4.针对上述现有技术,本发明的目的是提供一种莱赛尔纤维絮片及其制备方法和应用。本发明利用莱赛尔纤维容易原纤化这一问题,将其制备成蓬松的絮片,可用来制造热风棉保暖絮片,口罩棉,弹性恢复性好,手感润滑,强度高,基本不缩水,透湿性透水性好,堪称为21世纪绿色环保絮片。
5.为实现上述目的,本发明采用如下技术方案:
6.本发明的第一方面,提供一种莱赛尔纤维絮片,包括以下重量百分比的原料:
7.莱赛尔纤维85~95%,es纤维5~15%;
8.所述莱赛尔纤维和es纤维均为短纤。
9.优选的,所述莱赛尔纤维的规格为3d或4d,长度为51或64mm;
10.所述es纤维的规格为2d,长度为51或64mm。
11.本发明的第二方面,提供莱赛尔纤维絮片的制备方法,包括以下步骤:
12.(1)将莱赛尔纤维和es纤维分别进行开松,将开松后的莱赛尔纤维和es纤维进行混棉,混棉完成后进行梳理,机械成网,得到纤维纵向排列的单层纤网;
13.(2)步骤(1)得到的单层纤网沿其纤维垂直方向在单层纤网的上下两面施加摩擦力,对单层纤网进行搓摩,使单层纤网中的莱赛尔纤维原纤化;
14.(3)将搓摩后的单层纤网进行铺网得到多层纤网,多层纤网通过热风加热得到莱赛尔纤维絮片。
15.优选的,步骤(2)中,将单层纤网送入上下紧密排列的上摩擦辊和下摩擦辊之间,通过位于上摩擦辊的左右移动对单层纤网进行搓摩;下摩擦辊只转动,上摩擦辊在转动的同时进行左右移动;
16.优选的,所述单层纤网送入上摩擦辊和下摩擦辊之间的速度与上摩擦辊和下摩擦辊的转速相同。
17.优选的,所述单层纤网的移动速度为24~25m/min;
18.优选的,所述上摩擦辊左右移动的速度为9m/min。
19.优选的,所述上摩擦辊为光辊,所述下摩擦辊为皮辊。
20.优选的,步骤(3)中,所述热风加热的温度为150℃;热风加热时在多层纤网的上下通入循环风。
21.本发明的第三方面,提供莱赛尔纤维絮片在制备口罩棉或热风棉保暖絮片中的应用。
22.本发明的第四方面,提供一种莱赛尔纤维口罩棉,由莱赛尔纤维絮片制得,所述口罩棉的面密度为50g/m2。
23.本发明的第五方面,提供一种莱赛尔纤维热风保暖絮片,由莱赛尔纤维絮片制得,所述热风保暖絮片的面密度为60~300g/m2。
24.本发明的有益效果:
25.(1)本发明的方法利用莱赛尔纤维容易原纤化这一问题,将其制备成蓬松的絮片,可用来制造热风棉保暖絮片,口罩棉,弹性恢复性好,手感润滑,强度高,基本不缩水,透湿性透水性好,堪称为21世纪绿色环保絮片。
26.(2)本发明使用的莱赛尔纤维是由原料纯天然原料制成,绿色环保无污染,用作口罩棉时以解决化学纤维做口罩棉对人体带来的潜在危害,透气性强,能提高口罩的透气性。
27.(3)本发明的方法简单,巧妙的利用了莱赛尔纤维容易原纤化这一特点,制备成本低,拓宽了莱赛尔纤维的使用范围,适合大范围推广。
附图说明
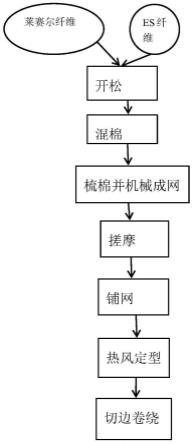
28.图1:本发明的工艺流程图;
29.图2:莱赛尔纤维在搓摩后、原纤化后的扫描电镜图;
30.图3:本发明的莱赛尔纤维絮片的加工装置的结构示意图;
31.图4:本发明的莱赛尔纤维用搓摩机的结构示意图;
32.图5:引导辊与上摩擦辊、下摩擦辊的结构示意图;
33.其中:1-莱赛尔纤维用搓摩机,2-上摩擦辊,3-下摩擦辊,4-壳体,5-第一辊轴,6-第一转动电机,7-第一轴承,8-第二辊轴,9-第二转动电机,10-第二轴承,11-移动支架,12-移动滑块,13-滑轨,14-曲柄摇杆,15-第一引导辊,16-第二引导辊,17-进网口,18-出网口,19-第一移动网帘,20-铺网机,21-烘箱,22-混棉机,23-开松机,24-给棉机,25-纵向梳理机,26-第二移动网帘,27-锡林,28-开毛辊,29-工作辊,30-上道夫,31-下道夫,32-上剥去辊,33-下剥去辊,34-第三移动网帘,35-定量控制器,36-风机,37-切边收卷装置,38-循环风机,39-温控器,40-剥毛辊。
具体实施方式
34.应该指出,以下详细说明都是例示性的,旨在对本技术提供进一步的说明。除非另有指明,本文使用的所有技术和科学术语具有与本技术所属技术领域的普通技术人员通常理解的相同含义。
35.正如背景技术部分介绍的,莱赛尔纤维具有高度结晶结构,微原纤间的横向结合力较弱,所以受到横向的摩擦力时会出现纤维原纤化,做成面料或无纺布使用,容易起毛起球。这一问题限制了莱赛尔纤维的应用。
36.基于此,本发明的目的是提供一种莱赛尔纤维絮片及其制备方法和应用。本发明利用莱赛尔纤维容易原纤化这一缺陷来制备蓬松的絮片。如图1所示,本发明的工艺流程为:现将莱赛尔纤维和es纤维分别开松,然后混棉、给棉;将纤维梳理后机械成网时,通过去掉杂乱辊将所有纤维梳理成纵向排列的单层纤网,然后用剥去辊直接将单层纤网输送至网帘上,再将单层纤网用上下紧密排列的两个摩擦辊进行搓摩,用一个适当的摩擦力横向摩擦单层纤网中的纵向排列的莱赛尔纤维,通过横向的摩擦力将莱赛尔纤维原纤化,单根莱赛尔纤维就会皮层脱落,残留层纵向开裂,形成原纤茸毛,这样单层纤网就变得蓬松。由图2可以看出,莱赛尔纤维原纤化后,纤维的表面形成很多原纤茸毛。但是由于单层纤网较薄弱,摩擦力过大单层纤网会破裂。所以如何控制摩擦速度和进网速度,成为纤维原纤化的重点。通过试验发现,在本发明的面密度下,摩擦速度控制在9m/min,纤网的进网速度控制在24~25m/min时,纤网既不会破裂,纤维也能原纤化。
37.本发明在制备莱赛尔纤维絮片时,开松、混棉、给棉、热风定型都使用现有设备,纤维机械成网时,将梳理机中的杂乱辊去掉,其他设备保持不变。
38.如图3所示,一种莱赛尔纤维絮片的加工装置,包括莱赛尔纤维用搓摩机1,所述莱赛尔纤维用搓摩机1的一端通过第一移动网帘19与铺网机20、烘箱21连接;所述莱赛尔纤维用搓摩机1的另一端依次与纵向梳理成网机构、混棉机22和开松机23连接;
39.所述纵向梳理成网机构包括给棉机24和纵向梳理机25,所述给棉机24通过第二移动网帘26与纵向梳理机25连接,所述纵向梳理机25包括锡林27,所述锡林27上设有开毛辊28、五个组合辊、上道夫30和下道夫31;每个组合辊均包括工作辊29和剥毛辊40;所述上道夫30和下道夫31分别与上剥去辊32和下剥去辊33连接;所述上剥去辊32和下剥去辊33分别通过第三移动网帘34与莱赛尔纤维用搓摩机1连接,所述给棉机24通过第二移动网帘26与开毛辊28连接;所述混棉机22通过带有定量控制器35的管道与给棉机24连接。
40.每个组合辊之间的间隔均相同。所述开松机23通过顶部设置的带风机36的管道与混棉机22连接。所述烘箱21的长度为12m,所述烘箱21的上下两个内壁上各设有3台循环风机38。所述烘箱21内间隔设有八台温控器39。所述烘箱21的另一端还与切边收卷装置37连接。
41.如图4和图5所示,莱赛尔纤维用搓摩机包括紧密接触的上摩擦辊2和下摩擦辊3;所述上摩擦辊2和下摩擦辊3均位于壳体4内;所述下摩擦辊3通过两端的第一辊轴5横向固定于壳体4内,所述第一辊轴5的一端与第一转动电机6连接、另一端与第一轴承7连接;所述上摩擦辊2通过两端的第二辊轴8横向固定于移动装置内,所述第二辊轴8的一端与第二转动电机9连接、另一端与第二轴承10连接;所述移动装置包括移动支架11,所述移动支架11的顶部与移动滑块12固定连接,所述移动滑块12的顶部与壳体4顶部设置的滑轨13活动连
接,所述移动滑块12还与壳体4外部设置的曲柄摇杆14连接;所述壳体4的两端分别设有进网口17和出网口18;所述进网口17和出网口18均与下摩擦辊3的顶部位于同一水平线上。所述上摩擦辊2通过两端的第二辊轴8横向固定于移动支架11的内壁上。
42.所述第一转动电机6和第一轴承7分别位于壳体4的外壁上;所述第二转动电机9和第二轴承10分别位于移动支架11的内壁上。所述上摩擦辊2为光辊,所述下摩擦辊3为皮辊。所述移动滑块12位于滑轨13的中央,所述移动滑块12的移动距离小于滑轨13的长度。所述壳体4中还设有引导辊,所述引导辊包括由上至下设置的第一引导辊15和第二引导辊16;所述第一引导辊15的底部与上摩擦辊2的底部位于同一水平线上;所述第二引导辊16的底部与下摩擦辊3的底部位于同一水平线上;所述引导辊靠近进网口17一侧,所述上摩擦辊2和下摩擦辊3均靠近出网口18一侧。
43.为了使得本领域技术人员能够更加清楚地了解本技术的技术方案,以下将结合具体的实施例详细说明本技术的技术方案。
44.本发明实施例中所用的试验材料均为本领域常规的试验材料,均可通过商业渠道购买得到。
45.实施例1
46.制备口罩棉用絮片的方法:
47.1.组成:莱赛尔纤维的规格为4d,长度为51mm;es纤维的规格为2d,长度为51mm,莱赛尔纤维850kg,es纤维150kg。
48.2.设定产品参数:
49.面密度:50
±
5g/cm250.3.制备方法:
51.s01,开松:将莱赛尔纤维、es纤维分别送入开松箱进行开松。
52.s02,混棉:将开松后的莱赛尔纤维、es纤维送入混棉箱进行混棉得到混合料。
53.s03,梳理:混合料给棉,送到梳理机中,机械成网,得到纤维纵向排列的单层纤网。
54.s04,搓摩:将单层纤网通过网帘以24.6m/min的速度送入搓摩机中,通过横向搓摩使莱赛尔纤维原纤化,单层纤网横向对搓的速度为9m/min。将单层纤网沿其纤维垂直方向在单层纤网的上下两面摩擦,对单层纤网进行搓摩,使单层纤网中的莱赛尔纤维原纤化,得到原纤化后的单层纤网。
55.s05:铺网:将原纤化后的单层纤网平铺在铺网机的网帘上,经往复折叠铺网,得到多层纤网。
56.s06,热风定型:将多层纤网送入烘箱进行热风定型。
57.s09,切边卷绕:热风定型后的成品切边卷绕即得含莱赛尔纤维口罩棉。
58.4.设备参数:
59.大锡林转速的变压器:36hz;
60.正向铺网速度(电机转动频率)1速至5速依次为:22.50hz,21.50hz,24.50hz,21.00hz,23.00hz;反向铺网速度5速至1速依次为:22.50hz,21.50hz,24.50hz,21.00hz,23.00hz;烘箱长度为11m,温控器6个,下循环风机6台,烘箱的温度设置为:150℃。
61.实施例2
62.制备保暖用絮片的方法:
63.1.组成:莱赛尔纤维的规格为4d,长度为64mm;es纤维的规格为2d,长度为64mm,莱赛尔纤维950kg,es纤维50kg。
64.2.设定产品参数:
65.面密度:100
±
5g/cm266.3.制备方法:
67.s01,开松:将莱赛尔纤维、es纤维分别送入开松箱进行开松。
68.s02,混棉:将开松后的莱赛尔纤维、es纤维送入混棉箱进行混棉得到混合料。
69.s03,梳理:混合料给棉,送到梳理机中,机械成网,得到纤维纵向排列的单层纤网。
70.s04,搓摩:将单层纤维通过网帘以24m/min的送入搓摩机中,通过横向搓摩使莱赛尔纤维原纤化,单层纤网横向对搓的速度为9m/min。对单层纤网进行搓摩,使单层纤网中的莱赛尔纤维原纤化,得到原纤化后的单层纤网。
71.s05:铺网:将原纤化后的单层纤网平铺在铺网机的网帘上,经往复折叠铺网,得到多层纤网。
72.s06,热风定型:将多层纤网送入烘箱进行热风定型。
73.s09,切边卷绕:热风定型后的成品切边卷绕即得含莱赛尔纤维口罩棉。
74.4.设备参数:
75.大锡林转速的变压器:36hz;
76.正向铺网速度(电机转动频率)1速至5速依次为:22.50hz,21.50hz,24.50hz,21.00hz,23.00hz;反向铺网速度5速至1速依次为:22.50hz,21.50hz,24.50hz,21.00hz,23.00hz;烘箱长度为11m,温控器6个,下循环风机6台,烘箱的温度设置为:150℃。
77.以上所述仅为本技术的优选实施例而已,并不用于限制本技术,对于本领域的技术人员来说,本技术可以有各种更改和变化。凡在本技术的精神和原则之内,所作的任何修改、等同替换、改进等,均应包含在本技术的保护范围之内。
再多了解一些
本文用于创业者技术爱好者查询,仅供学习研究,如用于商业用途,请联系技术所有人。