1.本发明涉及羽绒被加工领域,尤其涉及一种羽绒被切穿工艺。
背景技术:
2.羽绒被切穿工艺是指将被子铺平固定在绗缝机上,让羽绒填充物均匀分布,设置好切穿参数,用缝制线将被子的上下两层进行缝合,从而固定羽绒的一种生产工艺。由于切穿是直接对上下两层面料进行缝合,因此能更好地放置点宠物的位移,从而有效保证被子的原有属性。
技术实现要素:
3.本发明要解决的技术问题是针对现有技术的现状,提供一种羽绒被切穿工艺,实现羽绒被的自动化切穿工艺,提高了切穿效率。
4.本发明解决上述技术问题所采用的技术方案为:一种羽绒被切穿工艺,其特征在于:切穿装置包括放布辊、主链辊、副链辊、上支撑板、下支撑板、充绒机、纵缝纫机构和横缝纫机构,在主链辊和副链辊的两端分别设置有链轮,在主链辊的链轮和副链辊的链轮之间设置有链条,在链条上间隔设置有多个固定于链条的链板上的夹持件,上支撑板上开设有横缝纫孔和多个纵缝纫孔,横缝纫机构设置于横缝纫孔上方,纵缝纫机构设置于纵缝纫孔上方,充绒机设置于放布辊和副链辊之间,充绒机包括机体、主管和充绒管,主管和机体相连,充绒管横向布置且与主管相连通;切穿工艺包括以下步骤:
5.步骤s1,被套绕卷于放布辊上;
6.步骤s2,被套一端的两个角分别连接于对应的链条夹持件上,主链辊转动,链条拉动被套向前展开,放布辊配合转动将被套放出,被套完全展开于上支撑板上;
7.步骤s3,充绒管插入被套内的最前端处,充绒机工作,随着链条的继续拉动,充绒机将羽绒均布填充于被套内;
8.步骤s4,被套前部移动至纵缝纫孔处时,纵缝纫机构随着被套的移动对被套进行纵向缝纫;
9.步骤s4,随着被套继续向前移动,被套上需要进行横向缝纫的部分移动至横缝纫孔处时,主链辊停止转动,被套静止于上支撑板上,横缝纫机构对被套进行横向缝纫;
10.步骤s5,主链辊重新启动,被套继续向前移动,充绒机继续对被套剩余部分进行连续均匀充绒,纵缝纫机构对充绒后的被套部分进行纵向缝纫,直至被套上下一处需要进行横向缝纫的部分移动至横缝纫孔处;
11.步骤s6,重复步骤s4和s5,被套切穿的持续进行,前端切穿完成的被套部分绕过主链辊移动至下支撑板上,直至被套完全切穿完成后,整个羽绒被将置于下支撑板;
12.步骤s7,松开夹持件和被套之间的连接,取下羽绒被。
13.作为改进,所述充绒机主管可进行纵向伸缩,充绒管可进行横向伸缩,在主管和充绒机之间连接有连接软管。
14.再改进,所述切穿装置还包括一夹持杆,夹持杆上间隔设置有用于对被套一端侧边进行夹持的固定件,在夹持杆的两端分别设置有与夹持件进行连接的连接件。
15.再改进,所述纵缝纫机构包括一组相对竖向布置的立杆,立杆上竖向滑动设置有安装杆,安装杆上间隔布置有多个纵缝纫头。
16.再改进,所述横缝纫机构包括一组相对竖向布置的支撑杆,支撑杆上竖向滑动设置有丝杠,丝杠的一端固定连接有丝杠电机,丝杠上设置有一安装块,安装块内设置有与丝杠配合的丝杠螺母,在安装块的下方连接有横缝纫头。
17.再改进,所述切穿装置还包括一蓬松机构,蓬松机构包括至少一根横向布置的振动钢丝,充绒完成的被套经过振动钢丝时,振动钢丝自身发生振动作用于被套上。
18.与现有技术相比,本发明的优点在于:本发明设计两根链条输送结构,链条上的夹持件和被套一端连接后,利用链条的运动来带动被套的移动,同时结合羽绒被的充绒和切穿工艺,使得被套充绒后能够直接进行切穿,同时,链条带动切穿完成后的羽绒被部分绕过主链辊转移至下支撑板上,链条同时具有对羽绒被的上料和卸料功能,实现了羽绒被的自动化切穿工艺,提高了切穿效率。
附图说明
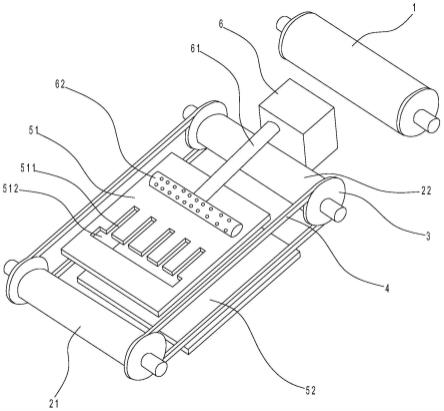
19.图1是本发明实施例中羽绒被切穿工艺所涉及到的切穿装置的结构示意图;
20.图2是图1的侧视图;
21.图3是本发明实施例中纵缝纫机构的结构示意图;
22.图4是本发明实施例中横缝纫机构的结构示意图;
23.图5是本发明实施例中夹持杆的结构示意图。
具体实施方式
24.以下结合附图实施例对本发明作进一步详细描述。
25.如图1至5所示,本实施中的羽绒被切穿装置包括放布辊1、主链辊21、副链辊22、上支撑板51、下支撑板52、充绒机6、纵缝纫机构8和横缝纫机构9,在主链辊21和副链辊22的两端分别设置有链轮3,在主链辊21的链轮和副链辊22的链轮3之间设置有链条4,在链条4上间隔设置有多个固定于链条4的链板上的夹持件41,上支撑板51上开设有横缝纫孔512和多个纵缝纫孔511,横缝纫机构9设置于横缝纫孔512上方,纵缝纫机构8设置于纵缝纫孔511上方,充绒机6设置于放布辊1和副链辊22之间,充绒机6包括机体、主管61和充绒管62,主管61和机体相连,充绒管62横向布置且与主管61相连通,优选地,充绒机6主管61可进行纵向伸缩,充绒管62可进行横向伸缩,在主管61和充绒机之间连接有连接软管。
26.进一步地,为了便于夹持件41能够完全对被套7的一端进行夹持,还设计了一夹持杆结构,如图5所示,夹持杆结构包括夹持杆42,夹持杆42上间隔设置有用于对被套7一端侧边进行夹持的固定件421,在夹持杆42的两端分别设置有与夹持件41进行连接的连接件。在夹持件41对被套7一端进行夹持之前,先利用夹持杆42对被套7一端进行夹持,再将夹持杆42的两端分别固定连接于对应的夹持件41上,这样,由于夹持杆42上间隔设置有多个固定件421,每个固定件421分别和被套进行夹持固定,从哪儿实现了夹持杆42对被套7的稳固夹持作用,而如果只有两个夹持件41对被套7两个角的夹持时,在两个夹持件41之间的被套区
域容易发生内陷,造成链条4带动的效果欠佳。
27.另外,如图3所示,纵缝纫机构8包括一组相对竖向布置的立杆81,立杆81上竖向滑动设置有安装杆82,安装杆82上间隔布置有多个纵缝纫头83,随着被套7的缓慢移动,安装杆82上的各个纵缝纫头83即可对被套进行纵向的缝纫。如图4所示,横缝纫机构9包括一组相对竖向布置的支撑杆91,支撑杆91上竖向滑动设置有丝杠92,丝杠92的一端固定连接有丝杠电机95,丝杠92上设置有一安装块94,安装块94内设置有与丝杠92配合的丝杠螺母,在安装块94的下方连接有横缝纫头93,这样,利用丝杠电机95即可带动横缝纫头93沿着丝杠92来回移动,在被套7静止状态时,横缝纫头93即可对被套7对应处进行横向缝纫。从而实现了被套7的纵向和横向切穿,被套内的羽绒被限位于纵向缝纫线和横向缝纫线组成的空间内,避免被套内的羽绒发生窜动。
28.本发明的切穿工艺包括以下步骤:
29.步骤s1,被套7绕卷于放布辊1上;
30.步骤s2,被套7一端的两个角分别连接于对应的链条4夹持件41上,主链辊21转动,放布辊1配合转动将被套7放出,链条4拉动被套7向前展开,被套7完全展开于上支撑板51上;
31.步骤s3,充绒管62插入被套7内的最前端处,充绒机6工作,随着链条4的继续拉动,充绒机6将羽绒均布填充于被套7内;
32.步骤s4,被套7前部移动至纵缝纫孔511处时,纵缝纫机构8随着被套7的移动对被套7进行纵向缝纫;
33.步骤s4,随着被套7继续向前移动,被套7上需要进行横向缝纫的部分移动至横缝纫孔512处时,主链辊21停止转动,被套7静止于上支撑板51上,横缝纫机构9对被套7进行横向缝纫;
34.步骤s5,主链辊21重新启动,被套7继续向前移动,充绒机6继续对被套7剩余部分进行连续均匀充绒,纵缝纫机构9对充绒后的被套7部分进行纵向缝纫,直至被套7上下一处需要进行横向缝纫的部分移动至横缝纫孔512处;
35.步骤s6,重复步骤s4和s5,被套7切穿的持续进行,前端切穿完成的被套7部分绕过主链辊21移动至下支撑板52上,直至被套7完全切穿完成后,整个羽绒被将置于下支撑板52;
36.步骤s7,松开夹持件41和被套7之间的连接,取下羽绒被。
37.进一步地,本发明还设计了一蓬松机构,蓬松机构包括至少一根横向布置的振动钢丝,充绒完成的被套7经过振动钢丝时,振动钢丝自身发生振动作用于被套7上。这样,在充绒过程中,蓬松机构上的振动钢丝能够同时对刚充绒完成后的被套7部分进行敲弹,提高了羽绒的缝松度和均匀性。
38.综上,本发明设计两根链条4输送结构,链条4上的夹持件41和被套7一端连接后,利用链条4的运动来带动被套7的移动,同时结合羽绒被的充绒和切穿工艺,使得被套充绒后能够直接进行切穿,同时,链条4带动切穿完成后的羽绒被部分绕过主链辊21转移至下支撑板52上,链条4同时具有对羽绒被的上料和卸料功能,实现了羽绒被的自动化切穿工艺,提高了切穿效率。
再多了解一些
本文用于创业者技术爱好者查询,仅供学习研究,如用于商业用途,请联系技术所有人。