1.本发明涉及袋装弹簧生产机械领域,具体涉及一种袋装弹簧焊切输出方法及袋装弹簧焊切输送机构。
背景技术:
2.在生产袋装弹簧时,需要对弹簧进行焊接成袋,然后焊接成袋一定数量后的袋装弹簧条进行分切,最后将分切后的弹簧条输出。
3.现有的弹簧袋装机本身并不具备对袋装弹簧进行分切的结构,常用的弹簧袋装机通过设置焊接机构生产出整条的长条袋装弹簧,然后再弹簧袋装机外置一个分切机构,然后将分切出来的袋装弹簧输出。
4.然而这种方法不利于一次性生产,故此提出一种能够一次性生产出袋装弹簧的方法,同时提出能够实现该方法的袋装弹簧焊切输送机构。
技术实现要素:
5.针对现有技术的不足,本发明旨在提供一种袋装弹簧焊切输出方法及袋装弹簧焊切输送机构。
6.为实现上述目的,本发明采用如下技术方案:
7.一种袋装弹簧焊切输出方法,该方法包括以下步骤:
8.s1:设定触发焊接切断的预设信息;
9.s2:获取第n个周期的生产信息,n为大于等于1的整数;
10.s3:对比生产信息与预设信息;
11.s4:若生产信息对比预设信息触发焊接切断,焊切机构对袋装弹簧进行焊接切断,否则焊切机构对袋装弹簧进行焊接;
12.s5:若生产信息对比预设信息触发焊接切断,拉簧机构位移到位于焊切机构输入端的袋装弹簧处固定该袋装弹簧,然后拉簧机构逐步将该弹簧转移到输出机构上,否则拉簧机构保持原有动作;
13.s6:赋值n=n 1,重复s2~s5直至机器停止或重新设定预设信息。
14.进一步的,否则拉簧机构保持原有动作具体包括:
15.若生产信息对比预设信息不触发焊接切断,此时所述拉簧机构处于固定袋装弹簧且该袋装弹簧未进入输出机构状态时,所述拉簧机构继续完成固定该袋装弹簧并将该弹簧转移到输出机构上的动作;
16.若生产信息对比预设信息不触发焊接切断,此时所述拉簧机构处于未固定任何弹簧的停止状态时,拉簧机构保持停止状态。
17.进一步的,所述拉簧机构位移到位于焊切机构输入端的袋装弹簧处固定该袋装弹簧,然后拉簧机构逐步将该弹簧转移到输出机构上具体为拉簧机构固定位于焊切机构输入端袋装弹簧后转移该弹簧穿过焊切机构到输出机构上,直至输出机构上存在至少一个袋装
弹簧,拉簧机构松开该弹簧。
18.进一步的,所述生产信息包括袋装弹簧数量、袋装弹簧长度中的至少一种,生产信息对比预设信息触发焊接切断包括:
19.若生产信息为袋装弹簧数量,预设信息为预设数量,弹簧数量等于预设数量的整数倍触发焊接切断;
20.若生产信息为袋装弹簧长度,预设信息为预设长度,袋装弹簧长度等于预设长度的整数倍触发焊接切断。
21.袋装弹簧焊切输出机构,包括入袋机构、焊切机构、拉簧机构和输出机构,所述入袋机构用于将弹簧逐个输入无纺布袋,所述焊切机构包括至少一组能同步位移的超声波模头和焊接刀模,所述超声波模头和焊接刀模能相对开合,所述焊接刀模包括第一刀模、第二刀模和切断刀,所述第一刀模与第二刀模之间能相对位移,所述第一刀模和第二刀模的位移方向指向所述超声波模头,所述切断刀能从所述第一刀模和第二刀模之间伸缩用于切断袋装弹簧,所述拉簧机构用于固定并转移袋装弹簧,所述焊切机构与所述拉簧机构配合将焊接切断后位于焊切机构输入的袋装弹簧逐步转移到输出机构上,所述输出机构用于将袋装弹簧输出。
22.进一步的,所述输出机构为输送带,所述输出机构输送面的底部设置有磁铁。
23.进一步的,所述入袋机构为夹持输送带/夹持输送链。
24.进一步的,还包括弹性件,所述第一刀模通过弹性件安装,所述第二刀模固定安装。
25.进一步的,还包括伸缩气缸,所述切断刀通过伸缩气缸安装在所述第一刀模和第二刀模之间。
26.进一步的,所述拉簧机构包括固定机构和拉簧位移机构,所述固定机构用于固定或松开袋装弹簧,所述拉簧位移机构用于驱动固定机构来回位移。
27.本发明具有如下有益效果:
28.本发明一种袋装弹簧焊切输出方法,该方法通过对比数量信息对袋装弹簧进行焊接或焊接切断,同时对焊接切断后的弹簧进行固定转移,从而保证了能够一次性生产出分切完成袋装弹簧条,提高生产效率;本发明袋装弹簧焊切输出机构通过设置能够相对位移的第一刀模和第二刀模以及设于第一刀模与第二刀模之间切断刀,从而实现既能对袋装弹簧进行单独焊接又能对袋装弹簧进行焊接切断;同时设置能够固定袋装弹簧位移至输出机构的拉簧机构,从而保证能够连续生产,避免袋装弹簧在生产的过程中因切断而掉落导致无法连续生产。
附图说明
29.图1为本发明一种袋装弹簧焊切输出方法的步骤图;
30.图2为本发明一种袋装弹簧焊切输出方法的系统图;
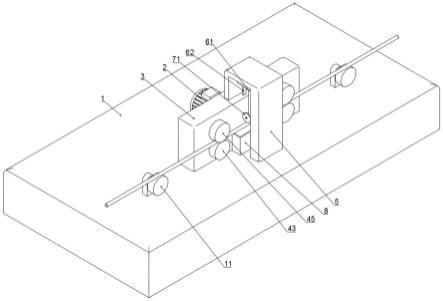
31.图3为本发明袋装弹簧焊切输出机构的其中一种实施例立体结构示意图;
32.图4为图3的局部视图a;
33.图5为图3的侧视图;
34.图6为图3的局部视图b。
具体实施方式
35.下面结合附图及具体实施例,对本发明作进一步的描述,以便于更清楚的理解本发明要求保护的技术思想。
36.如图1~2所示本发明一种袋装弹簧焊切输出方法,该方法包括以下步骤:
37.s1:设定触发焊接切断的预设信息;
38.s2:获取第n个周期的生产信息,n为大于等于1的整数;
39.s3:对比生产信息与预设信息;
40.s4:若生产信息对比预设信息触发焊接切断,焊切机构2对袋装弹簧进行焊接切断,否则焊切机构2对袋装弹簧进行焊接;
41.s5:若生产信息对比预设信息触发焊接切断,拉簧机构3位移到位于焊切机构输入端的袋装弹簧处固定该袋装弹簧,然后拉簧机构3逐步将该弹簧转移到输出机构4上,否则拉簧机构保持原有动作;
42.s6:赋值n=n 1,重复s2~s5直至机器停止或重新设定预设信息。
43.本发明通过对比数量信息对袋装弹簧进行焊接或焊接切断,同时对焊接切断后的弹簧进行固定转移,从而保证了能够一次性生产出分切完成袋装弹簧条,提高生产效率。
44.进一步的,否则拉簧机构保持原有动作具体包括:
45.若生产信息对比预设信息不触发焊接切断,此时所述拉簧机构处于固定袋装弹簧且该袋装弹簧未进入输出机构4状态时,所述拉簧机构3继续完成固定该袋装弹簧并将该弹簧转移到输出机构4上的动作;
46.若生产信息对比预设信息不触发焊接切断,此时所述拉簧机构3处于未固定任何弹簧的停止状态时,拉簧机构3保持停止状态。
47.进一步的,所述拉簧机构位3移到位于焊切机构2输入端的袋装弹簧处固定该袋装弹簧,然后拉簧机构3逐步将该弹簧转移到输出机构上具体为拉簧机构3固定位于焊切机构2输入端袋装弹簧后转移该弹簧穿过焊切机构到输出机构4上,直至输出机构4上存在至少一个袋装弹簧,拉簧机构3松开该弹簧。
48.进一步的,所述生产信息包括袋装弹簧数量、袋装弹簧长度中的至少一种,生产信息对比预设信息触发焊接切断包括:
49.若生产信息为袋装弹簧数量,预设信息为预设数量,弹簧数量等于预设数量的整数倍触发焊接切断;
50.更具体的,所述弹簧数量为第x个或第x的整数倍个的袋装弹簧穿过焊切机构,x为大于等于1的整数,则对比第n周期的弹簧数量与预设信息具体为对比第n周期的弹簧数量是否等于x或x的整数倍,若第n周期的弹簧数量等于x或x的整数倍,则焊切机构触发焊接切除,否则焊切机构进行焊接动作。
51.若生产信息为袋装弹簧长度,预设信息为预设长度,袋装弹簧长度等于预设长度的整数倍触发焊接切断。
52.更具体的,所述弹簧长度为袋装弹簧穿过焊切机构,x为大于等于1的总长度,则对比第n周期的弹簧长度与预设信息具体为对比第n周期的弹簧长度是否等于x或x的整数倍,若第n周期的弹簧长度等于x或x的整数倍,则焊切机构触发焊接切除,否则焊切机构进行焊接动作。
53.袋装弹簧焊切输出机构,包括入袋机构1、焊切机构2、拉簧机构3和输出机构4,所述入袋机构1用于将弹簧逐个输入无纺布袋,所述焊切机构2包括至少一组能同步位移的超声波模头21和焊接刀模22,所述超声波模头21和焊接刀模22能相对开合,所述焊接刀模22包括第一刀模23、第二刀模24和切断刀25,所述第一刀模23与第二刀模24之间能相对位移,所述第一刀模23和第二刀模24的位移方向指向所述超声波模头21,所述切断刀25能从所述第一刀模23和第二刀模24之间伸缩用于切断袋装弹簧,所述拉簧机构3用于固定并转移袋装弹簧,所述焊切机构2与所述拉簧机构3配合将焊接切断后位于焊切机构2输入的袋装弹簧逐步转移到输出机构4上,所述输出机构4用于将袋装弹簧输出。
54.本发明在需要连续焊接时,所述入袋机构1将弹簧输入无纺布,所述超声波模头21和焊接刀模22相对靠近,同时所述第一刀模23和第二刀模24相对位移使得所述第一刀模23和第二刀模24中的其中一个与所述超声波模头21紧贴,如此完成焊接动作,同时所述超声波模头21和焊接刀模22夹持袋装弹簧往所述输出机构4方向输送一个袋装弹簧的距离,然后所述超声波模头21和焊接刀模22相背远离松开袋装弹簧再位移到原点,如此重复直到需要对袋装弹簧进行焊接切断或直到机器停止运行。
55.本发明在需要进行焊接切断时,所述超声波模头21和焊接刀模22相对靠近,同时所述第一刀模23和第二刀模24相对位移使得所述第一刀模23和第二刀模24均与所述超声波模头21紧贴,如此完成焊接动作,同时所述超声波模头21和焊接刀模22夹持袋装弹簧往所述输出机构4方向输送一个袋装弹簧的距离,此时所述拉簧机构3位移到所述焊切机构2的输入端并固定所述焊切机构2的输入端的袋装弹簧,然后所述拉簧机构3与所述焊切机构2同步位移直到所述切断刀25相对所述第一刀模23和第二刀模24伸缩切断袋装弹簧,完成切断动作后所述超声波模头21和焊接刀模22相背远离松开袋装弹簧再位移到原点,在此过程中所述拉簧机构3保持固定袋装弹簧且停止位移,等待所述焊切机构2焊接下一个袋装弹簧并夹持袋装弹簧位移时所述拉簧机构3跟随所述焊切机构2同步位移直至一个以上的袋装弹簧转移到所述输出机构4上,当一个以上的袋装弹簧转移到所述输出机构4上时,所述拉簧机构3松开袋装弹簧,等待下一个需要焊接切断的袋装弹簧,如此重复直至机器停止。
56.本发明袋装弹簧焊切输出机构通过设置能够相对位移的第一刀模和第二刀模以及设于第一刀模与第二刀模之间切断刀,从而实现既能对袋装弹簧进行单独焊接又能对袋装弹簧进行焊接切断;同时设置能够固定袋装弹簧位移至输出机构的拉簧机构,从而保证能够连续生产,避免袋装弹簧在生产的过程中因切断而掉落导致无法连续生产。
57.具体地,以预设信息为袋装弹簧数量为例,应用在本发明袋装弹簧焊切输出机构,其具体使用步骤为:
58.s1:输入触发焊接切除的袋装弹簧数量。
59.s2:记录第n个周期的袋装弹簧数量。
60.s3:对比该周期的袋装弹簧与预设数量。
61.s4:若该周期的袋装弹簧数量为预设数量的整数倍,则焊切机构2触发焊接切除,否则焊切机构2保持焊接动作。
62.s5:若该周期的袋装弹簧数量为预设数量的整数倍,则拉簧机构3开始进行固定第n 1周期的袋装弹簧且与焊切机构2配合拉簧,否则拉簧机构3保持原动作。
63.进一步的,所述输出机构4为输送带,所述输出机构4输送面的底部设置有磁铁。
64.更具体的,通过设置磁铁,能够有效保证输出机构能够稳定将袋装弹簧输出。
65.进一步的,所述入袋机构为夹持输送带/夹持输送链。
66.更具体的,夹持输送带/夹持输送链能够稳定对弹簧进行逐个输送,保证弹簧逐个进入无纺布袋。
67.进一步的,还包括弹性件26,所述第一刀模23通过弹性件26安装,所述第二刀模24固定安装。
68.如图6所示本发明的其中一种实施方式,在本实施例中所述第一刀模21通过弹性件26安装,第二刀模22固定安装,当本实施例需要焊接单个焊缝时,所述超声波模头1与焊接刀模2相对靠近至紧贴时,由于所述第一刀模21和第二刀模22错位设置,则所述第一刀模21与所述超声波模头1紧贴,此时所述超声波模头1与焊接刀模2不再相对靠近直至焊接完成;当需要焊接双焊缝后切断时,所述所述超声波模头1与焊接刀模2相对靠近至紧贴时,由于所述第一刀模21和第二刀模22错位设置,则所述第一刀模21与所述超声波模头1紧贴,此时所述超声波模头1与焊接刀模2继续相对靠近使得弹性支撑件26受压收缩,使得第一刀模21和第二刀模22同时与所述超声波模头1紧贴直至完成焊接,然后所述切断刀25从所述第一刀模21和第二刀模22之间伸出将袋装弹簧切断。
69.进一步的,还包括伸缩气缸27,所述切断刀25通过伸缩气缸安装在所述第一刀模23和第二刀模24之间。
70.更具体的,本发明的其中一种实施方式,在本实施例中切断刀25通过所述伸缩气缸27能够主动从所述第一刀模23和第二刀模24之间伸缩。
71.进一步的,所述拉簧机构3包括固定机构31和拉簧位移机构32,所述固定机构31用于固定或松开袋装弹簧,所述拉簧位移机构32用于驱动固定机构来回位移。
72.本发明的其中一种实施方式,所述固定机构31包括固定气缸和夹板,两个所述固定机构相对设置,两个所述固定气缸驱动两个夹板相对靠近或相背远离,从而实现对袋装弹簧的夹持和松开。
73.本发明的其中一种实施方式,所述固定机构31包括固定气缸和顶针,一个固定机构31或者两个相对设置的固定机构31安装在所述拉簧位移机构32上,所述固定气缸驱动顶针插入或离开袋装弹簧,从而实现对袋装弹簧的固定和松开。
74.更具体的,所述拉簧位移机构32可以是丝杆滑块机构、曲柄滑块机构等,只需满足能够取得固定机构31按要求位移即可。
75.对于本领域的技术人员来说,可根据以上描述的技术方案以及构思,做出其它各种相应的改变以及变形,而所有的这些改变以及变形都应该属于本发明权利要求的保护范围之内。
再多了解一些
本文用于创业者技术爱好者查询,仅供学习研究,如用于商业用途,请联系技术所有人。