1.本发明涉及滚动支座技术领域,更为具体地,涉及一种热风炉烟气管道滚动支座的制作方法。
背景技术:
2.在高炉炼铁系统施工中,热风炉是为高炉加热鼓风的设备,是现代高炉不可缺少的重要组成设备。热风炉作为向高炉提供热风的必要燃烧和换热设备,它周围拥有复杂的管道系统,其稳定性将直接影响到热风炉的使用寿命和送风温度。通过对热风炉整个管道系统的受力分析计算,经济、合理地配置了波纹膨胀节以及管系中固定支架、滑动支架、滚动支座,吸收管道热膨胀,使热风炉管路系统设计合理,安全可靠,满足热风炉高风温长寿命的要求。在热风炉的烟道系统中主烟道的支座除固定支座外,都配置滚动支座,滚动支座能够起到迅速补偿和保护管道、膨胀节的作用。热风炉主烟道涉及到的滚动支座的滚轴一般采用q235b热轧或冷拉圆棒加工制作,结构钢直径一般100mm,所需长度达到3000mm左右。
3.常规的滚动支座的制作方法为一根滚轴分三件进行加工,每个工件加工程序复杂,加工效率低下,且人工长时间操作容易疲劳,加工完成后还需要现场组焊,往往容易出现焊接变形,需进行二次校正,耗费大量的机械和人工,影响安装进度,增加施工成本。
技术实现要素:
4.鉴于上述问题,本发明的目的是提供一种风炉烟气管道滚动支座的制作方法,能够直接将整根滚轴加工完成,并高效高质的组装滚轴,节约了生产成本、提高了工作效率。
5.本发明提供的一种热风炉烟气管道滚动支座的制作方法,包括以下步骤:
6.根据滚动支座中滚轴的设计尺寸,选取至少三根棒材,在所述棒材的两端分别车削与所述棒材同轴的圆形台阶,在所述圆形台阶的中部加工内螺纹孔,使所述棒材形成滚轴;
7.根据滚动支座中连板的设计尺寸,选取板材,在所述板材上均匀开设与所述滚轴的数量相同的连接孔,所述连接孔的内径与所述圆形台阶的外径相配合,使所述板材形成连板;
8.将所有滚轴平行并排放置,使所有滚轴同端的圆形台阶分别穿入所述连板的连接孔中,其中,在所述内螺纹孔中拧入螺杆,在所述螺杆上设置螺母,在所述螺母与所述圆形台阶之间设置垫圈。
9.所述圆形台阶包括同轴的第一圆台和第二圆台,所述第一圆台的外径大于所述第二圆台的外径,所述第二圆台位于所述滚轴的外端。
10.所述连接孔的内径大于所述第二圆台的外径,并小于所述第一圆台的外径。
11.所述连板的厚度小于所述第二圆台的高度。
12.在车削所述圆形台阶之前检查校直所述棒材。
13.所述连板为长方形板材,所述长方形板材的长度为滚轴并排放置后最外侧的两个
滚轴外边缘之间的距离,所述长方形板材的宽度不大于所述滚轴的直径。
14.所述内螺纹孔的内径为24mm、长度为30mm。
15.将所有滚轴平行并排放入支座底盘内,然后安装所述连板,所述支座底盘为上端开口的长方形盒体。
16.相邻连接孔之间的中心距大于所述滚轴的直径。
17.所述圆形台阶车削完成之后打磨所述棒材的外壁。
18.从上面的描述可知,本发明提供的热风炉烟气管道滚动支座的制作方法,根据滚轴的长度和直径选取整根棒材,在棒材的两端加工圆形台阶,采用连板连接滚轴的两端,形成滚动支座。本发明将滚轴一次性车削打磨完成,整根出厂,避免了现场组焊、钻锪等多个程序,结构简单、节省材料、成本低、使用方便,安全可靠,便于组装,大大降低机械和人工的使用率,缩短工期、降低施工成本,同时因减少了现场焊接程序,有效地控制了安装质量。
附图说明
19.通过参考以下结合附图的说明及权利要求书的内容,并且随着对本发明的更全面理解,本发明的其它目的及结果将更加明白及易于理解。在附图中:
20.图1为根据本发明实施例的热风炉烟气管道滚动支座的制作方法的流程图;
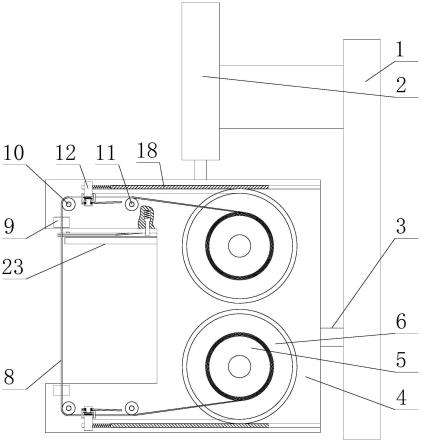
21.图2为根据本发明实施例的热风炉烟气管道滚动支座的结构示意图;
22.图3为根据本发明实施例的滚轴的结构示意图;
23.图4为根据本发明实施例的连板的结构示意图;
24.其中,1-滚轴、2-内螺纹孔、3-连板、4-连接孔、5-螺杆、6-螺母、7-垫圈、8-第一圆台、9-第二圆台。
25.在所有附图中相同的标号指示相似或相应的特征或功能。
具体实施方式
26.在下面的描述中,出于说明的目的,为了提供对一个或多个实施例的全面理解,阐述了许多具体细节。然而,很明显,也可以在没有这些具体细节的情况下实现这些实施例。在其它例子中,为了便于描述一个或多个实施例,公知的结构和设备以方框图的形式示出
27.本发明可施加各种变更并可具有各种实施例,将特定实施例示例于附图并进行说明。但是,本发明并非限定于该特定实施方式,涵盖落入本发明的思想及技术范围的所有变更、等同物以及替代物,应理解为都包括在内。
28.包括诸如第一、第二等的序数术语可用于说明各种构成要素,但是所述构成要素并非限定于所述术语。所述术语仅用于区分一个构成要素与另一个构成要素。例如,在不脱离本发明的权利要求范围下,第二构成要素可被命名为第一构成要素,类似地,第一构成要素也可被命名为第二构成要素。术语及/或包括多个被关联记载的项目的组合或多个被关联记载的项目中的某一项目。
29.应当理解,当提及某一构成要素与其他构成要素“连接”或“接触”时,这不仅包括与其他构成要素直接连接或接触的情况,还应理解为包括在其中间存在其他构成要素的情况。反之,当提及某一构成要素与其他构成要素“直接连接”或“直接接触”时,应理解为其中间不存在其他构成要素。
30.实施例的说明中,当记载为某一构成要素形成在其他构成要素“上(之上)或下(之下)(on or under)”时,上(之上)或下(之下)(on or under)包括两个构成要素互相直接接触或至少一个的其他构成要素配置形成在所述两个构成要素之间都包括在内。并且,表述为上或下时,以某一构成要素为基准,不仅指上侧方向,还可包括下侧方向。
31.本技术中使用的术语只是为了说明特定的实施例而使用,并非指在限定本发明。除非上下文另有明确规定,否则单数的表达包括复数的表达。在本技术中,应当理解“包括”或“具有”等术语用于指定存在说明书中所记载的特征、数字、步骤、操作、构成要素、部件或其组合,并非预先排除一个或其以上的其他特征、数字、步骤、操作、构成要素、部件或其组合的存在或附加可能性。
32.除非另有定义,包括技术术语或科学术语,在此使用的所有术语与本领域技术人员一般所理解的拥有相同的含义。一般使用的词典中所定义的术语,应解释与相关技术的文脉上所具有的含义一致的含义,如果未在本技术中明确定义,不能被解释为理想的或过于形式的含义。
33.以下将结合附图对本发明的具体实施例进行详细描述。
34.图1为根据本发明实施例的热风炉烟气管道滚动支座的制作方法的流程图;图2为根据本发明实施例的热风炉烟气管道滚动支座的结构示意图;图3为根据本发明实施例的滚轴的结构示意图;图4为根据本发明实施例的连板的结构示意图;
35.如图1、图2、图3、图4共同所示,本实施例提出的热风炉烟气管道滚动支座的制作方法,可用于高炉热风炉烟气管道滚动支座的加工制作,也可用于其他场合的滚动支座的制作。本发明充分考虑设计及施工过渡的可行性,烟道滚轴不再分三件加工,一次性车削打磨完成,整根出厂,避免了现场组焊体积庞大的滚轴,滚动支座的组装质量底。
36.本热风炉烟气管道滚动支座的制作方法包括:滚轴加工、连板加工、滚轴和连板组合。
37.滚轴加工:根据滚动支座中滚轴的设计尺寸,选取至少三根棒材,在棒材的两端分别车削与棒材同轴的圆形台阶,在圆形台阶的中部加工内螺纹孔,棒材形成了滚轴。
38.滚动支座由若干根滚轴1通过两端的连板3连接在一起构成。滚轴1的数量根据施工的具体情况确定。本实施例中,滚轴1为三根。
39.根据滚动支座中滚轴1的设计尺寸,选择棒材,棒材的直径与待加工的滚轴1直径相同。棒料较长会长达数米,在运输、保管过程中时常会发生变形,车削之前需行检查校直。用弓形锯床或普通车床将棒料切为滚轴1所需长度的坯料。
40.将棒材按滚轴1的设计尺寸整根下料,在棒材的两端车削安装连板3用的圆形台阶。在圆形台阶的中部加工内螺纹孔2,内螺纹孔2的内径可为24mm、长度可为30mm。圆形台阶、内螺纹孔2的中轴均在棒材的中心轴上。打磨棒材的外壁。整根的滚轴1加工完成。
41.本实施例中,圆形台阶包括同轴的第一圆台8和第二圆台9,第一圆台8的外径大于第二圆台9的外径,第一圆台8和第二圆台9的高度均大约为20mm,第二圆台9位于滚轴1的外端。内螺纹孔2从第二圆台9的中心进行钻削。
42.连板加工:根据滚动支座中连板3的设计尺寸,选取板材,在板材上均匀开设与滚轴1的数量相同的连接孔4,连接孔4的内径与圆形台阶的外径相配合,板材形成了连板3。
43.连板3用于连接每个滚轴1端部的圆形台阶,将所有滚轴1的端部连接在一起,形成
滚动支座。连板3的形状大约为长方形,连板3的长度与滚轴1并排放置后,最外侧的两个滚轴外边缘之间的距离相近,长方形板材的宽度不大于滚轴1的直径,将长方形板材宽度的两端加工成圆弧状。在板材长度方向的中心线上均匀开设与滚轴的数量相同的连接孔4,连接孔4用于穿过圆形台阶,圆形台阶可以在连接孔4内转动,连接孔4的直径略大于圆形台阶的外径,相邻连接孔4之间的中心距大于滚轴1的直径,滚轴1安装在连接孔4内后,相邻滚轴1之间具有一定的间距,便于滚轴1的转动。
44.本实施例中,连接孔4的内径大于第二圆台9的外径,并小于第一圆台8的外径。连板3的厚度小于第二圆台9的高度。连板的连接孔4套在第二圆台9上。
45.滚轴和连板组合:将所有滚轴平行并排放置,将所有滚轴同端的圆形台阶分别穿入连板的连接孔4中,在内螺纹孔2中拧入螺杆5,在螺杆5上设置螺母6,在螺母6与圆形台阶之间设置垫圈7。
46.滚轴1的两端采用连板3安装在一起。在施工现场安装时,将所有滚轴1平行并排放入支座底盘内,然后安装连板3。支座底盘为长方形盒体,支座底盘长度大于滚轴1的长度、宽度略大于滚轴并排放置后最外侧的两个滚轴外边缘之间距离。支座底盘将所有的滚轴并排集合在一起,相邻的滚轴之间留有间隙,便于安装连板3。
47.本实施例中,连板的连接孔4穿入同端的第二圆台9后,在第二圆台9的上方垫上垫圈7,然后在内螺纹孔2内拧入螺杆5,在螺杆5上拧上螺母6,连板3连接在所有滚轴1的第二圆台9上。垫圈7的外径大于连接孔4的内径,垫圈7的内径小于第二圆台9的外径,垫圈7隔在第二圆台9与螺母6之间,便于连板3的稳定安装。
48.上参照附图以示例的方式描述根据本发明的热风炉烟气管道滚动支座的制作方法。但是,本领域技术人员应当理解,对于上述本发明所提出的热风炉烟气管道滚动支座的制作方法,还可以在不脱离本发明内容的基础上做出各种改进。因此,本发明的保护范围应当由所附的权利要求书的内容确定。
再多了解一些
本文用于创业者技术爱好者查询,仅供学习研究,如用于商业用途,请联系技术所有人。