一种kf强力打磨片的制作方法
技术领域
1.本发明涉及钢纸磨片技术领域,具体涉及一种kf强力打磨片的制作方法。
背景技术:
2.钢纸是一种坚硬度很高的加工纸。钢纸纸质坚硬,具有优良的弹性、耐磨性、耐腐蚀性、耐热性、机械强度、绝缘性能和机械加工成型性能,极易适用各种各样的机械加工,如切削、钻孔、粘叠、冲制和研磨等,例如,可用于钢纸磨片的生产,以钢纸为基体,用胶黏剂将磨料固结在基体上而制成的片状磨具。
3.钢纸采用特殊的原纸制造,原纸具有强度高、灰分含量小和吸水性好的优点。一般用本色亚硫酸盐化学木浆或棉浆,经打浆、施胶,在长网造纸机上抄造制成原纸,再用浓氯化锌溶液或铜铵溶液等膨润剂,对原纸进行浸渍处理,使纤维素润胀胶化,然后在胶化机上层层黏合,再经老化成熟、水浸脱盐、干燥整形而制成钢纸。
4.现有技术中的强力打磨片在制作时,通过静电植砂的方式直接将磨料粘附在钢纸的胶黏剂上,磨料和胶黏剂之间的相容性较差,导致结合力较弱,影响打磨片的质量;而且,目前的原纸多采用棉浆和木浆,钢纸的性能存在不足。为此,提出一种kf强力打磨片的制作方法。
技术实现要素:
5.针对现有技术不足,本发明提供一种kf强力打磨片的制作方法,以此来克服背景技术中提及的问题。
6.为实现以上目的,本发明的技术方案通过以下技术方案予以实现:一种kf强力打磨片的制作方法,具体包括以下步骤:
7.(1)将原纸胶化、老化、脱盐、干燥、整形后得到钢纸;
8.(2)在钢纸的一面涂布胶黏剂,得到预处理钢纸;
9.(3)将硅烷偶联剂放入水中水解,让水解溶液均匀喷淋在磨料表面,喷淋反应后,再对磨料烘干干燥,得到改性磨料;
10.(4)将改性磨料通过静电植砂的方式粘接在钢纸的胶黏剂上,烘干固化后,在其固化面继续涂布酚醛树脂,二次烘干固化后,得到成品钢纸;
11.(5)将成品钢纸整形冲切后,在其上安装尼龙搭扣,制得kf强力打磨片。
12.优选的,步骤(1)中,在脱盐过程中,对脱盐溶液予以持续超声处理,控制脱盐溶液温度为40℃,超声功率为1100w。
13.优选的,步骤(3)中,所述硅烷偶联剂与水的质量比为1:7,水解时间为35min。
14.优选的,所述磨料包括碳化硅和氧化铝,所述碳化硅与氧化铝的质量比为1:1。
15.优选的,步骤(2)中,所述胶黏剂制备如下,a1:按重量份取酚醛树脂40份、端氨基液体丁腈橡胶30份、邻苯二甲酸酐5份、短切玻璃纤维15份备用;a2:将酚醛树脂、端氨基液体丁腈橡胶和短切玻璃纤维放入搅拌釜中,搅拌均匀后再加入邻苯二甲酸酐,混匀后制得
胶黏剂。
16.优选的,步骤(1)中,所述原纸制备如下,b1:将棉浆、木浆、碳纤维和表面活性剂均匀混合后再加入粘合剂继续混匀,得到混合料,然后抄造,得到成型纸;b2:将成型纸浸入阻燃液中浸渍1-5min,随后取出并烘干,制得原纸。
17.优选的,步骤b1中,所述混合料中棉浆含量为65%,木浆含量为25%,碳纤维含量为3%,粘合剂含量为7%。
18.优选的,步骤b1中,所述表面活性剂为脂肪族磺酸化物,所述粘合剂为苯乙烯-丙烯酸酯聚合物胶乳。
19.优选的,步骤b2中,所述阻燃液为磷系阻燃剂、氮系阻燃剂和尿素中的一种或几种组合物的水溶液。
20.优选的,步骤b2中,成型纸在阻燃液中浸渍2.5min。
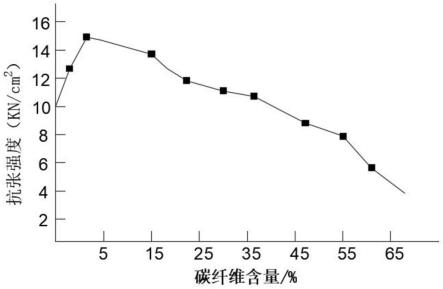
21.本发明提供一种kf强力打磨片的制作方法,与现有技术相比优点在于:
22.(1)通过将硅烷偶联剂水解成水解溶液并均匀喷淋在磨料上,与磨料表面的羟基反应形成氢键并缩合成-sio-,改善了磨料与胶黏剂和酚醛树脂的相容性,提高了三者的结合力,继而使得制得的成品钢纸拥有良好的抗张强度;
23.(2)通过在原纸中添加碳纤维、表面活性剂和粘合剂,在碳纤维的含量为3%时,钢纸的抗张强度达到最佳,加入的表面活性剂有利于碳纤维均匀分散在棉浆和木浆中,而粘合剂的添加有利于碳纤维和植物纤维的结合,从而改善钢纸的性能;
24.(3)通过将成型纸浸渍于阻燃液中,改善了原纸的阻燃效果;在脱盐过程中,利用超声处理,加快了氯化锌的脱出,有利于提高生产效率。
附图说明
25.图1为本发明成品钢纸抗张强度与碳纤维含量变化关系图;
26.图2为本发明钢纸紧度及撕裂指数与碳纤维含量变化关系图。
具体实施方式
27.为使本发明实施例的目的、技术方案和优点更加清楚,下面结合本发明实施例对本发明实施例中的技术方案进行清楚、完整地描述,显然,所描述的实施例是本发明一部分实施例,而不是全部的实施例。基于本发明中的实施例,本领域普通技术人员在没有作出创造性劳动前提下所获得的所有其他实施例,都属于本发明保护的范围。
28.实施例1
29.一种胶黏剂的制备方法,包括以下步骤:
30.a1:按重量份取酚醛树脂40份、端氨基液体丁腈橡胶30份、邻苯二甲酸酐5份、短切玻璃纤维15份备用;
31.a2:将酚醛树脂、端氨基液体丁腈橡胶和短切玻璃纤维放入搅拌釜中,搅拌均匀后再加入邻苯二甲酸酐,混匀后制得胶黏剂。
32.实施例2
33.一种原纸的制备方法,包括以下步骤:
34.b1:将棉浆、木浆、碳纤维和脂肪族磺酸化物均匀混合后再加入苯乙烯-丙烯酸酯
聚合物胶乳继续混匀,得到混合料,然后抄造,得到成型纸;其中,混合料中棉浆含量为65%,木浆含量为25%,碳纤维含量为3%,粘合剂含量为7%;
35.b2:将成型纸浸入磷系阻燃剂中浸渍2.5min,随后取出并烘干,制得原纸。
36.实施例3
37.一种kf强力打磨片的制作方法,包括下移步骤:
38.(1)将原纸胶化、老化、脱盐(水浸脱盐)、干燥、整形后得到钢纸,其中,在脱盐过程中,对脱盐溶液予以持续超声处理,控制脱盐溶液温度为40℃,超声功率为1100w;
39.(2)在钢纸的一面涂布胶黏剂,得到预处理钢纸;
40.(3)将硅烷偶联剂放入水中水解,让水解溶液均匀喷淋在磨料表面,喷淋反应后,再对磨料烘干干燥,得到改性磨料,其中,硅烷偶联剂与水的质量比为1:7,水解时间为35min;
41.(4)将改性磨料通过静电植砂的方式粘接在钢纸的胶黏剂上,烘干固化后,在其固化面继续涂布酚醛树脂,二次烘干固化后,得到成品钢纸;
42.(5)将成品钢纸整形冲切后,在其上安装尼龙搭扣,制得kf强力打磨片。
43.磨料包括碳化硅和氧化铝,碳化硅与氧化铝的质量比为1:1。
44.本实施例中,采用实施例1的胶黏剂,采用实施例2的原纸。
45.本实施例中,按gb/t14656-2009的标准测定步骤(1)中钢纸的阻燃性,其平均续燃时间为1.1s,平均灼燃时间为2.9s。
46.对比例1
47.一种kf强力打磨片的制作方法,包括下移步骤:
48.(1)将原纸胶化、老化、脱盐(水浸脱盐)、干燥、整形后得到钢纸;
49.(2)在钢纸的一面涂布胶黏剂,得到预处理钢纸;
50.(3)将硅烷偶联剂放入水中水解,让水解溶液均匀喷淋在磨料表面,喷淋反应后,再对磨料烘干干燥,得到改性磨料,其中,硅烷偶联剂与水的质量比为1:7,水解时间为35min;
51.(4)将改性磨料通过静电植砂的方式粘接在钢纸的胶黏剂上,烘干固化后,在其固化面继续涂布酚醛树脂,二次烘干固化后,得到成品钢纸;
52.(5)将成品钢纸整形冲切后,在其上安装尼龙搭扣,制得kf强力打磨片。
53.磨料包括碳化硅和氧化铝,碳化硅与氧化铝的质量比为1:1。
54.本对比例中,采用实施例1的胶黏剂,采用实施例2的原纸。
55.对比例2
56.一种kf强力打磨片的制作方法,包括下移步骤:
57.(1)将原纸胶化、老化、脱盐(水浸脱盐)、干燥、整形后得到钢纸;
58.(2)在钢纸的一面涂布胶黏剂,得到预处理钢纸;
59.(3)将硅烷偶联剂放入水中水解,让水解溶液均匀喷淋在磨料表面,喷淋反应后,再对磨料烘干干燥,得到改性磨料,其中,硅烷偶联剂与水的质量比为1:7,水解时间为35min;
60.(4)将改性磨料通过静电植砂的方式粘接在钢纸的胶黏剂上,烘干固化后,在其固化面继续涂布酚醛树脂,二次烘干固化后,得到成品钢纸;
61.(5)将成品钢纸整形冲切后,在其上安装尼龙搭扣,制得kf强力打磨片。
62.磨料包括碳化硅和氧化铝,碳化硅与氧化铝的质量比为1:1。
63.本对比例中,采用实施例1的胶黏剂,原纸制备如下,
64.b1:将棉浆、木浆、脂肪族磺酸化物均匀混合后再加入苯乙烯-丙烯酸酯聚合物胶乳继续混匀,得到混合料,然后抄造,得到成型纸;其中,混合料中棉浆含量为65%,木浆含量为25%,粘合剂含量为10%;
65.b2:将成型纸浸入磷系阻燃剂中浸渍2.5min,随后取出并烘干,制得原纸。
66.对比例3
67.一种kf强力打磨片的制作方法,包括下移步骤:
68.(1)将原纸胶化、老化、脱盐(水浸脱盐)、干燥、整形后得到钢纸;
69.(2)在钢纸的一面涂布胶黏剂,得到预处理钢纸;
70.(3)将磨料通过静电植砂的方式粘接在预处理钢纸的胶黏剂上,烘干固化后,在其固化面继续涂布酚醛树脂,二次烘干固化后,得到成品钢纸;
71.(4)将成品钢纸整形冲切后,在其上安装尼龙搭扣,制得kf强力打磨片。
72.磨料包括碳化硅和氧化铝,碳化硅与氧化铝的质量比为1:1。
73.本实施例中,采用实施例1的胶黏剂,采用实施例2的原纸。
74.性能检测
75.1、钢纸层面剥离强度测定,具体结果如表1所示。
76.距钢纸的边部不少于50mm起,沿纸板的纵向截取长100mm,宽30mm的试样,置于20℃
±
2℃的蒸馏水中浸泡24h后取出,将试样一端的中间部位用刀尖剥离,然后用手撕开约30mm,将撕开的两端分别夹紧在300n的拉力试验机的上下两个夹头上,两夹头间的距离为30mm,然后开动拉力机,使下夹均匀下降,直至指针不再移动为止。层间剥离强度(n/m)按下式计算:
77.k=f/d
78.式中:
79.f—一粘着力,n;
80.d——试样宽度,m。
81.表1
82.组别层间剥离强度(n/m)实施例3≥240对比例1≥240对比例2≥240对比例3≥240
83.2、成品钢纸抗张强度测定,具体结果如表2所示。
84.按gb/t 12914-2008标准测定,实施例3及对比例1-3中成品钢纸的抗张强度。
85.表2
86.组别抗张强度(kn/cm2)实施例315对比例115
对比例210对比例311
87.需要说明的是,在本文中,诸如第一和第二等之类的关系术语仅仅用来将一个实体或者操作与另一个实体或操作区分开来,而不一定要求或者暗示这些实体或操作之间存在任何这种实际的关系或者顺序。而且,术语“包括”、“包含”或者其任何其他变体意在涵盖非排他性的包含,从而使得包括一系列要素的过程、方法、物品或者设备不仅包括那些要素,而且还包括没有明确列出的其他要素,或者是还包括为这种过程、方法、物品或者设备所固有的要素。在没有更多限制的情况下,由语句“包括一个
……”
限定的要素,并不排除在包括所述要素的过程、方法、物品或者设备中还存在另外的相同要素。
88.以上实施例仅用以说明本发明的技术方案,而非对其限制;尽管参照前述实施例对本发明进行了详细的说明,本领域的普通技术人员应当理解:其依然可以对前述各实施例所记载的技术方案进行修改,或者对其中部分技术特征进行等同替换;而这些修改或者替换,并不使相应技术方案的本质脱离本发明各实施例技术方案的精神和范围。
再多了解一些
本文用于创业者技术爱好者查询,仅供学习研究,如用于商业用途,请联系技术所有人。