1.本技术涉及数控磨床设备技术领域,尤其涉及一种数控曲轴曲拐外圆磨床。
背景技术:
2.外圆磨床是加工工件圆柱形、圆锥形或其他形状素线展成的外表面和轴肩端面的磨床,使用广泛,能加工各种圆柱形圆锥形外表面及轴肩端面磨床,而数控外圆磨床是按加工要求预先编制程序,由控制系统发出数值信息指令进行加工,主要用于磨削圆柱形和圆锥形外表面的磨床,数控外圆磨床一般具有通用化、模块化程度高,高精度、高刚性、高效率及高适应性等特点。
3.现有的数控外圆磨床在加工时,会产生部分金属屑,金属屑累计在工作台上会导致夹持组件位移受阻,对不同长度的工件适应性较差,且工件的装夹和卸载速度慢,需要人工手动操作完成,大大增加了工人的劳动强度,生产效率低。
技术实现要素:
4.本技术的目的在于克服上述不足,提供尾座组件使用第一液压杆伸缩运动,顶出夹持机构解决了金属屑累计在工作台上会导致夹持机构位移受阻的问题,同时抓放料装置又能够代替人工进行装夹和卸载工件,减少了工作人员的工作强度,也增加了工件加工的生产效率,最后清理组件能够对收集槽内壁的底部进行清理,而且刷毛在清理液的配合下,能够对油污有效的去除,该清理组件不需要人工清理,省时省力。
5.为了实现上述目的,本技术是通过如下的技术方案来实现:一种数控曲轴曲拐外圆磨床,包括床架,所述床架上设置有尾座组件,所述尾座组件内固定有第一液压杆,所述第一液压杆上安装有夹持机构,所述夹持机构内固定有第一移动块,所述第一移动块内开设有空腔,所述空腔内安装有顶尖,所述顶尖内设置有电动伸缩杆,所述电动伸缩杆上固定有活动套筒,所述活动套筒内安装有尖锐部件。采用液压杆的伸缩运动作为尾座组件的位移方式,这样数控外圆磨床在加工时,产生的金属屑就不会影响夹持机构位移受阻,若需要加工的工件过小时,内部的活动套筒能够在电动伸缩杆的作用下二次顶出,使尖锐部件能够顶到工件,这样就能够夹持过小的工件。
6.在一些实施例中,所述床架上设置有抓放料装置,所述抓放料装置内固定有机械手组件,所述机械手组件内设置有抓取构件,所述抓取构件内固定有安装块,所述安装块安装有第一转轴,所述第一转轴上固定有复数个夹具。抓放料装置能够增加装夹和卸载工件的效率,而且抓取构件的夹具上设置有防滑垫,避免工件在抓取的过程中掉落。
7.在一些实施例中,所述床架上设置有打磨机构,所述床架两侧安装有复数个放料框,所述放料框下安装有驱动装置,所述驱动装置右侧固定有清理组件,所述清理组件右侧开设有排污通道,所述床架内固定有齿牙板。驱动装置能够驱动清理组件清理收集槽内壁的碎屑及油污,清理出的碎屑及油污则通过排污通道排出,不需要人工清理,省心省事。
8.在一些实施例中,所述抓放料装置内固定有支撑架,所述支撑架上安装有丝杆,所
述丝杆左侧设置有电机。丝杆采用高碳铬轴承钢,具有表面硬度高,表面耐耐性好,抗疲劳性能好,且使用这种材质制作的丝杆,表面光滑,有利于丝杆传动。
9.在一些实施例中,所述机械手组件内设置有控制器,所述控制器左侧固定有第二移动块,所述第二移动块下方安装有复数个第二液压杆。控制器控制第二移动快下方的第二液压杆作上下运动,利于抓取构件工作。
10.在一些实施例中,所述床架与所述放料框焊接相连,所述床架与所述驱动装置相连接。放料框焊接在床架上,便于机械手组件抓取工件,且设置有两个放料框,左边放料框用于放未加工的工件,右边放料框用于放加工过的工件,床架与驱动装置采用螺栓连接,便于后续检修时,对驱动装置的拆装。
11.在一些实施例中,所述第一液压杆与所述夹持机构相连接,所述床架与所述第一液压杆相固定,所述电动伸缩杆与所述活动套筒相连接,所述活动套筒与尖锐部件相嵌套。第一液压杆与夹持机构采用螺栓相连,便于工作人员将夹持机构从第一液压杆上拆下或装配,第一液压杆固定在床架内,使其能够稳定的推动夹持机构,电动伸缩杆插入在活动套筒内,使电动伸缩杆能够带动活动套筒位移,尖锐部件嵌套在活动套筒的内部,在工件加工转动的过程中,尖锐部件也能够随之转动。
12.在一些实施例中,所述清理组件内固定有第三移动块,所述第三移动块上安装有储液箱,所述储液箱上开设有进液口,所述储液箱内安装有搅伴组件,所述搅伴组件内固定有齿轮,所述齿轮上设置有第二转轴,所述第二转轴外设置有拨动单元。搅伴组件能够搅拌储液箱内的清理液,防止清理液沉淀,有利于清理液的使用效果。
13.在一些实施例中,所述第三移动块上安装有水泵,所述第三移动块内开设有通孔,所述通孔下方设置有刷毛。水泵能够抽取清理液从刷毛中落下,利于刷毛清理收集槽内壁。
14.在一些实施例中,所述齿牙板和所述齿轮相连接,所述驱动装置与所述所述通孔相嵌套。齿轮与齿牙板啮合连接,使齿轮在清理组件移动的过程中不需要通过其它的动力便能够转动,然后带动转轴转动,再带动波动单元搅拌清理液,驱动装置的伸缩杆嵌套在通孔内,使驱动装置能够驱动清理组件做位移运动。
15.通过采用上述的技术方案,本技术的有益效果是:
16.1、本发明通过将尾座组件安装在床架壁面上,采用液压杆伸缩作为其位移方式,如此数控外圆磨床在加工时,产生的金属屑不会影响夹持机构位移受阻,若需要加工的工件过小时,夹持机构内部的活动套筒能够在电动伸缩杆的作用下二次顶出,使尖锐部件能够顶到加工工件,这样就能够夹持过小的工件了。
17.2、本发明通过抓放料装置,采用电机控制丝杆上的机械手组件左右运动,同时配合机械手组件对工件实行装夹和卸载,使工件的装夹和卸载速度加快,能够替代人工手动操作,大大减小了工人的劳动强度,增加了工件加工的生产效率。
18.3、本发明通过驱动装置驱动清理组件清理车床的碎屑收集槽,能够对收集槽内壁的底部进行清理,不需要人工清理,另外,水泵抽取清理液喷洒在收集槽内,能够提高清理机构的清理效果,有效去除收集槽内的油污,降低清理刷的清理压力。
19.无疑的,本技术的此类目的与其他目的在下文以多种附图与绘图来描述的较佳实施例细节说明后将变为更加显见。
20.为让本技术的上述和其他目的、特征和优点能更明显易懂,下文特举一个或数个
较佳实施例,并配合所示附图,作详细说明如下。
附图说明
21.在附图中,相同的部件使用相同的附图标记,并且附图是示意性的,并不一定按照实际的比例绘制。
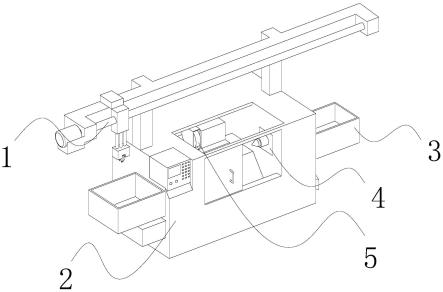
22.图1为本技术一些实施例中的一种数控曲轴曲拐外圆磨床立体的结构示意图;
23.图2为本技术一些实施例中的一种数控曲轴曲拐外圆磨床尾座组件的立体的结构示意图;
24.图3为本技术一些实施例中的一种数控曲轴曲拐外圆磨床尾座组件剖视的结构示意图;
25.图4为本技术一些实施例中的一种数控曲轴曲拐外圆磨床顶尖的立体的结构示意图;
26.图5为本技术一些实施例中的一种数控曲轴曲拐外圆磨床抓放料装置的立体的结构示意图;
27.图6为本技术一些实施例中的一种数控曲轴曲拐外圆磨床机械手组件的立体的结构示意图;
28.图7为本技术一些实施例中的一种数控曲轴曲拐外圆磨床抓取构件的立体的结构示意图;
29.图8为本技术一些实施例中的一种数控曲轴曲拐外圆磨床半剖剖视的结构示意图;
30.图9为本技术一些实施例中的一种数控曲轴曲拐外圆磨床清理装置的立体的结构示意图;
31.图10为本技术一些实施例中的一种数控曲轴曲拐外圆磨床搅伴组件的立体的结构示意图;
32.图11为本技术一些实施例中的一种数控曲轴曲拐外圆磨床局部剖视的结构示意图。
33.图中:抓放料装置-1、床架-2、放料框-3、尾座组件-4、打磨机构-5、第一液压杆41、夹持机构-42、第一移动块-421、空腔-422、顶尖-423、电动伸缩杆-c1、活动套筒-c2、尖锐部件-c3、电机-11、丝杆-12、支撑架-13、机械手组件-14、控制器-141、第二移动块-142、第二液压杆-143、抓取构件-144、安装块-a1、第一转轴-a2、夹具-a3、驱动装置-6、清理组件-7、排污通道-8、通孔-71、第三移动块-72、刷毛-73、进液口-74、储液箱-75、搅拌组件-76、水泵-77、拨动单元-761、第二转、轴-762、齿轮-763、齿牙板-9。
具体实施方式
34.以下将结合附图及实施例来详细说明本技术的实施方式,借此对本技术如何应用技术手段来解决技术问题,并达成技术效果的实现过程能充分理解并据以实施。需要说明的是,只要不构成冲突,本技术中的各个实施例以及各实施例中的各个特征可以相互结合,所形成的技术方案均在本技术的保护范围之内。
35.同时,在以下说明中,处于解释的目的而阐述了许多具体细节,以提供对本技术实
施例的彻底理解。然而,对本领域的技术人员来说显而易见的是,本技术可以不用这里的具体细节或者所描述的特定方式来实施。
36.实施例1
37.参照图1至图4所示:图1为本技术一些实施例中的一种数控曲轴曲拐外圆磨床立体的结构示意图;图2为本技术一些实施例中的一种数控曲轴曲拐外圆磨床尾座组件的立体的结构示意图;图3为本技术一些实施例中的一种数控曲轴曲拐外圆磨床尾座组件剖视的结构示意图;图4为本技术一些实施例中的一种数控曲轴曲拐外圆磨床顶尖的立体的结构示意图。
38.本技术提供一种数控曲轴曲拐外圆磨床,包括床架2,床架2上设置有抓放料装置1,床架2上设置有尾座组件4,床架2上设置有打磨机构5,床架2两侧安装有复数个放料框3,尾座组件4内固定有第一液压杆41,第一液压杆41上安装有夹持机构42,夹持机构42内固定有第一移动块421,第一移动块421内开设有空腔422,空腔422内安装有顶尖423,顶尖423内设置有电动伸缩杆c1,电动伸缩杆c1上固定有活动套筒c2,活动套筒c2内安装有尖锐部件c3。
39.本实施例的详细使用方法与作用:
40.本技术在使用过程中,抓放料装置1先从床架2右侧的放料框3内抓取工件,移动至指定位置由卡盘抓稳后,尾座组件4内的第一液压杆41推动夹持机构42的第一移动块421进行位移,并夹持工件,当工件过小,而第一液压杆41液到了最大伸出距离时,空腔422内顶尖423上的电动伸缩杆c1将会推动活动套筒c2移动,使尖锐部件c3能够顶到工件并夹持,当工件夹稳后,打磨机构5开始对工件进行打磨。
41.实施例2
42.参照图5-图7所示:图5为本技术一些实施例中的一种数控曲轴曲拐外圆磨床抓放料装置的立体的结构示意图;图6为本技术一些实施例中的一种数控曲轴曲拐外圆磨床机械手组件的立体的结构示意图;图7为本技术一些实施例中的一种数控曲轴曲拐外圆磨床抓取构件的立体的结构示意图。
43.进一步,抓放料装置1内固定有机械手组件14,机械手组件14内设置有抓取构件144,抓取构件144内固定有安装块a1,安装块a1安装有第一转轴a2,第一转轴a2上固定有复数个夹具a3,抓放料装置1内固定有支撑架13,支撑架13上安装有丝杆12,丝杆12左侧设置有电机11,机械手组件14内设置有控制器141,控制器141左侧固定有第二移动块142,第二移动块142下方安装有复数个第二液压杆143。
44.本实施例的详细使用方法与作用:
45.本技术在使用过程中,先将机械手组件14安装在支撑架13的丝杆12上,再由抓放料装置1上的电机11控制丝杆转动,此时第二移动块142就能够在丝杆12上左右移动,由控制器141驱动第二液压杆143向下移动并控制抓取构件144抓取工件,而安装块a1上的第一转轴a2使夹具a3能够展开与收缩。
46.实施例3
47.参照图8-图11所示:图8为本技术一些实施例中的一种数控曲轴曲拐外圆磨床半剖剖视的结构示意图;图9为本技术一些实施例中的一种数控曲轴曲拐外圆磨床清理装置的立体的结构示意图;图10为本技术一些实施例中的一种数控曲轴曲拐外圆磨床搅伴组件
的立体的结构示意图;图11为本技术一些实施例中的一种数控曲轴曲拐外圆磨床局部剖视的结构示意图。
48.进一步,驱动装置6右侧固定有清理组件7,清理组件7右侧开设有排污通道8,床架2内固定有齿牙板9,清理组件7内固定有第三移动块72,第三移动块72上安装有储液箱75,储液箱75上开设有进液口74,储液箱75内安装有搅伴组件76,搅伴组件76内固定有齿轮763,齿轮763上设置有第二转轴762,第二转轴外设置有拨动单元761,第三移动块72上安装有水泵77,第三移动块72内开设有通孔71,通孔71下方设置有刷毛73,齿牙板9和齿轮763相连接。
49.本实施例的详细使用方法与作用:
50.本技术在使用过程中,将驱动装置6伸缩杆插入第三移动块72的通孔71内,然后推动清理组件7移动,移动过程中水泵77会抽取从进液口74输入至储液箱75内的清理液,便于刷毛73对收集槽内的金属屑及油污进行清理,且移动时搅拌组件76的齿轮763与齿牙板9啮合转动,并带动第二转轴762转动,使波动单元761能够搅拌清理液,使其不会沉淀,清理后的废料最后从排污通道8排出。
51.实施例4
52.参照图1-图11所示:图1为本技术一些实施例中的一种数控曲轴曲拐外圆磨床立体的结构示意图;图2为本技术一些实施例中的一种数控曲轴曲拐外圆磨床尾座组件的立体的结构示意图;图3为本技术一些实施例中的一种数控曲轴曲拐外圆磨床尾座组件剖视的结构示意图;图4为本技术一些实施例中的一种数控曲轴曲拐外圆磨床顶尖的立体的结构示意图;图5为本技术一些实施例中的一种数控曲轴曲拐外圆磨床抓放料装置的立体的结构示意图;图6为本技术一些实施例中的一种数控曲轴曲拐外圆磨床机械手组件的立体的结构示意图;图7为本技术一些实施例中的一种数控曲轴曲拐外圆磨床抓取构件的立体的结构示意图;
53.图8为本技术一些实施例中的一种数控曲轴曲拐外圆磨床半剖剖视的结构示意图;图9为本技术一些实施例中的一种数控曲轴曲拐外圆磨床清理装置的立体的结构示意图;图10为本技术一些实施例中的一种数控曲轴曲拐外圆磨床搅伴组件的立体的结构示意图;图11为本技术一些实施例中的一种数控曲轴曲拐外圆磨床局部剖视的结构示意图。
54.本实施例的详细使用方法与作用:
55.本技术在使用过程中,先将机械手组件14安装在支撑架13的丝杆12上,再由抓放料装置1上的电机11控制丝杆转动,此时第二移动块142就能够在丝杆12上向右移动,由控制器141驱动第二液压杆143向下移动并控制抓取构件144从床架2右侧的放料框3内抓取工件,安装块a1上的第一转轴a2使夹具a3能够展开与收缩,当构件夹持并移动至指定位置由卡盘抓稳后,尾座组件4内的第一液压杆41推动夹持机构42的第一移动块421进行位移,并夹持工件,若工件过小,而第一液压杆41液到了最大伸出距离时,空腔422内顶尖423上的电动伸缩杆c1将会推动活动套筒c2移动,使尖锐部件c3能够顶到工件并夹持,当工件夹稳后,打磨机构5开始对工件进行打磨,工件打磨结束后,由插入第三移动块72的通孔71内驱动装置6上的伸缩杆推动清理组件7移动,移动的过程中水泵77会抽取从进液口74输入至储液箱75内的清理液,便于刷毛73对收集槽内的金属屑及油污进行清理,且移动时搅拌组件76的齿轮763与齿牙板9啮合转动,并带动第二转轴762转动,使波动单元761能够搅拌清理液,使
其不会沉淀,有利于清理液的使用效果,而清理后的废料最后从排污通道8排出。
56.应该理解的是,本技术所公开的实施例不限于这里所公开的特定处理步骤或材料,而应当延伸到相关领域的普通技术人员所理解的此类特征的等同替代。还应当理解的是,在此使用的术语仅用于描述特定实施例的目的,而并不意味着限制。
57.说明书中提到的“实施例”意指结合实施例描述的特定特征或特性包括在本技术的至少一个实施例中。因此,说明书通篇各个地方出现的短语或“实施例”并不一定均指同一个实施例。
58.此外,所描述的特征或特性可以任何其他合适的方式结合到一个或多个实施例中。在上面的描述中,提供一些具体的细节,例如厚度、数量等,以提供对本技术的实施例的全面理解。然而,相关领域的技术人员将明白,本技术无需上述一个或多个具体的细节便可实现或者也可采用其他方法、组件、材料等实现。
再多了解一些
本文用于创业者技术爱好者查询,仅供学习研究,如用于商业用途,请联系技术所有人。