1.本公开涉及层叠造型物的制造方法。
背景技术:
2.在专利文献1中,公开了通过层叠造型法将造型物造型到底板上的方法。
3.现有技术文献
4.专利文献
5.专利文献1:日本特开2020-164890号公报
技术实现要素:
6.发明所要解决的课题
7.通过一次将多个造型物造型到底板上,能够高效地制造多个造型物。但是,在一次将多个造型物造型到底板上的情况下,存在在使造型物从底板分离时造型物彼此接触,造型物损坏的可能。
8.用于解决课题的技术方案
9.本公开能够以如下形式实现。
10.(1)根据本公开的一个方式,提供一种层叠造型物的制造方法。该层叠造型物的制造方法包括:造型工序,通过层叠造型法将第一层叠造型物、第二层叠造型物及连结所述第一层叠造型物与所述第二层叠造型物的第一支承部造型于底板上的相互不同的位置;及分离工序,使所述第一层叠造型物、所述第二层叠造型物、所述第一支承部和所述底板相互分离。在所述分离工序中,在使所述第一层叠造型物和所述第二层叠造型物中的至少一方从所述底板分离之后,通过断开所述第一支承部而使所述第一层叠造型物与所述第二层叠造型物相互分离。
11.根据该方式的层叠造型物的制造方法,能够通过第一支承部来确保第一层叠造型物与第二层叠造型物之间的间隔。因此,能够抑制在使第一层叠造型物、第二层叠造型物从底板分离时,第一层叠造型物和第二层叠造型物因第一层叠造型物与第二层叠造型物相互接触而损坏的情况。
12.(2)在上述方式的层叠造型物的制造方法中,也可以是,在所述分离工序中,在使所述第一层叠造型物和所述第二层叠造型物从所述底板分离之后,通过断开所述第一支承部而使所述第一层叠造型物与所述第二层叠造型物相互分离。
13.根据该方式的层叠造型物的制造方法,能够抑制在使第一层叠造型物、第二层叠造型物从底板分离时第一层叠造型物与第二层叠造型物相互接触的情况。
14.(3)在上述方式的层叠造型物的制造方法中,也可以是,在所述分离工序中,在使所述第一层叠造型物从所述底板分离,并通过断开所述第一支承部而使所述第一层叠造型物与所述第二层叠造型物分离之后,使所述第二层叠造型物从所述底板分离。
15.根据该方式的层叠造型物的制造方法,能够抑制在使第一层叠造型物、第二层叠
造型物从底板分离时第一层叠造型物与第二层叠造型物相互接触的情况。
16.(4)在上述方式的层叠造型物的制造方法中,也可以是,所述造型工序包括:粉末层形成工序,通过在所述底板上铺满金属粉末来形成粉末层;及熔融凝固工序,通过向所述粉末层中的预先规定的区域照射光束来使所述粉末层熔融,并使熔融的所述粉末层凝固,所述造型工序通过反复执行所述粉末层形成工序和所述熔融凝固工序,将所述第一层叠造型物、所述第二层叠造型物和所述第一支承部造型于所述底板上的相互不同的位置。
17.根据该方式的层叠造型物的制造方法,能够抑制在使通过向由金属粉末形成的粉末层照射光束而造型得到的第一层叠造型物、第二层叠造型物从底板分离时,第一层叠造型物与第二层叠造型物相互接触的情况。
18.(5)在上述方式的层叠造型物的制造方法中,也可以是,在所述造型工序中,造型将所述第一层叠造型物与所述底板连结的第二支承部。
19.根据该方式的层叠造型物的制造方法,由于能够通过第二支承部支承第一层叠造型物,所以能够抑制在第一层叠造型物的造型过程中第一层叠造型物的形状崩坏的情况。
20.(6)在上述方式的层叠造型物的制造方法中,也可以是,所述第二支承部的刚性高于所述第一支承部的刚性。
21.根据该方式的层叠造型物的制造方法,由于能够使第二支承部不易变形,所以能够抑制在第一层叠造型物的造型过程中第二支承部变形而第一层叠造型物的形状崩坏的情况。
22.(7)在上述方式的层叠造型物的制造方法中,也可以是,所述第一支承部具有以相互交叉的方式设置的多个第一板状部。
23.根据该方式的层叠造型物的制造方法,由于能够容易地确保第一支承部的刚性,所以能够有效地抑制在使第一层叠造型物、第二层叠造型物从底板分离时第一层叠造型物与第二层叠造型物相互接触的情况。
24.(8)在上述方式的层叠造型物的制造方法中,也可以是,在所述造型工序中,造型将所述第一层叠造型物与所述底板连结的第二支承部,所述第二支承部具有多个第二板状部,所述第二板状部的数量多于所述第一板状部的数量。
25.根据该方式的层叠造型物的制造方法,由于与第二板状部的数量为第一板状部的数量以下的方式相比,能够使第二支承部不易变形,所以能够抑制在第一层叠造型物的造型过程中第二支承部变形而第一层叠造型物的形状崩坏的情况。
26.(9)在上述方式的层叠造型物的制造方法中,也可以是,所述第一支承部具有沿着相互不同的方向设置的三个以上的第一棒状部。
27.根据该方式的层叠造型物的制造方法,由于能够容易地确保第一支承部的刚性,所以能够有效地抑制在使第一层叠造型物、第二层叠造型物从底板分离时第一层叠造型物与第二层叠造型物相互接触的情况。
28.(10)在上述方式的层叠造型物的制造方法中,也可以是,在所述造型工序中,造型将所述第一层叠造型物与所述底板连结的第二支承部,所述第二支承部具有多个第二棒状部,所述第二棒状部的数量多于所述第一棒状部的数量。
29.根据该方式的层叠造型物的制造方法,由于与第二棒状部的数量为第一棒状部的数量以下的方式相比,能够使第二支承部不易变形,所以能够抑制在第一层叠造型物的造
型过程中第二支承部变形而第一层叠造型物的形状崩坏的情况。
30.(11)在上述方式的层叠造型物的制造方法中,也可以是,在所述造型工序中,造型将所述第一层叠造型物与所述底板连结的第二支承部,用于造型所述第二支承部的所述光束的能量密度比用于造型所述第一支承部的所述光束的所述能量密度高。
31.根据该方式的层叠造型物的制造方法,由于能够使第二支承部的密度比第一支承部的密度高,所以能够使第二支承部不易变形。
32.(12)在上述方式的层叠造型物的制造方法中,也可以是,所述第一层叠造型物和所述第二层叠造型物具有在沿所述第一层叠造型物与所述第二层叠造型物的层叠方向观察时相互重叠的部分,所述第一支承部设置在所述层叠方向上的所述第一层叠造型物与所述第二层叠造型物之间。
33.根据该方式的层叠造型物的制造方法,能够抑制在使以具有在沿第一层叠造型物与第二层叠造型物的层叠方向观察时相互重叠的部分的方式造型而成的第一层叠造型物、第二层叠造型物从底板分离时第一层叠造型物与第二层叠造型物相互接触的情况。
34.本公开也能够以层叠造型物的制造方法以外的各种方式来实现。例如,能够以层叠造型方法、层叠造型装置、层叠造型装置的控制方法等方式来实现。
附图说明
35.图1是示意性地表示第一实施方式的层叠造型装置的概略结构的剖视图。
36.图2是表示第一实施方式的层叠造型物的制造方法的内容的流程图。
37.图3是表示第一实施方式的造型工序的状况的说明图。
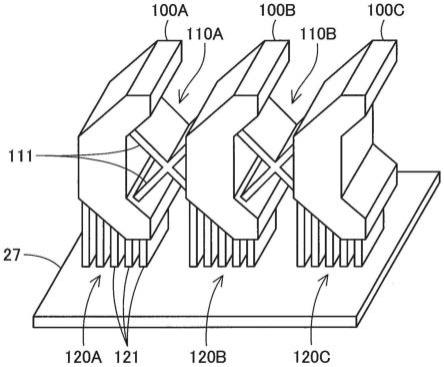
38.图4是表示第一实施方式的层叠造型物和支承部的一例的立体图。
39.图5是表示第一实施方式的分离工序的状况的第一说明图。
40.图6是表示第一实施方式的分离工序的状况的第二说明图。
41.图7是表示比较例的分离工序的状况的说明图。
42.图8是表示第二实施方式的层叠造型物和支承部的一例的立体图。
43.图9是表示第三实施方式的层叠造型物和支承部的一例的侧视图。
具体实施方式
44.a.第一实施方式:
45.图1是示意性地表示第一实施方式的层叠造型物100的制造方法所使用的层叠造型装置10的概略结构的剖视图。在本实施方式中,层叠造型装置10具备造型部20、粉末层形成部30、激光射出部40和控制部50。在本实施方式中,层叠造型装置10通过粉末床熔融结合(powder bed fusion)方式的层叠造型法,更具体而言,通过slm(selective laser melting:选择性激光熔融)方式的层叠造型法来造型层叠造型物100。在以下的说明中,有时将层叠造型物100简称为造型物100。
46.造型部20具备造型容器21、造型台23和造型台升降部25。造型容器21在上表面具有开口部。造型台23配置在造型容器21内。造型台升降部25使造型台23上下移动。在本实施方式中,造型台升降部25由在控制部50的控制下被驱动的电动致动器构成。
47.在造型台23的上表面安装有底板27,多个造型物100、将造型物100彼此连结的第
一支承部、及将各造型物100与底板27连结的第二支承部被造型到底板27上。所谓造型到底板27上,除了意味着造型成与底板27的上表面相接之外,还意味着造型于从底板27的上表面分离的底板27的上方。底板27例如由碳素钢或不锈钢之类的合金钢等钢铁材料形成。底板27可以不是由钢铁材料而是由例如钛合金等钢铁材料以外的金属材料形成,也可以不是由金属材料而是由例如陶瓷材料形成。
48.粉末层形成部30具备粉末贮存容器31、粉末推出台33、粉末推出台升降部35和重涂机37。粉末贮存容器31配置成与造型容器21相邻。粉末贮存容器31在上表面具有开口部。粉末推出台33配置在粉末贮存容器31内。粉末推出台升降部35使粉末推出台33上下移动。在本实施方式中,粉末推出台升降部35由在控制部50的控制下被驱动的电动致动器构成。
49.在由粉末贮存容器31和粉末推出台33包围成的空间贮存有用作造型物100的原材料的金属粉末pd。金属粉末pd的金属的种类例如为铝合金。金属粉末pd的金属的种类也可以不是铝合金,而是例如钛合金、镍合金、不锈钢、马氏体时效钢等。贮存在粉末贮存容器31中的金属粉末pd通过粉末推出台33的上升而被推出到粉末贮存容器31的上方。
50.重涂机37将推出到粉末贮存容器31的上方的金属粉末pd输送到造型容器21,并将金属粉末pd平坦地铺满到底板27上,由此将由金属粉末pd构成的粉末层pl形成到底板27上。在本实施方式中,重涂机37由刮板和在控制部50的控制下使刮板移动的电动致动器构成。另外,在其他实施方式中,重涂机37也可以由辊和使辊移动的电动致动器构成。
51.激光射出部40具有激光振荡器41、光纤43和激光头45。激光振荡器41产生激光束ls。在本实施方式中,激光束ls是光纤激光。另外,在其他实施方式中,激光束ls可以是例如片状激光、半导体激光或yag激光等光纤激光以外的固体激光,也可以不是固体激光,而是例如二氧化碳激光等气体激光。
52.激光头45配置在造型容器21的上方。激光头45通过光纤43与激光振荡器41连接。激光头45将从激光振荡器41经由光纤43供给的激光束ls朝向粉末层pl射出。在本实施方式中,在激光头45内置有检电扫描器(galvano scanner),激光头45使激光束ls的照射位置沿着与水平面平行的两个轴向移动。
53.控制部50作为具备cpu、存储器和输入输出接口的计算机而构成。在本实施方式中,如后所述,控制部50对造型台升降部25、粉末推出台升降部35、重涂机37、激光振荡器41及激光头45进行控制,来对造型物100进行造型。另外,控制部50也可以不是由计算机构成,而是由多个电路的组合构成。
54.图2是表示本实施方式中的造型物100的制造方法的内容的流程图。首先,在步骤s110中,将底板27安装于造型台23的上表面。接着,在步骤s120中,通过由控制部50控制层叠造型装置10的各部,由此将所期望的形状的多个造型物100、第一支承部和第二支承部造型到底板27上。在以下的说明中,将步骤s120的工序称为造型工序。关于造型工序的详细情况将在后面叙述。
55.之后,在步骤s130中,从造型台23取下底板27。在步骤s140中,将各造型物100从底板27分离。在步骤s150中,将造型物100彼此分离,完成各造型物100。将从步骤s140到步骤s150的工序称为分离工序。关于分离工序的详细情况将在后面叙述。
56.图3是表示本实施方式中的造型工序的状况的说明图。在本实施方式中,造型工序具有粉末层形成工序、熔融凝固工序和下降工序。造型工序在控制部50的控制下执行。
57.首先,在粉末层形成工序中,控制部50通过控制粉末推出台升降部35来使粉末推出台33上升,由此从粉末贮存容器31推出规定量的金属粉末pd。控制部50通过使重涂机37移动而将从粉末贮存容器31推出的金属粉末pd平坦地铺满到底板27上,由此将粉末层pl形成到底板27上。
58.接着,在熔融凝固工序中,控制部50通过控制激光振荡器41和激光头45而向粉末层pl上的规定区域照射激光束ls,由此使上述区域的粉末层pl熔融。熔融的粉末层pl例如在几秒内冷却而凝固,成为造型层zl。
59.之后,在下降工序中,控制部50通过控制造型台升降部25而使造型台23和底板27下降与造型层zl的厚度相当的距离。控制部50通过反复进行粉末层形成工序、熔融凝固工序和下降工序直到所有造型层zl的形成结束为止,由此在造型层zl上层叠造型层zl而造型多个造型物100、第一支承部和第二支承部。
60.图4是表示造型到底板27上的多个造型物100的一例的立体图。在图4所示的例子中,三个造型物100a~100c被造型于底板27上的互不相同的位置。各造型物100a~100c具有彼此相同的形状。在以下的说明中,有时将造型物100a称为第一层叠造型物100a或第一造型物100a,有时将造型物100b称为第二层叠造型物100b或第二造型物100b,有时将造型物100c称为第三层叠造型物100c或第三造型物100c。在不特别区分各造型物100a~100c进行说明的情况下,有时仅称为层叠造型物100或造型物100。另外,造型到底板27上的造型物100的数量并不限于三个,可以是两个,也可以是四个以上。各造型物100a~100c也可以具有相互不同的形状。
61.在图4所示的例子中,除了第一造型物100a、第二造型物100b和第三造型物100c之外,还将连结第一造型物100a与第二造型物100b的第一支承部110a、连结第二造型物100b与第三造型物100c的第一支承部110b、连结第一造型物100a与底板27的第二支承部120a、连结第二造型物100b与底板27的第二支承部120b、及连结第三造型物100c与底板27的第二支承部120c造型到底板27上。
62.各造型物100a~100c相互隔开间隔地配置。第一支承部110a配置在第一造型物100a与第二造型物100b之间,第一支承部110b配置在第二造型物100b与第三造型物100c之间。在本实施方式中,各第一支承部110a、110b具有以相互交叉的方式设置的两个第一板状部111。各第一板状部111构成为平板状。各第一支承部110a、110b构成为在沿与底板27的上表面平行的方向观察时呈x字状。为了抑制材料成品率的降低,各第一支承部110a、110b优选配置于造型物100a~100c彼此之间的间隔较窄的位置。另外,各第一支承部110a、110b也可以构成为在沿与底板27的上表面垂直的方向观察时呈x字状。
63.各造型物100a~100c相对于底板27隔开间隔地配置。第二支承部120a配置在第一造型物100a与底板27之间,第二支承部120b配置在第二造型物100b与底板27之间,第二支承部120c配置在第三造型物100c与底板27之间。各第二支承部120a~120c支承各造型物100a~100c。在本实施方式中,各第二支承部120a~120c具有相互平行地设置的五个第二板状部121。各第二板状部121构成为平板状。另外,第二板状部121的数量并不限于五个,可以是任意数量。但是,优选第二板状部121的数量多于第一板状部111的数量。
64.各第一支承部110a、110b具有在使底板27相对于水平面倾斜时能够承受各造型物100a~100c的重量的强度和刚性。在本实施方式中,各第二支承部120a~120c的强度和刚
性高于各第一支承部110a、110b的强度和刚性。在本实施方式中,控制部50在造型工序中,通过控制激光射出部40,使用于造型各造型物100a~100c和各第二支承部120a~120c的激光束ls的能量密度高于用于造型第一支承部110a、110b的激光束ls的能量密度。例如,控制部50使用于造型各第一支承部110a、110b的激光束ls的能量密度为用于造型各造型物100a~100c和各第二支承部120a~120c的激光束ls的能量密度的80%。向粉末层pl照射的激光束ls的能量密度越高,则粉末层pl的熔融程度越大。粉末层pl的熔融程度越大,则越不易形成由未熔融部分引起的空隙,因此造型层zl的密度变高。
65.图5是表示本实施方式中的分离工序的状况的第一说明图。图6是表示本实施方式中的分离工序的状况的第二说明图。图5和图6示出了使图4所示的三个造型物100a~100c相互分离的状况。
66.在本实施方式中,首先,如图5所示,将连结各造型物100a~100c与底板27的各第二支承部120a~120c断开。通过断开各第二支承部120a~120c,由此使各造型物100a~100c从底板27分离。在本实施方式中,通过仿形机(band saw:带锯)的切断,各第二支承部120a~120c被断开。若在底板27朝上、换言之各造型物100a~100c的层叠方向与重力方向g平行的状态下将各造型物100a~100c从底板27分离,则失去了第二支承部120a~120c的支承的造型物100a~100c有可能落下而与仿形机的刀片接触。因此,在本实施方式中,为了抑制各造型物100a~100c与仿形机的刀片接触的情况,在底板27朝侧面的状态下,换言之,在各造型物100a~100c的层叠方向与重力方向g垂直的状态下,将各造型物100a~100c从底板27分离。
67.接着,如图6所示,在各造型物100a~100c的层叠方向与重力方向g平行的状态下,将连结造型物100a~100c彼此的第一支承部110a~110b断开。例如,通过利用钳子的切断而将第一支承部110~110b断开。通过断开第一支承部110a、110b,造型物100a~100c彼此被分离。
68.图7是表示比较例的分离工序的状况的说明图。在比较例中,没有设置第一支承部110a、110b。在未设置第一支承部110a、110b的情况下,若在底板27为朝侧面的状态下切断第二支承部120a~120c,则如图7所示,存在失去了第二支承部120a~120c的支承的各造型物100a~100c落下,造型物100a~100c彼此接触而破损的可能。即使在底板27朝上的状态下切断第二支承部120a~120c,也存在失去了第二支承部120a~120c的支承的造型物100a~100c翻倒,造型物100a~100c彼此接触而破损的可能。通过在造型物100a~100c彼此之间插入缓冲材料,能够避免造型物100a~100c彼此的接触。但是,在造型物100a~100c彼此之间插入缓冲材料的情况下,由于需要花费用于插入缓冲材料的工夫和时间,所以生产效率降低。另外,在造型物100a~100c彼此的间隔窄的情况下,难以在造型物100a~100c彼此之间插入缓冲材料。
69.与此相对,根据以上所说明的本实施方式的层叠造型物100的制造方法,在造型工序中,造型将第一造型物100a与第二造型物100b连结的第一支承部110a、及将第二造型物100b与第三造型物100c连结的第一支承部110b。然后,在分离工序中,在使各造型物100a~100c从底板27分离之后,切断各第一支承部110a、110b而使造型物100a~100c彼此分离。因此,在使各造型物100a~100c从底板27分离时,能够通过第一支承部110a、110b来确保造型物100a~100c彼此的间隔。因此,能够抑制在使各造型物100a~100c从底板27分离时各造
型物100a~100c因造型物100a~100c彼此相互接触而损伤的情况。特别是,在本实施方式中,能够抑制在使通过向由金属粉末pd形成的粉末层pl照射激光束ls的slm方式的层叠造型法而造型得到的各造型物100a~100c从底板27分离时,各造型物100a~100c彼此相互接触的情况。
70.另外,在本实施方式中,在造型工序中,造型将各造型物100a~100c与底板27连结的第二支承部120a~120c,因此能够通过各第二支承部120a~120c来支承各造型物100a~100c。因此,能够抑制在各造型物100a~100c的造型过程中各造型物100a~100c的形状崩坏的情况,由此能够尺寸精度良好地造型各造型物100a~100c。
71.另外,在本实施方式中,由于各第二支承部120a~120c的刚性比各第一支承部110a、110b的刚性高,因此能够抑制在各造型物100a~100c的造型过程中各第二支承部120a~120c变形的情况。特别是,在本实施方式中,能够抑制造型物100a~100c彼此由于熔融的粉末层pl凝固时的收缩而经由各第一支承部110a、110b相互牵拉,导致各第二支承部120a~120c变形的情况。
72.另外,在本实施方式中,由于用于造型各第二支承部120a~120c的激光束ls的能量密度比用于造型各第一支承部110a、110b的激光束ls的能量密度高,因此能够使各第二支承部120a~120c的密度比各第一支承部110a、110b的密度高。因此,能够使各第二支承部120a~120c不易变形。
73.另外,在本实施方式中,各第一支承部110a、110b具有以相互交叉的方式设置的两个第一板状部111,因此能够容易地确保各第一支承部110a、110b的刚性。因此,能够有效地抑制在使各造型物100a~100c从底板27分离时,各第一支承部110a、110b变形而造型物100a~100c彼此接触的情况。
74.另外,在本实施方式中,各第二支承部120a~120c由多个第二板状部121构成,第二板状部121的数量比各第一支承部110a、110b的第一板状部111的数量多。因此,与各第二支承部120a~120的第二板状部121的数量为各第一支承部110a、110b的第一板状部111的数量以下的方式相比,能够使各第二支承部120a~120c不易变形。
75.b.第二实施方式:
76.图8是表示通过第二实施方式中的层叠造型物100的制造方法造型到底板27上的多个造型物100的一例的立体图。在第二实施方式中,与第一实施方式的不同之处在于:各第一支承部110a、110b不具有第一板状部111而具有第一棒状部112;及各第二支承部120a~120c不具有第二板状部121而具有第二棒状部122。关于其他结构,只要没有特别说明,则与第一实施方式相同。
77.在本实施方式中,各第一支承部110a、110b具有沿着相互不同的方向设置的三个第一棒状部112。各第一棒状部112构成为直线的棒状。各第一棒状部112优选配置成相互处于扭转的位置。另外,第一棒状部112的数量也可以不是三个,而是四个以上。各第一棒状部112既可以配置成相互交叉,也可以配置成相互平行。
78.在本实施方式中,各第二支承部120a~120c具有与底板27的上表面垂直地配置的20个第二棒状部122。各第二棒状部122以排列成5行4列的方式配置在底板27上。各第二棒状部122构成为直线的棒状。第二棒状部122的数量并不限于20个,可以是任意数量。但是,第二棒状部122的数量优选多于第一棒状部112的数量。
79.根据以上所说明的本实施方式中的层叠造型物100的制造方法,各第一支承部110a、110b具有沿着相互不同的方向设置的三个第一棒状部112,因此能够容易地确保各第一支承部110a、110b的刚性。
80.另外,在本实施方式中,各第二支承部120a~120由多个第二棒状部122构成,第二棒状部122的数量比各第一支承部110a、110b的第一棒状部112的数量多。因此,与各第二支承部120a~120的第二棒状部122的数量为各第一支承部110a、110b的第一棒状部112的数量以下的方式相比,能够使各第二支承部120a~120c不易变形。
81.c.第三实施方式:
82.图9是表示通过第三实施方式中的层叠造型物100的制造方法造型到底板27上的多个造型物100的一例的侧视图。在第三实施方式中,与第一实施方式的不同之处在于:第一造型物100a和第二造型物100b具有在沿第一造型物100a与第二造型物100b的层叠方向观察时相互重叠的部分;及在层叠方向上的第一造型物100a与第二造型物100b之间设置有将第一造型物100a与第二造型物100b连结的第一支承部110c。关于其他结构,只要没有特别说明,则与第一实施方式相同。
83.在本实施方式中,第一造型物100a与第二造型物100b通过第一支承部110a和第一支承部110c而相互连结。第一支承部110c与第一支承部110a同样地具有以相互交叉的方式设置的两个第一板状部111。另外,第一支承部110c也可以具有沿着相互不同的方向设置的三个以上的第一棒状部112。
84.在本实施方式中,在分离工序中,在使各造型物100a~100c从底板27分离之后,切断各第一支承部110a~110c而使造型物100a~100c彼此分离。
85.根据以上所说明的本实施方式中的层叠造型物100的制造方法,即使第一造型物100a和第二造型物100b具有在沿层叠方向观察时相互重叠的部分,也能够通过第一支承部110c来确保第一造型物100a与第二造型物100b在层叠方向上的间隔。
86.d.其他实施方式:
87.(d1)在上述各实施方式的层叠造型物100的制造方法中,各造型物100a~100c、各第一支承部110a~110c及各第二支承部120a~120c利用粉末床熔融结合方式的层叠造型法中的、通过向粉末层pl照射激光束ls而使粉末层pl熔融的slm方式的层叠造型法来造型。与此相对,各造型物100a~100c、各第一支承部110a~110c及各第二支承部120a~120c也可以利用粉末床熔融结合方式的层叠造型法中的、通过向粉末层pl照射激光束ls而使粉末层pl烧结的sls(selective laser sintering:选择性激光烧结)方式的层叠造型法、或通过向粉末层pl照射电子束而使粉末层pl熔融的ebm(electron beam melting:电子束熔融)方式的层叠造型法来造型。各造型物100a~100c、各第一支承部110a~110c及各第二支承部120a~120c也可以不通过粉末床熔融结合方式的层叠造型法,而通过例如fdm(fused deposition modeling:熔融沉积成型)方式(注册商标)或光造型方式的层叠造型法来造型。在fdm方式或光造型方式的情况下,作为各造型物100a~100c、各第一支承部110a~110c及各第二支承部120a~120c的原材料,也可以不使用金属材料而使用树脂材料。
88.(d2)在上述各实施方式的层叠造型物100的制造方法中,在分离工序中,在使各造型物100a~100c从底板27分离之后,切断各第一支承部110a~110c而使造型物100a~100c彼此分离。与此相对,在分离工序中,也可以在使第一造型物100a从底板27分离,并切断第
一支承部110a、110c而使第一造型物100a与第二造型物100b分离之后,使第二造型物100b与底板27分离。之后,在使第二造型物100b从底板27分离,并切断第一支承部110b而使第二造型物100b与第三造型物100c分离之后,使第三造型物100c从底板27分离。即使在该情况下,也能够抑制在使各造型物100a~100c从底板27分离时造型物100a~100c彼此相互接触的情况。另外,使各造型物100a~100c从底板27分离的顺序并不限于上述顺序,例如可以是第三造型物100c、第二造型物100b、第一造型物100a的顺序,也可以是第一造型物100a、第三造型物100c、第二造型物100b的顺序。
89.(d3)在上述各实施方式的层叠造型物100的制造方法中,在各造型物100a~100c与底板27之间造型有第二支承部120a~120c。与此相对,也可以在各造型物100a~100c与底板27之间不造型第二支承部120a~120c,而在各造型物100a~100c设置规定的切削余量,并将各造型物100a~100c造型成与底板27相接。
90.(d4)在上述各实施方式的层叠造型物100的制造方法中,各第二支承部120a~120c的刚性比各第一支承部110a~110c的刚性高。与此相对,各第二支承部120a~120c的刚性也可以为各第一支承部110a~110c的刚性以下。在该情况下,各第二支承部120a~120c的刚性优选与各第一支承部110a~110c的刚性相同。
91.(d5)在上述各实施方式的层叠造型物100的制造方法中,用于造型各第二支承部120a~120c的激光束ls的能量密度比用于造型各第一支承部110a~110c的激光束ls的能量密度高。与此相对,用于造型各第二支承部120a~120c的激光束ls的能量密度也可以为用于造型各第一支承部110a~110c的激光束ls的能量密度以下。在该情况下,用于造型各第二支承部120a~120c的激光束ls的能量密度优选与用于造型各第一支承部110a~110c的激光束ls的能量密度相同。
92.(d6)在上述各实施方式的层叠造型物100的制造方法中,在造型工序的熔融凝固工序中,控制部50使用于造型各第二支承部120a~120c的激光束ls的能量密度高于用于造型各第一支承部110a~110c的激光束ls的能量密度。与此相对,控制部50在熔融凝固工序中也可以不变更激光束ls的能量密度。在该情况下,控制部50例如可以为了造型第一支承部110a~110c而对每两层照射激光束ls,而不是对每一层照射激光束ls。通过该方法,能够使各第一支承部110a~110c的密度小于各第二支承部120a~120c的密度。
93.(d7)在上述第一实施方式和第三实施方式的层叠造型物100的制造方法中,各第一支承部110a~110c由多个第一板状部111构成,各第二支承部120a~120c由多个第二板状部121构成。与此相对,也可以是,各第一支承部110a~110c由多个第一板状部111构成,各第二支承部120a~120c由多个第二棒状部122构成。或者,也可以是,各第一支承部110a~110c由多个第一棒状部112构成,各第二支承部120a~120c由多个第二板状部121构成。
94.本公开并不限于上述实施方式,能够在不脱离本公开的主旨的范围内以各种结构来实现。例如,为了解决上述课题的一部分或全部,或者为了实现上述效果的一部分或全部,与发明内容一栏所记载的各方式中的技术特征对应的实施方式中的技术特征可以适当地进行替换、组合。此外,如果该技术特征未被作为本说明书中所必需的技术特征而说明,则可以适当地删除。
95.标号说明
96.10
…
层叠造型装置、20
…
造型部、21
…
造型容器、23
…
造型台、25
…
造型台升降部、
27
…
底板、30
…
粉末层形成部、31
…
粉末贮存容器、33
…
粉末推出台、35
…
粉末推出台升降部、37
…
重涂机、40
…
激光射出部、41
…
激光振荡器、43
…
光纤、45
…
激光头、50
…
控制部、100
…
层叠造型物、110
…
第一支承部、111
…
第一板状部、112
…
第一棒状部、120
…
第二支承部、121
…
第二板状部、122
…
第二棒状部、ls
…
激光束、pd
…
金属粉末、pl
…
粉末层、zl
…
造型层。
再多了解一些
本文用于创业者技术爱好者查询,仅供学习研究,如用于商业用途,请联系技术所有人。