1.本发明属于自动化领域,涉及一种应用于转底炉制粒控制装置及方法。
背景技术:
2.转底炉工艺主要用于钢铁企业含铁含锌尘泥的环保处理,并产生金属化球团和次氧化锌粉,该工艺逐渐被国内认可和接受。随着生产实践的进行,新工艺也暴露了新的问题,例如由于转底炉所处理原料为物性差异极大的粉料或污泥,为便于后续工序加工处理,必须先按比例配料加水混合均匀后进行制粒,从而获得形状符合要求的生球,制粒过程的高效稳定起着承上启下的关键作用。目前,转底炉制粒生产所采用的设备主要分圆盘造球机和对辊压球机两种,其中尤其以对辊压球机应用最为广泛,以下以对辊压球机制粒为例进行描述。
3.压球机主要由给料器、驱动装置、一对工作辊和挤压装置等组成,其工作原理是驱动装置带动工作辊转动,给料器将含水适宜的混合原料均匀送入工作辊的间隙,填充于工作辊外层辊套表面的球窝中,然后通过挤压装置作用于工作辊上,使原料被挤压成为具有规则形状尺寸的生球。实际生产中,一般是先依靠人工经验结合混合原料水份预设下料量、工作辊转速、挤压力等参数,然后根据出球情况进行人工判断后再反馈修正各参数,通过不断重复该过程直至得到合格的制粒效果。
4.传统使用过程中,整个制粒过程高度依赖于操作人员的经验,生产具有极大的不确定性。一方面,压球机的给料量要保持稳定,且混合原料水份需控制在一个合适的区间,水份偏低时粘性不足难以成球,水份过高则极易造成粘仓、堵仓导致下料不畅,从而引发制粒效果恶化。另一方面,压球机工作辊的转速和挤压力也须保持同步;转速过低物料形成内部堆积易发生堵塞引发故障,转速过快则球窝填充不饱满易漏料撒料且加速设备磨损;挤压力不足将导致生球强度不足粉化率升高,挤压力过高又易造成脱模困难且设备磨损加剧。因此,基于传统人工经验进行操作控制的压球制粒系统的稳定性极差,经常引发下游生产工序的被迫波动,从而导致产量质量和生产成本难以实现精细化控制,无法支撑进一步降本增效的需求。
技术实现要素:
5.有鉴于此,本发明的目的在于提供一种应用于转底炉制粒控制装置及方法。
6.为达到上述目的,本发明提供如下技术方案:
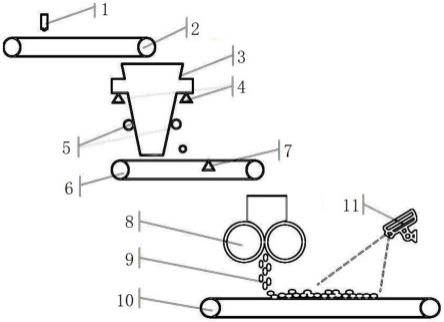
7.一种应用于转底炉制粒控制装置,该控制装置包括水分检测仪1、输送机一2、缓冲料仓3、连续料位计4、料仓清堵设备5、定量给料机6、称重仪表7、压球机8、输送机二10和摄像机11;
8.所述水分检测仪1设置在输送机一2的起始端,输送机一2的末尾端与缓冲料仓3的入口相连;缓冲料仓3的出口与定量给料机6的起始端相连;
9.缓冲料仓3的两侧设有连续料位计4;
10.定量给料机6上设有称重仪表7;
11.定量给料机6的末尾端与压球机8相连;
12.压球机8与输送机二10的起始端相连;
13.输送机二10的上方设有摄像机11。
14.可选的,所述缓冲料仓3的两侧还设有料仓清堵设备5,所述料仓清堵设备5设置在靠近缓冲料仓3出口的位置。
15.可选的,所述缓冲料仓3为口径由大到小的圆锥形。
16.可选的,所述压球机8靠近定量给料机6末尾端的位置设有入料口。
17.可选的,所述称重仪表7有若干个,均匀分布在定量给料机6内部。
18.基于所述控制装置的应用于转底炉制粒控制方法,该方法包括以下步骤:
19.1)根据生产能力需要及工况规则,设定加水量、压球机给料量、挤压力和转速的初始值;
20.2)采集在线水份检测仪获取的入仓前混合原料含水率,并反馈上游混合机加水自动调节装置控制加水量;
21.3)采集缓冲料仓连续料位计信号以实时监测当前缓冲料仓内料位状态;采集定量给料机设定的出仓料量,即进入压球机的设定给料量,然后根据定量给料机的实时反馈料量来判断缓冲料仓的实际出料状态;
22.4)通过缓冲料仓内料位变化,以及出仓料量设定数据和反馈数据的比对分析,判断是否存在粘仓堵仓风险;
23.料仓内的料位数据变化通过料位计检测数据的单位时间变化差值表征,或通过设定料量与反馈实时料量数据之差表征,二者任意一个达到警戒值,判定为存在堵仓风险;
24.若超出风险预警线,判断存在堵仓风险,则启动料仓清堵设备,以保障压球机供料的稳定连续,同时反馈混合机加水自动调节装置,减少加水量;
25.5)采用机器视觉分析技术对压球机出来的生球进行在线监视和智能图像识别,以实时获取当前所制生球的粒度分布特征,并对识别出的生球粒度数据进行记录和统计分析,然后与预设的生球粒度合格尺寸进行比对,小于合格尺寸的生球则为不合格,大于等于合格尺寸的则为合格,合格生球所占比例即为成球合格率,用以表征成球效果的好坏;
26.6)当成球合格率无法满足要求时则依次调节压球机转速、挤压力,使其与给料量匹配,若还是无法满足,则调节加水量;循环迭代1)~4),直至成球合格率满足要求;
27.调节加水量的依据为:
28.①
当判定成球合格率低于要求值时,首先调小转速,直至不低于实际给料量,避免造成积料;
29.②
当迭代若干次,成球合格率重新达到稳定值,但仍低于要求值时,则增大挤压力,直至达到所允许承受的上限,避免损坏设备;
30.③
当迭代若干次,成球合格率重新达到稳定值,但仍低于要求值时,则反馈加水系统,增大含水率,直至不引起堵仓;
31.④
以上措施均无法达成要求的成球合格率时,则向操作人员发出报警通知,提醒管理人员调整物料配比,然后重新进行生产迭代匹配;
32.7)将积累的运行数据进行挖掘分析,训练形成加水量、给料量、转速和挤压力参数
的最佳匹配区间以丰富完善工况规则知识库,然后迭代优化控制区间;
33.加水量、给料量、转速和挤压力参数相匹配的工况规则为:
34.①
适宜成球的含水率为某一范围,在确保出仓顺利的前提下,含水率应趋于范围上限;
35.②
给料量根据生产计划设定,需保持连续稳定,可在设定值上下范围内微调,不可频繁大幅度变化;
36.③
压球机转速宜稍高于实际给料量,确保压球机工作辊表面球窝充分填充的同时内部不发生堵塞积料和减轻工作辊磨损;
37.④
适宜成球的挤压力为某一范围,多处于挤压装置工作允许范围的中间值,在满足生产要求的前提下,趋于下限,以减轻工作辊磨损。
38.本发明的有益效果在于:实现转底炉制粒过程生产的的自动调节,助力产线高效稳定运行。
39.本发明的其他优点、目标和特征在某种程度上将在随后的说明书中进行阐述,并且在某种程度上,基于对下文的考察研究对本领域技术人员而言将是显而易见的,或者可以从本发明的实践中得到教导。本发明的目标和其他优点可以通过下面的说明书来实现和获得。
附图说明
40.为了使本发明的目的、技术方案和优点更加清楚,下面将结合附图对本发明作优选的详细描述,其中:
41.图1为本发明结构图;
42.图2为本发明方法流程图。
43.附图标记:1-水分检测仪,2-输送机一,3-缓冲料仓,4-连续料位计,5-料仓清堵设备,6-定量给料机,7-称重仪表,8-压球机,9-生球,10-输送机二,11-摄像机。
具体实施方式
44.以下通过特定的具体实例说明本发明的实施方式,本领域技术人员可由本说明书所揭露的内容轻易地了解本发明的其他优点与功效。本发明还可以通过另外不同的具体实施方式加以实施或应用,本说明书中的各项细节也可以基于不同观点与应用,在没有背离本发明的精神下进行各种修饰或改变。需要说明的是,以下实施例中所提供的图示仅以示意方式说明本发明的基本构想,在不冲突的情况下,以下实施例及实施例中的特征可以相互组合。
45.其中,附图仅用于示例性说明,表示的仅是示意图,而非实物图,不能理解为对本发明的限制;为了更好地说明本发明的实施例,附图某些部件会有省略、放大或缩小,并不代表实际产品的尺寸;对本领域技术人员来说,附图中某些公知结构及其说明可能省略是可以理解的。
46.本发明实施例的附图中相同或相似的标号对应相同或相似的部件;在本发明的描述中,需要理解的是,若有术语“上”、“下”、“左”、“右”、“前”、“后”等指示的方位或位置关系为基于附图所示的方位或位置关系,仅是为了便于描述本发明和简化描述,而不是指示或
暗示所指的装置或元件必须具有特定的方位、以特定的方位构造和操作,因此附图中描述位置关系的用语仅用于示例性说明,不能理解为对本发明的限制,对于本领域的普通技术人员而言,可以根据具体情况理解上述术语的具体含义。
47.请参阅图1,为一种应用于转底炉制粒控制装置及方法。该装置包括水分检测仪1、输送机一2、缓冲料仓3、连续料位计4、料仓清堵设备5、定量给料机6、称重仪表7、压球机8、输送机二10和摄像机11;
48.所述水分检测仪1设置在输送机一2的起始端,输送机一2的末尾端与缓冲料仓3的入口相连;缓冲料仓3的出口与定量给料机6的起始端相连。
49.缓冲料仓3的两侧设有连续料位计4和料仓清堵设备5。
50.定量给料机6上设有称重仪表7,用于监测定量给料机6上混合原料的重量。
51.定量给料机6的末尾端与压球机8相连。
52.压球机8与输送机二10的起始端相连。
53.输送机二10的上方设有摄像机11,用于采集输送机二10上混合原料的图像。
54.水分检测仪1监测输送机一2上经上游混合机加水混匀后的混合原料含水率。混合原料通过输送机一2进入缓冲料仓3。缓冲料仓3上的连续料位计4监测当前缓冲料仓3内的料位状态。料仓清堵设备5定期清理缓冲料仓3内的堵塞原料。定量给料机6根据设定的出仓料量,将混合原料送入压球机8。压球机8将混合原料压成生球9,然后送入输送机二10。
55.如图2所示,基于本装置的控制方法,包括以下步骤:
56.1)根据生产能力需要及工况规则知识,设定加水量、压球机给料量、挤压力和转速的初始值;
57.2)采集在线水份检测仪获取入仓前混合原料的含水率w,并反馈上游混合机加水自动调节装置控制加水量在适宜区间。
58.3)采集缓冲料仓连续料位计信号以实时获取当前缓冲料仓内料位状态h;采集定量给料机控制缓冲料仓设定的出仓料量qi,也即进入压球机的设定给料量,然后根据定量给料机的实时反馈料量q0来判断缓冲料仓出料状态。
59.4)通过缓冲料仓内料位单位时间内的变化差值δh,以及出仓料量设定数据和反馈数据差值δq的比对,判断是否存在粘仓堵仓风险;
60.料位数据变化通过δh表征,设定料量与反馈实时料量数据之差通过δq表征,二者任意一个数据达到警戒值,即可判定为存在堵仓风险。
61.如超出风险预警线,则启动料仓清堵设备,保障压球机供料稳定连续,同时反馈混合机加水自动调节装置,减少加水量。
62.5)采用机器视觉分析技术对压球机的生球进行在线监视和智能图像识别,以实时获取当前所制生球的粒度分布特征,并对识别出的生球粒度数据进行记录和统计分析,然后与预设的生球粒度合格尺寸进行比对,小于合格尺寸的生球则为不合格,大于等于合格尺寸的则为合格,合格生球所占比例即为成球合格率,用以表征成球效果的好坏。
63.6)当成球合格率无法满足要求时,优先调节压球机转速、挤压力,使其与给料量匹配,如仍无法满足,再调节加水量;循环迭代以上过程,直至成球合格率满足要求。
64.7)将积累的运行数据进行挖掘分析,训练形成加水量、给料量、转速和挤压力等参数的最佳匹配区间以丰富完善工况规则知识库,然后迭代优化控制区间,形成制粒效果的
持续升级改进。
65.优化控制区间指:根据成球合格率的统计结果,反馈调节加水量、转速、挤压力等参数值,使各参数与给料量处于最佳匹配区间,在提高生产精细化控制程度和稳定性的同时,设备损耗最低。
66.最后说明的是,以上实施例仅用以说明本发明的技术方案而非限制,尽管参照较佳实施例对本发明进行了详细说明,本领域的普通技术人员应当理解,可以对本发明的技术方案进行修改或者等同替换,而不脱离本技术方案的宗旨和范围,其均应涵盖在本发明的权利要求范围当中。
再多了解一些
本文用于创业者技术爱好者查询,仅供学习研究,如用于商业用途,请联系技术所有人。