1.本发明涉及一种用于在机床上夹紧工件的设备。
背景技术:
2.众所周知,在需要在机床上加工的机械工件的大规模生产中,广泛使用具有高度自动化的系统,其中,拟人机器人将待加工的工件带到机床上,在机床上,液压类型的特定设备接收工件并将其夹紧就位,以允许对其进行加工。
3.当加工过程完成时,上述装置释放已加工的工件,该工件通过机器人再次移开。
4.夹紧设备必须能够在被加工的工件上施加非常高的夹紧力。
5.这种需求在例如汽车行业中尤其明显,其中,优化生产周期的持续需求已经导致使用以非常高的速度运行的工具,在工件上卸载必须由紧固系统抵消的非常强的力和振动。
6.此外,还是在汽车行业,越来越广泛地使用特别轻的材料(例如,铝),但是在加工过程中,这些材料不能确保与例如铸铁和钢等材料相同的耐受性。
7.因此,每当待加工的新工件安装在机床上时,夹紧设备除了施加非常大的力之外,还需要以非常高的精度和可重复的方式在预定的点处靠在工件上;否则,事实上,由夹紧设备施加的较大的力可能会导致工件变形,这损害了加工质量,并且导致获得超出公差的工件的风险。
8.在这种自动化系统中,包括用于夹紧工件的设备在内的各个部件的操作可靠性水平通常非常高。
9.然而,有时会发生没有正确和精确地放置待加工的机械工件,因此夹紧设备不能很好地夹紧工件(或者虽然夹紧了但位置不对),从而有危及整个加工过程和损坏工件和/或机床和/或夹紧设备的风险。
10.当在加工过程结束时卸载工件时,也会出现类似的问题;事实上,如果夹紧设备没有完全和正确地释放已加工的工件,则事实上,工件移动机器人拾取(或试图拾取)没有完全释放的工件,存在严重损坏工件和/或夹紧设备和/或机器人本身的风险。
11.在这种情况下,重要的是要强调,在高度自动化的系统中,导致停止加工的任何故障都可能很容易导致生产不足,或者甚至更糟,导致系统损坏,并且导致随之而来的不可忽视的实体经济损失。
技术实现要素:
12.本发明的主要目的是设计一种用于在机床上夹紧工件的设备,允许防止在没有正确放置和夹紧在机床上的工件上进行加工操作。
13.本发明的另一个目的是设计一种用于在机床上夹紧工件的设备,允许防止卸载未完全且适当释放的加工工件。
14.最后同样重要的是,本发明的目的是设计一种用于以高可靠性和操作精度在机床
上夹紧工件的设备。
15.本发明的又一个目的是设计一种用于在机床上夹紧工件的设备,允许避免对正在加工的工件和/或机床的工具和/或工件移动机器人和/或其夹紧设备造成不希望的故障和损坏。
16.本发明的另一个目的是设计一种用于在机床上夹紧工件的设备,允许在简单、合理、容易、有效使用和可承受的解决方案的范围内克服现有技术的上述缺点。
17.通过具有权利要求1的特征的用于在机床上夹紧工件的本设备来实现上述目的。
附图说明
18.通过对用于在机床上夹紧工件的设备的一些优选但非排他性的实施例的描述,本发明的其它特征和优点将变得更加明显,这些实施例通过示意性但非限制性的示例在附图中示出,其中:
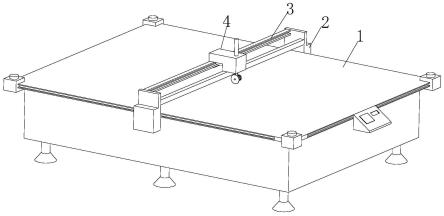
19.图1是根据本发明的设备的第一实施例的轴测图;
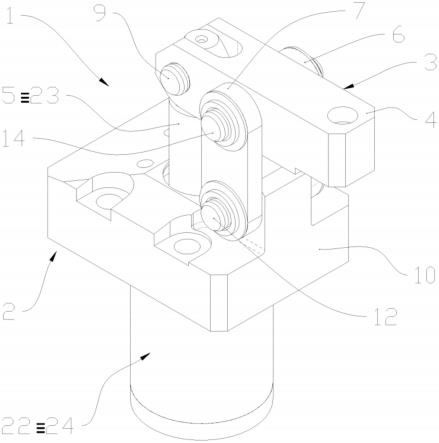
20.图2是图1中的设备的分解图;
21.图3是在夹紧位置的图1中的设备的剖视图;
22.图4是在中间过渡位置的图1中的设备的剖视图;
23.图5是在释放位置的图1中的设备的剖视图;
24.图6是根据本发明的设备的第二实施例的剖视图;
25.图7是根据本发明的设备的第三实施例的分解图。
具体实施方式
26.具体参考图1至5所示的实施例,附图标记1总体上表示用于在机床上夹紧工件的设备。
27.特别地,设备1用于在工件p被放置在机床m的操作台l上之后并且在机械加工开始之前夹紧工件p。
28.优选地,机床m是高度自动化的类型,其中,拟人机器人专用于装载待加工的工件p和卸载已加工的工件p。
29.应当注意,机床m设置有多个设备1,这些设备基于工件p的形状和待执行的机械加工的类型以适当的数量布置在适当的位置。
30.在附图和本公开的剩余部分中,为了简单起见,将参考单个设备1,除非另有说明。
31.设备1包括至少一个基本框架2,该基本框架可固定到机床m上,例如,固定到其操作台l、其底座或其任何其他部分上。
32.设备1包括至少一个夹紧单元3,与基本框架2相关联,该夹紧单元为在工件p的释放位置和夹紧位置之间可移动的方式,穿过多个中间过渡位置。
33.方便地,夹紧单元3包括:
[0034]-至少一个支架元件4,该支架元件围绕第一铰接轴线a铰接到活动部分5,并且适于在夹紧位置与工件p接触;
[0035]-至少一个铰接连杆6、7,该铰接连杆围绕第二铰接轴线b铰接到基本框架2,并且围绕第三铰接轴线c铰接到支架元件4。
[0036]
有利地,铰接轴线a、b、c基本上彼此平行。
[0037]
由于夹紧单元3的形状,实际上,在释放位置,支架元件4被放置在几乎垂直的位置,这使得可以自由接近操作台l,以定位和移除工件p;另一方面,在夹紧位置,支架元件4位于基本水平的位置并悬在操作台上,从而将工件p夹紧在支架元件4和操作台l之间。
[0038]
支架元件4和活动部分5之间围绕第一铰接轴线a的铰接由形成在支架元件4和活动部分5上的一系列第一孔8以及插入彼此对齐的第一孔8中的第一销9限定。
[0039]
例如,铰接连杆6、7包括第一连接杆6和第二连接杆7,这两者都围绕第二和第三铰接轴线b、c铰接。
[0040]
方便地,连接杆6、7布置在支架元件4和基本框架2的铰接部分10的对称相对侧。
[0041]
连接杆6、7和基本框架2之间围绕第二铰接轴线b的铰接由形成在连接杆6、7和铰接部分10上的一系列第二孔11以及插入彼此对齐的第二孔11中的第二销12限定。
[0042]
另一方面,连接杆6、7和支架元件4之间围绕第三铰接轴线c的铰接由形成在连接杆6、7和支架元件4上的一系列第三孔13以及插入彼此对齐的第三孔13中的第三销14限定。
[0043]
设备1包括至少一个形成在基本框架2或夹紧单元3中的至少一个上的感测通道15。
[0044]
感测通道15可以供应有加压空气,并且可以连接到适于感测加压空气压力的感测传感器16。
[0045]
更详细地,感测通道15连接到适于供应加压空气的第一气动回路17。
[0046]
第一气动回路17设置有感测传感器16(例如,压力开关),通过该感测传感器可以知道感测通道15内的空气压力。
[0047]
当夹紧单元3处于夹紧位置时,感测通道15是气密密封的,并且至少当夹紧单元3处于中间过渡位置时,感测通道15向外敞开。
[0048]
因此,当夹紧单元3处于夹紧位置时,在压力下供应到感测通道15中的空气保持截留在感测通道本身中,并且其压力趋于增大;然而,在中间过渡位置,允许空气向外排出,并且其压力趋于降低。
[0049]
方便地,感测通道15形成在基本框架2上,并且铰接连杆6、7被成形为基于铰接连杆6、7的位置打开和关闭感测通道15。
[0050]
更详细地,感测通道15出现在例如形成在铰接部分10上的基本框架2的第一表面18上。
[0051]
第一连接杆6旋转地搁置在第一表面18上,并且包括第一通风凹槽19。
[0052]
第一连接杆6与第一预加载装置20、21相关联,第一预加载装置适于保持第一连接杆6在第一表面18上密封接触,并保持感测通道15常闭。
[0053]
第一预加载装置20、21包括例如一组安装在第二销12和第三销14上的盘形弹簧20和垫圈21,并且进行操作以将连接杆6、7推靠在铰接部分10和支架元件4上。
[0054]
这样,一方面,确保了基本框架2、连接杆6、7和支架元件4之间的现有间隙重置,从而实现更稳定和精确的组装操作,另一方面,即使没有橡胶密封件或其他软材料,也实现了感测通道15的密封闭合。
[0055]
实际上,仅在第一通风凹槽19与感测通道15至少部分重叠时打开感测通道15,如上所述,这发生在夹紧单元3移动到中间过渡位置时。
[0056]
如所描述和所示出的,感测通道15形成在基本框架2上,并且铰接连杆6、7被成形为打开和关闭感测通道15;然而,不能排除替代实施例,其中,感测通道15被不同地布置,并且通过除了铰接连杆6、7之外的部件来实现其打开和关闭。
[0057]
为了夹紧单元在释放位置和夹紧位置之间的移动,设备1包括至少一个液压致动器22、23,该液压致动器设置有与基本框架2相关联的固定部分24和连接到夹紧单元3的活动部分5。
[0058]
液压致动器22、23的活动部分5方便地与支架元件4绕第一铰接轴线a铰接的活动部分重合。
[0059]
例如,液压致动器22、23包括限定固定部分24的气缸22以及设置有柱塞25的阀杆23,阀杆出自气缸22并限定活动部分5。
[0060]
液压致动器22、23的气缸22与基本框架2形成一体件。
[0061]
在气缸内部,液压致动器22、23包括至少第一腔室26,该第一腔室能够供应有第一加压液压流体,以将夹紧单元3从释放位置移动到夹紧位置。在本发明中,液压流体是指在液压回路中用作能量传输载体的任何液态流体(因此理想情况下是不可压缩的);优选地,液压流体由传统的合成油组成,但是不排除替代实施例,其中,液压流体可以是矿物油、植物油、水等。
[0062]
第一腔室26在柱塞25的一侧操作。
[0063]
第一腔室26能够连接到第一感测装置27,用于感测第一加压液压流体的压力。
[0064]
更详细地,第一腔室26连接到形成在液压致动器22、23的气缸中的第一导管28,第一导管又连接到适于供应第一液压流体的第一液压回路29。
[0065]
第一液压回路29设置有第一感测装置27(例如,压力开关),通过该第一感测装置可以知道第一腔室26内的第一加压液压流体的压力。
[0066]
第一感测装置27和感测传感器16能够连接到控制系统,该控制系统适于当处于第一腔室26中的压力下的第一液压流体的压力和感测通道15中的空气压力同时高于其相应阈值时,授权对工件p进行加工。
[0067]
图中未示出的控制系统包括例如管理机床m的操作的控制单元(电子的、液压的或两者的组合)。
[0068]
实际上,为了同意在工件p上开始机械加工,控制系统执行双重检查:
[0069]-检查第一腔室26是否加压,即,供应有第一加压液压流体;以及
[0070]-检查感测通道15是否加压,即,关闭并且空气不能向外排出。
[0071]
如果这两种情况同时发生,则控制系统感测到夹紧单元正确地布置在夹紧位置,并同意机床m的工具执行加工操作;这种情况如图3所示。
[0072]
另一方面,图4示出了一种情况,其中,工件p已经放置在机床m上的错误位置,并且支架元件4未能到达夹紧位置,因为当夹紧单元3仍然处于其中一个中间过渡位置时,支架元件4与工件p接触。在这种情况下,第一腔室26中的第一液压流体加压,并且第一感测装置27感测该压力;然而,另一方面,第一通风凹槽19至少部分地与感测通道15重叠,加压空气向外排出,并且感测传感器16感测到感测通道15中的压力不高于阈值。因此,在这种情况下,控制系统知道夹紧单元3还没有到达夹紧位置,并且不授权开始机械加工操作。
[0073]
缺乏授权可以通过防止执行对工件p和机床m的完整性有潜在危险的操作来保护
工件p和机床m。
[0074]
响应于缺乏授权,可以激活旨在恢复正常工作条件的协议,例如,工件p的重新定位和/或操作者的干预。
[0075]
在图1-5所示的实施例中,液压致动器是双作用型的,并且包括至少一个第二腔室30,该第二腔室可以供应有第二加压液压流体,以将夹紧单元3从夹紧位置移动到释放位置。
[0076]
优选地,第二液压流体与用作载体的第一液压流体相同,以将第一腔室26设定在压力下;换言之,根据需要,可以将相同的液压流体泵入第一腔室26和第二腔室30。
[0077]
然而,不能排除使用两种不同液压流体的替代实施例。
[0078]
第二腔室30在柱塞25的与第一腔室26相对的一侧操作。
[0079]
第二腔室30能够连接到第二加压液压流体的压力的第二感测装置31。
[0080]
更详细地,第二腔室30连接到形成在液压致动器22、23的气缸中的第二导管32,第二导管又连接到适于供应第二液压流体的第二液压回路33。
[0081]
第二液压回路33设置有第二感测装置31(例如,压力开关),通过该第二感测装置可以知道第二腔室30内的第二加压液压流体的压力。
[0082]
有利地,当夹紧单元处于释放位置时,感测通道15气密关闭,并且第二感测装置31和感测传感器16能够连接到控制系统,该控制系统适于当第二腔室30中的第二液压流体的压力和感测通道15中的空气压力同时高于其相应阈值时,授权从机床m拾取工件p。
[0083]
旨在授权拾取工件p的控制系统可以方便地与旨在授权对工件p进行加工的控制系统重合,并且包括例如管理机床m的操作的控制单元。
[0084]
实际上,为了同意拾取工件p,在加工操作已经完成之后,控制系统执行双重检查:
[0085]-检查第二腔室30是否加压,即,供应有第二加压液压流体;以及
[0086]-检查感测通道15是否加压,即,关闭并且空气不能向外排出。
[0087]
如果这两种情况同时发生,则控制系统感测到夹紧单元正确地布置在释放位置,并且允许工件p的移动机器人从机床m拾取工件;这种情况如图5所示。
[0088]
如图1至图5所描述的和所示出的,设备1具有几个与加压液压流体接触的工件,因此,在设备1的不同点处设置了特殊的密封件,为了简化表示,这些密封件通常用附图标记34表示。
[0089]
图6示出了本发明的第二实施例,其中,设备1与图1至5的实施例相同,除了液压致动器22、23是单作用型的,并且包括至少一个回弹元件35,以将夹紧单元3从夹紧位置移动到释放位置。
[0090]
回弹元件35包括例如在相对于第一腔室26的相对侧在柱塞25上操作的螺旋弹簧。
[0091]
在该实施例中,设备1设置有连接到第一感测装置27的第一腔室26,但是没有第二腔室30和第二感测装置31。
[0092]
因此,通过图6中的设备1,不可能像图1至5的实施例中的情况那样,确定地识别通过夹紧单元3实现释放位置,但是当检查到第一腔室26中的第一液压流体的压力和感测通道15中的空气压力同时高于其相应阈值时,仍然可能确定地识别实现夹紧位置和开始机械加工操作。
[0093]
图7示出了本发明的第三实施例,其中,液压致动器22、23仍然是单作用型的,并且
设置有回弹元件35,该回弹元件允许夹紧单元3从夹紧位置移动到释放位置。
[0094]
然而,与图6中的实施例不同,设备1包括至少一个辅助通道36,该辅助通道位于基本框架2或夹紧单元3中的至少一个上。
[0095]
辅助通道36可以供应有加压空气,并且可以连接到适于感测加压空气压力的辅助传感器37。
[0096]
更详细地,辅助通道36连接到适于供应压力下的空气的第二气动回路38。
[0097]
第二气动回路38设置有辅助传感器37(例如,压力开关),通过该辅助传感器可以获知辅助通道36内的空气压力。
[0098]
当夹紧单元3处于释放位置时,辅助通道36气密密封,并且至少当夹紧单元3处于中间过渡位置时,辅助通道向外敞开。
[0099]
因此,当夹紧单元3处于释放位置时,在压力下供应到辅助通道36中的空气保持截留在感测通道本身中,并且其压力趋于增大;然而,在中间过渡位置,允许空气向外排出,并且其压力趋于降低。
[0100]
方便地,辅助通道36形成在基本框架2上,并且铰接连杆6、7被成形为基于铰接连杆6、7的位置打开和关闭辅助通道36。
[0101]
更详细地,辅助通道36在相对于第一表面18的相对侧出现在基本框架2的第二表面39上,该第二表面形成在铰接部分10上。
[0102]
第二连接杆7旋转地搁置在第二表面39上,并且包括第二通风凹槽40。
[0103]
第二预加载装置与第二连接杆7相关联,并且适于保持第二连接杆7在第二表面39上密封接触,并且保持辅助通道36常闭。
[0104]
第二预加载装置有效地与第一预加载装置20、21重合。
[0105]
事实上,盘形弹簧20和垫圈21操作以便将连接杆6、7推靠在铰接部分10和支架元件4上。
[0106]
实际上,仅在第二通风凹槽40与辅助通道36至少部分重叠时打开辅助通道36,如上所述,这发生在夹紧单元3移动到中间过渡位置时。
[0107]
在图7所示的实施例中,第一感测装置27和辅助传感器37能够连接到控制系统,该控制系统适于当第一腔室26中的第一液压流体的压力低于相应阈值并且同时辅助通道36中的空气压力高于相应阈值时,授权从机床m拾取工件p。
[0108]
同样,在图7的实施例中,旨在授权拾取工件p的控制系统可以方便地与旨在授权对工件p进行加工的控制系统重合,并且可以包括例如管理机床m的操作的控制单元。
[0109]
实际上,为了在机械加工操作已经完成之后同意拾取工件p,控制系统执行双重检查:
[0110]-检查第一腔室26是否没有加压,即,不供应有第一加压液压流体;以及
[0111]-检查辅助通道36是否加压,即,关闭并且空气不能向外排出。
[0112]
如果这两种情况同时发生,则控制系统感测到夹紧单元3正确地布置在释放位置,并允许工件p的移动机器人从机床m拾取工件。
再多了解一些
本文用于创业者技术爱好者查询,仅供学习研究,如用于商业用途,请联系技术所有人。