1.本发明涉及吹膜机设备技术领域,更具体的说是一种吹膜机。
背景技术:
2.吹膜机是将塑料粒子加热融化再吹成薄膜,吹膜机生产的是膜适用于各种高档薄膜包装。这种膜由于其阻隔性好,保鲜,防湿,防霜冻,隔氧,耐油,可广泛用于轻重包装。如各种鲜果、肉食品、酱菜、鲜牛奶、液体饮料、医药用品等。现有的吹膜机想要加工出两个直径不同的薄膜,需要先将设备停止,之后再更换不同的模头,无法一台设备同一时间加工出两个规格的薄膜,既加大了成本又增加了加工时间。
3.目前的吹模机,缺少一种能够使用一台鼓风机同时加工出规格不同的两个薄膜,既节约成本又能减少加工的时间。
技术实现要素:
4.为克服现有技术的不足,本发明提供一种吹膜机,能够使用一台鼓风机同时加工出规格不同的两个薄膜。
5.本发明解决其技术问题所采用的技术方案是:
6.包括底架、进料架、圆环a、圆环b、下模板a、上模板a、下模板b和上模板b,底架上固定连接有四个进料架,四个进料架的下端均固定连接在圆环a上,四个进料架的上端均固定连接在圆环b上,圆环a中滑动连接有下模板a和上模板a,圆环b中滑动连接有下模板b和上模板b。
7.还包括圆架a、滑架a、滑槽a、滑块a、支架、滑槽b、滑块b、滑架b、圆架b、滑槽e和滑块e,四个进料架的下端均固定连接有滑架a,四个滑架a上均开设有滑槽a,下模板a的下端固定连接有圆架a,圆架a上固定连接有四个滑块a,四个滑块a分别滑动连接在四个滑槽a中,两个进料架上均固定连接有支架,两个支架上均开设有滑槽b,上模板a上固定连接有两个滑块b,下模板b的下端固定连接有两个滑块b,每个滑槽b中滑动连接有两个滑块b,四个进料架上端均固定连接有滑架b,四个滑架b上均开设有滑槽e,上模板b的上端固定连接有圆架b,圆架b上固定连接有四个滑块e,四个滑块e分别滑动连接在四个滑槽e内。
附图说明
8.下面结合附图和具体实施方法对本发明做进一步详细的说明。
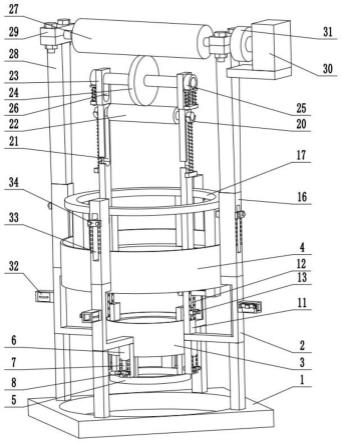
9.图1为本发明中一种吹膜机的结构示意图;
10.图2为本发明中进料架和底架的结构示意图;
11.图3为本发明中圆环b和滑架b的结构示意图;
12.图4为本发明中圆环a和滑架a的结构示意图;
13.图5为本发明中圆环a和圆环b的结构示意图;
14.图6为本发明中滚轮和滚筒a的结构示意图;
15.图7为本发明中滚筒b的结构示意图;
16.图8为本发明中圆架a和下模板a的结构示意图;
17.图9为本发明中圆架b和上模板b的结构示意图;
18.图10为本发明中下模板b和圆盖b的结构示意图;
19.图11为本发明中上模板b的结构示意图;
20.图12为本发明中圆盖b的结构示意图:
21.图13为本发明中上模板a和圆盖a的结构示意图:
22.图14为本发明中圆盖a的结构示意图:
23.图15为本发明中进料架和过滤盒的结构示意图:
24.图16为本发明中过滤盒的结构示意图。
具体实施方式
25.参考图1至图5,根据图中所示可以得到加工出两个直径不同薄膜的过程:
26.本发明包括底架1、进料架2、圆环a3、圆环b4、上模板a9、上模板a10、下模板b14和上模板b15,底架1上固定连接由四个进料架2,四个进料架2的下端均固定连接在圆环a3,四个进料架2的上端均固定连接在圆环b4上,圆环a3中滑动连接有下模板a9和上模板a10,圆环b4中滑动连接有下模板b14和上模板b15,底架1上固定连接有四个进料架2,从四个进料架2的侧面开设的四个矩形孔来填入热融后的塑料粒子,热融后的塑料粒子会变成胶状物质,四个进料架2上均设置有上下两个出口,四个上出口伸进圆环b4中,四个下出口伸进圆环a3中,圆环a3中滑动连接有下模板a9和上模板a10,圆环a3、下模板a9和上模板a10之间会形成下腔体,热融后的塑料粒子会通过四个进料架2进入到这个下腔体中,底架1下端开设有圆孔,鼓风机从这个圆孔中向上吹强风,随着热融后的塑料粒子进入到下腔体中,下模板a9和上模板a10之间会留有空隙,热融后的塑料粒子会被陆续进入到下腔体中的热融后的塑料粒子从空隙中挤压出去,热融后的塑料粒子从空隙中挤出后会被强风向上吹,热融后的塑料粒子再被向上吹的过程中,会有新的热融后的塑料粒子陆续从空隙中被挤压出来,热融后的塑料粒子再被强风向上吹的过程中冷却,随着强风持续向上吹热融后的塑料粒子会形成薄膜圆筒向上移动,四个进料架2的上端出口伸进圆环b4中,圆环b4、下模板b14和上模板b15之间会形成上腔体,热融后的塑料粒子从四个进料架2的上端进入到上腔体中,下模板b14和上模板b15之间会形成空隙,热融后的塑料粒子被陆续进入到上腔体中的热融后的塑料粒子挤压出空隙,挤出的热融后的塑料粒子会被鼓风机向上吹,持续有新的热融后的塑料粒子被强风向上吹去,热融后的塑料粒子会被吹成圆筒薄膜,下模板b14和上模板b15直径相同,下模板a9和上模板a10直径相同,下模板b14和上模板b15的直径大于下模板a9和上模板a10的直径,这样下模板b14和上模板b15之间形成的圆筒薄膜直径就大于下模板a9和上模板a10之间形成的圆筒薄膜直径,下模板a9和上模板a10之间形成的圆筒薄膜会被下模板b14和上模板b15之间形成的圆筒薄膜套再内部,由于是使用一台鼓风机的强风同时向上吹,所以大的薄膜会套中小的薄膜同时向上移动,再强风向上吹的过程中,大小薄膜之间会存在强风,大小薄膜不会互相干涉,以此来得到加工出两个直径不同薄膜的效果。
27.参考图1至图14,根据图中所示可以得到加工出两个薄膜厚度不同的过程:
28.本发明还包括圆架a5、滑架a6、滑槽a7、滑块a8、支架11、滑槽b12、滑块b13、滑架
b16、圆架b17、滑槽e33和滑块e34,四个进料架2的下端均固定连接有滑架a6,每个滑架a6上开设有一个滑槽a7,下模板a9的下端固定连接有圆架a5,圆架a5上固定连接有四个滑块a8,四个滑块a8分别滑动连接在四个滑槽a7中,两个进料架2上均固定连接有支架11,每个支架11上开设有一个滑槽b12,上模板a10上固定连接有两个滑块b13,下模板b14的下端固定连接有两个滑块b13,每个滑槽b12中滑动连接有两个滑块b13,四个进料架2上端均固定连接有滑架b16,四个滑架b16上均开设有滑槽e33,上模板b15的上端固定连接有圆架b17,圆架b17上固定连接有四个滑块e34,四个滑块e34分别滑动连接在四个滑槽e33内,通过上下移动圆架a5能够带动四个滑块a8在四个滑槽a7中进行上下滑动,圆架a5固定连接在下模板a9的下方,通过上下移动圆架a5带动下模板a9在圆环a3中上下滑动,通过在两个滑槽b12中上下滑动两个滑块b13带动上模板a10在圆环a3中上下滑动,通过改变上模板a10与下模板a9之间的距离来改变上模板a10和下模板a9之间形成的空隙,在这个过程中进料架2下端的出料口要一直位于下腔体中,上模板a10和下模板a9之间形成的空隙越变挤压出来热融后的塑料粒子就越多,挤压出来热融后的塑料粒子就越多形成的薄膜圆筒就越厚,上模板a10和下模板a9之间形成的空隙变的越小挤压出来热融后的塑料粒子就越少,挤压出来热融后的塑料粒子就越少形成的薄膜圆筒就越薄,圆架b17固定连接在上模板b15的上端,通过在四个滑槽e33中上下滑动四个滑块e34来带动上模板b15在圆环b4中上下滑动,通过在两个滑槽b12中上下滑动两个滑块b13带动下模板b14在圆环b4中进行上下滑动,通过改变上模板b15与下模板b14之间的距离来改变上模板b15和下模板b14之间形成的空隙,当空隙越大时上模板b15和下模板b14之间挤压出的圆筒薄膜就越厚,当空隙越小时上模板b15和下模板b14之间挤压出的圆筒薄膜就越薄,大小两个薄膜的厚度不会相互影响,可以一个加工薄的薄膜,另一个加工厚的薄膜,以此来得到加工出两个薄膜厚度不同的效果。
29.参考图1和图7,根据图中所示可以得到卷起下模板b14和上模板b15加工出薄膜的过程:
30.本发明还包括滚筒b27、下板28和上板29,两个滑架b16上均固定连接有下板28,两个上板29与两个下板28通过四个螺栓连接,每个上板29与每个下板28之间形成圆孔,滚筒b27转动连接在两个圆孔内,下模板b14和上模板b15之间挤压出来的薄膜为直径较大的薄膜,在顶端将圆筒状的薄膜压扁变成内壁相接触的矩形薄片薄膜,之后将这个矩形薄片薄膜使用胶带粘在滚筒b27上,然后转动滚筒b27,使薄片薄膜缠绕在滚筒b27的外表面上,当滚筒b27外表面上缠绕够多的薄片薄膜后,工作人员将两个上板29与两个下板28之间的四个螺栓卸下来,之后将两个上板29取下,再从两个下板28上拿下卷满薄片薄膜的滚筒b27,在将未卷薄片薄膜的滚筒b27放入到两个下板28上,之后在两个下板28上盖上两个上板29,在将四个螺栓穿过两个下板28和两个上板29的圆孔之后拧紧螺母,以此来得到卷起下模板b14和上模板b15加工出薄膜的效果。
31.参考图1和图7,根据图中所示可以得到自动卷起下模板b14和上模板b15加工出薄膜的过程:
32.本发明还包括电机30和圆轮31,一个上板29的右端固定连接有电机30,电机30的输出轴上固定连接有圆轮31,圆轮31与滚筒b27的右端通过键连接,当想要卷起下模板b14和上模板b15加工出的薄膜时,启动电机30进行转动,电机30带动输出轴上固定连接的圆轮31进行转动,滚筒b27的右端通过键连接在圆轮31上,圆轮31转动带动滚筒b27进行转动,滚
筒b27转动将站在滚筒b27外表面的薄片薄膜卷在滚筒b27的外表上,当滚筒b27的外表卷满薄片薄膜卷后让电机30停止转动,之后滚筒b27也会停止转动,在从两个下板28上取下卷满薄片薄膜的滚筒b27,在取之前先将滚筒b27从圆轮31中拔下来,以此来得到自动卷起下模板b14和上模板b15加工出薄膜的效果。
33.参考图1至图6,根据图中所示可以得到卷起下模板a9与上模板a10之间加工出薄膜的过程:
34.本发明还包括托架20、滑槽c21和滚筒a22,两个支架11的上端均开设有滑槽c21,滚筒a22的左右两端分别滑动连接在两个滑槽c21内,两个支架11的外侧分别滑动连接有两个托架20,两个托架20分别接触在滚筒a22的左右两端,两个托架20与两个支架11之间均固定连接有弹簧,下模板a9与上模板a10之间加工出的薄膜会形成圆筒状,之后使圆筒状的薄膜内壁相接触变成薄片薄膜,在将薄片薄膜粘在滚筒a22上,之后转动滚筒a22使下模板a9与上模板a10之间加工出薄膜卷在滚筒a22的外表面上,随着滚筒a22外表面的薄片薄膜卷的越来越多,滚筒a22上卷的薄膜重量越来越大,滚筒a22会在两个滑槽c21中向下滑动,当滚筒a22上卷满薄片薄膜后,先将下模板b14与上模板b15相接触,这样下模板b14与上模板b15之间不会在存在空隙,下模板b14与上模板b15之间就不会在产生圆筒状的薄膜,这样下模板a9和上模板a10产出的薄膜外就不会在套有薄膜,之后工作人员将两个托架20在两个支架11上向下滑动,两个滑槽c21的底部均开设有缺口,之后滚筒a22会跟随两个托架20在两个滑槽c21上向下移动,当两个托架20滑到两个缺口下方时,滚筒a22正好滑动在两个滑槽c21开口出,工作人员将从两个开口处中取下卷满薄片薄膜的滚筒a22,之后将空的滚筒a22在从两个缺口处放入到两个滑槽c21中,之后工作人员将两个托架20松开,两个托架20会被两个托架20推到两个滑槽c21的最顶端,之后再将下模板a9与上模板a10之间加工出新的薄膜使用胶带粘在滚筒a22上,在使下模板b14和上模板b15之间产生空隙,之后下模板b14与上模板b15就可以加工出筒状薄膜,重复以上的步骤,以此来得到卷起下模板a9与上模板a10之间加工出薄膜的效果。
35.参考图1至图7,根据图中所示可以得到同时卷两个薄膜的过程:
36.本发明还包括滚架23、滚轮24、滚环25和滑槽d26,两个支架11上固定连接有两个滚架23,两个滚架23上均开设有滑槽d26,两个滑槽d26内均滑动连接有滚轮24,两个滚环25分别滑动连接在两个滚架23的外侧,两个滚环25内均转动连接有滚轮24,两个滚环25与两个滚架23之间均固定连接有弹簧,滚筒a22和滚筒b27均与滚轮24摩擦传动,滚轮24接触在滚筒a22的外表面和滚筒b27的外表面,当滚筒b27在电机30的带动下进行转动时,直径大的薄膜会卷在滚筒b27的外表面上,滚轮24就会接触在滚筒b27外表面的大薄膜上,滚筒b27转动会带动大薄膜围绕滚筒b27进行转动,大薄膜围绕滚筒b27转动会带动滚轮24在滚筒b27外表面的大薄膜上进行转动,滚轮24转动会带动摩擦转动的滚筒a22进行转动,滚筒a22转动会让直径较小的薄膜卷在滚筒a22的外表面上,之后滚轮24会转动在大薄膜外表面和小薄膜外表面之间,两个滚环25与两个滚架23之间均固定连接的弹簧你能够使滚轮24紧密接触在大小薄膜的外表面上,随着卷到滚筒b27和滚筒a22上薄片薄膜原来越多,滚筒b27不能够上下移动,滚筒b27上的薄片薄膜会推动滚轮24在两个滑槽d26中向下移动,滚轮24会推动滚筒a22在两个滑槽c21中向下滑动,这样能够始终让滚筒b27转动通过滚轮24带动滚筒a22进行转动,以此来得到同时卷两个薄膜的效果。
37.参考图1至图14,根据图中所示可以得到加工出一定直径范围内圆筒薄膜的过程:
38.本发明还包括圆盖a18和圆盖b19,下模板a9和上模板a10上均设置有螺纹,两个圆盖a18分别通过螺纹连接在下模板a9和上模板a10上,下模板b14和上模板b15上均设置有螺纹,两个圆盖b19分别通过螺纹连接在下模板b14和上模板b15上,两个圆盖a18中开设有小的圆孔,两个圆盖b19中开设有大的圆孔,从下模板a9和上模板a10之间挤出热融后的塑料粒子会位于两个圆盖a18之间,两个圆盖a18上开设的小圆孔直径越小,下模板a9和上模板a10加工出的圆筒薄膜直径就越小,反之则越大,但是两个圆盖a18上开设的小圆孔直径不能够大于下模板a9和上模板a10的直径,两个圆盖b19上开设的大圆孔越大下模板b14和上模板b15之间加工出的圆筒薄膜直径就越大,但是两个圆盖b19上开设的大圆孔直径不能够超过下模板b14和上模板b15的直径,不能够小于圆环a3的直径。
39.想要下模板a9和上模板a10加工不同直径的圆筒薄膜时,首先将下模板a9通过四个滑块a8在四个滑槽a7中向下滑动,将下模板a9从圆环a3下方滑出,之后工作人员拧松螺纹将原来的圆盖a18取下,在将小圆孔直径不同的圆盖a18通过螺纹拧在下模板a9上,在将下模板a9滑进圆环a3中,在将上模板a10通过两个滑块b13在两个滑槽b12中上滑,将带动上模板a10从圆环a3上方滑出圆环a3,工作人员拧松螺纹将原来的圆盖a18取下,之后将与下模板a9上相同直径小圆孔的圆盖a18通过螺纹拧紧在上模板a10上,在想要下模板b14和上模板b15加工出不同直径的圆筒薄膜时,将上模板b15通过四个滑块e34在四个滑槽e33中向上滑动来带动上模板b15从圆环b4的上方滑出圆环b4,之后工作人员在将上模板b15上通过螺纹连接的圆盖b19拧松取下来,在更换不同直径的大圆孔圆盖b19拧紧到上模板b15上,之后在通过四个滑块e34将上模板b15滑动到圆环b4中,在将下模板b14通过两个滑块b13在两个滑槽b12中向下滑动,两个滑块b13带动下模板b14从圆环b4下方滑动出圆环b4,之后工作人员在将下模板b14上通过螺纹连接的圆盖b19拧松取下来,在更换与上模板b15直径相同的大圆孔圆盖b19拧紧到下模板b14上,在通过两个滑块b13将下模板b14从圆环b4上方滑动到圆环b4中,以此来得到加工出一定直径范围内圆筒薄膜的效果。
40.参考图1至图16,根据图中所示可以得到防止加工出破损的塑料薄膜的过程:
41.本发明还包括四个过滤盒32,四个进料架2上均开设有矩形通孔,每个矩形通孔中滑动连接有一个过滤盒32,每个过滤盒32的后端均设置有过滤网,有时塑料粒子会未完全融化,或融化后的塑料粒子粘上杂质,使热融后的塑料粒子变成颗粒,这样的塑料粒子在挤压出上腔体和腔体过程中会造成热融的塑料粒子不连续,形成加工出的圆筒薄膜破损,在四个进料架2中分别滑动连接有四个过滤盒32,四个过滤盒32底部的过滤网能够阻止未热融的塑料粒子进入到上下腔体中,未热融的塑料粒子会被阻挡在四个过滤盒32中,当发现热融的塑料粒子挤出上下腔体的速度变慢时,就可以依次从四个进料架2中抽出四个过滤盒32,将存在过滤盒32中的杂质用刷子从过滤盒32中清理出去,以此来得到防止加工出破损的塑料薄膜的效果。
42.参考图1至图16,根据图中所示可以得到四个过滤盒32精确位于四个进料架2中的过程:
43.本发明还包括板块35和插板36,每个进料架2的左端设置有两个板块35,每个过滤盒32左端设置有一个板块35,插板36滑动连接在三个板块35内,想要清理过滤盒32时,先将插板36从三个板块35上方抽出,之后清理过滤盒32,过滤盒32清理之后,将过滤盒32滑进进
料架2中,之后让三个板块35位于一个水平线上,在将插板36从三个板块35上方滑进三个板块35中,以此来得到四个过滤盒32精确位于四个进料架2中的效果。
44.参考图1至图16,根据图中所示可以得到防止加工出同一个薄膜厚度不同的过程:
45.本发明所述的四个滑架a6、两个支架11和四个滑架b16上均开设有多个圆孔,滑块a8、滑块b13和滑块e34上均设置有四个圆孔,通过在滑块a8、滑块b13和滑块e34的四个圆孔中插入销轴,销轴穿过这四个圆孔在插入到接触在滑块a8、滑块b13和滑块e34上四个滑架a6、两个支架11和四个滑架b16的四个圆孔中,来使滑块a8、滑块b13和滑块e34相对四个滑架a6、两个支架11和四个滑架b16静止,以此来防止下模板a9和上模板a10在圆环a3中随意滑动造成同一个薄膜加工出不同的厚度,也能够防止下模板b14和上模板b15在圆环b4中随意滑动,以此来得到防止加工出同一个薄膜厚度不同的效果。
再多了解一些
本文用于创业者技术爱好者查询,仅供学习研究,如用于商业用途,请联系技术所有人。