1.本发明涉及塑料成型技术领域,特别是涉及一种塑料成型注塑模具的控制方法。
背景技术:
2.注塑模具又称塑料注射模具,它是一种可以重复、大批量地生产塑料零件的生产工具。这种模具是靠成型零件在装配后形成的一个或多个型腔,来成型我们所需要的塑件形状。注塑模具是所有塑料模具中结构最复杂,设计、制造和加工精度最高,应用最普遍的一种模具。
3.在注射成型过程中,熔体在模腔中成型、冷却、固化成塑件,模具中将熔体的热量源源不断地传递出去,或者将模具加热到模具正常的注射温度,将模具温度控制在合理范围内的那部分结构就称为温度控制系统。对于大多数注塑模具来说都需要冷却,但如果环境温度较低,模具散热快,仅靠熔体的热量不足以维持模具高温度的要求,此时模具还需要设置加热系统。
4.若同一套注塑模具在不同地区或不同季节使用时,环境温度差异较大,模具加热或冷却的效果受环境温度的影响,会导致加热或冷却效果不符合注塑要求,塑件次品率高的问题。
技术实现要素:
5.基于此,有必要针对目前的模具加热或冷却的效果受环境温度的影响,会导致加热或冷却效果不符合注塑要求,塑件次品率高的问题,提供一种塑料成型注塑模具的控制方法。
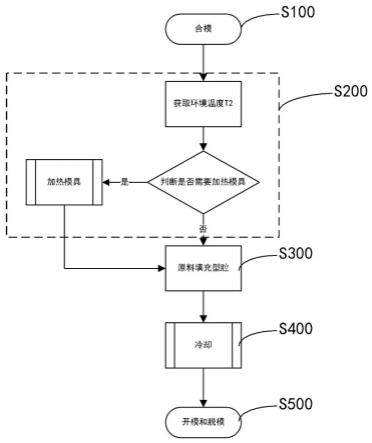
6.上述目的通过下述技术方案实现:在其中一个实施例中,一种塑料成型注塑模具的控制方法包括:s100:合模;s200:获取合模后通过温度传感器获取到的环境温度和一段时间间隔内合模后的环境温度下降量,依据合模后通过温度传感器获取到的环境温度和一段时间间隔内合模后的环境温度下降量,控制加热模块;s300:原料填充型腔;s400:获取第二环境温度、模具型腔表面各处温度的方差和模具型腔表面各处温度的平均值一段时间间隔内的变化量,依据第二环境温度、模具型腔表面各处温度的方差和模具型腔表面各处温度的平均值一段时间间隔内的变化量,控制散热模块;s500:开模和脱模。
7.在其中一个实施例中,步骤s200包括:s210:当合模后通过温度传感器获取到的环境温度属于第一温度范围时,开启加热模块。
8.在其中一个实施例中,步骤s200还包括:
s220:获取模具型腔表面各处温度、模具型腔表面各处温度的平均值、模具型腔表面各处温度的平均值一段时间间隔内的变化量和模具型腔表面各处温度的方差,依据模具型腔表面各处温度的方差控制加热模块的加热均匀程度;s230:当模具型腔表面各处温度的平均值属于第四温度范围时,关闭加热模块,否则进行步骤s240和步骤s250;s240:依据模具型腔表面各处温度的平均值一段时间间隔内的变化量控制加热模块的加热速度;s250:依据一段时间间隔内合模后的环境温度下降量控制加热模块的加热速度,并重复步骤s220和步骤s230。
9.在其中一个实施例中,步骤s400包括:s410:依据第二环境温度参数控制散热模块的散热速度;s420:依据模具型腔表面各处温度的方差控制散热模块的散热均匀程度;s430:当达到脱模条件时,关闭散热模块,否则进行步骤s440;s440:依据模具型腔表面各处温度的平均值一段时间间隔内的变化量控制散热模块的散热速度,并重复步骤s410-s430。
10.在其中一个实施例中,加热模块和散热模块分别通过向模具内通入加热介质和冷却介质以实现对模具的加热或散热。
11.在其中一个实施例中,步骤s200和s400中的控制加热和散热均匀程度,均是分别通过改变加热介质和冷却介质的流动速度来实现的。
12.在其中一个实施例中,步骤s200和s400中的控制加热速度和散热速度,均是通过改变加热介质和冷却介质的温度实现的。
13.在其中一个实施例中,加热介质和冷却介质均由高温介质和低温介质经混合而成,改变高温介质和低温介质的混合比例以改变加热介质和冷却介质的温度。
14.在其中一个实施例中,模具内部设有水道,高温介质和低温介质经过电动混水泵混合后从水道一端流入,从水道另一端流出。本发明的有益效果是:当天气寒冷温度低时,启动加热模块对模具加热,避免模具温度过低,造成熔体流动性差,进而出现塑件轮廓不清晰,表面产生明显的银丝或流纹的问题。
15.加热或冷却均匀程度控制步骤使模具型腔表面各处温度均匀,避免成型塑件在模具型腔内固化后的温度也不均匀,进而防止塑件收缩不均匀,产生内应力,最终造成塑件脱模后变形、开裂、塑件翘曲变形的问题。
16.当气温波动大或大幅降温时,控制散热速度,保证模具的最终的降温速度不会过快或过慢,即在保证塑件收缩速度不会过快,成品率高的前提下,尽可能缩短散热时间,提高生产效率。
附图说明
17.图1为本发明一种塑料成型注塑模具的控制方法实施例的总流程图;图2为本发明一种塑料成型注塑模具的控制方法实施例的加热模具步骤的流程图;图3为本发明一种塑料成型注塑模具的控制方法实施例的冷却步骤的流程图;
图4为本发明一种塑料成型注塑模具的控制方法实施例的结构示意图;100、塑件;200、水道;300、电动混水泵;400、高温介质;500、低温介质。
具体实施方式
18.为了使本发明的目的、技术方案及优点更加清楚明白,以下通过实施例,并结合附图,对本发明进行进一步详细说明。应当理解,此处所描述的具体实施例仅用以解释本发明,并不用于限定本发明。
19.本文中为组件所编序号本身,例如“第一”、“第二”等,仅用于区分所描述的对象,不具有任何顺序或技术含义。而本技术所说“连接”、“联接”,如无特别说明,均包括直接和间接连接(联接)。在本发明的描述中,需要理解的是,术语“上”、“下”、“前”、“后”、“左”、“右”、“竖直”、“水平”、“顶”、“底”、“内”、“外”、“顺时针”、“逆时针”等指示的方位或位置关系为基于附图所示的方位或位置关系,仅是为了便于描述本发明和简化描述,而不是指示或暗示所指的装置或元件必须具有特定的方位、以特定的方位构造和操作,因此不能理解为对本发明的限制。
20.在本发明中,除非另有明确的规定和限定,第一特征在第二特征“上”或“下”可以是第一和第二特征直接接触,或第一和第二特征通过中间媒介间接接触。而且,第一特征在第二特征“之上”、“上方”和“上面”可是第一特征在第二特征正上方或斜上方,或仅仅表示第一特征水平高度高于第二特征。第一特征在第二特征“之下”、“下方”和“下面”可以是第一特征在第二特征正下方或斜下方,或仅仅表示第一特征水平高度小于第二特征。
21.如图1-4所示,本发明一种塑料成型注塑模具的控制方法的一种实施例包括:s100:合模;s200:获取合模后通过温度传感器获取到的环境温度和一段时间间隔内合模后的环境温度下降量,依据合模后通过温度传感器获取到的环境温度和一段时间间隔内合模后的环境温度下降量,控制加热模块;s300:原料填充型腔;s400:获取第二环境温度、模具型腔表面各处温度的方差和模具型腔表面各处温度的平均值一段时间间隔内的变化量,依据第二环境温度、模具型腔表面各处温度的方差和模具型腔表面各处温度的平均值一段时间间隔内的变化量,控制散热模块;s500:开模和脱模。
22.步骤s200包括:s210:当合模后通过温度传感器获取到的环境温度属于第一温度范围时,开启加热模块。
23.其中步骤s210中当合模后通过温度传感器获取到的环境温度t2在第一温度范围内时,模具散热快,仅靠熔体的热量不足以维持模具高温度的要求,所以此时启动加热模块提高模具温度,防止模具温度过低造成熔体流动性差,塑件100轮廓不清晰,表面产生明显的银丝或流纹等缺陷。
24.如图2所示,步骤s200还包括:s220:获取模具型腔表面各处温度、模具型腔表面各处温度的平均值、模具型腔表面各处温度的平均值一段时间间隔内的变化量和模具型腔表面各处温度的方差,依据模具
型腔表面各处温度的方差控制加热模块的加热均匀程度;s230:当模具型腔表面各处温度的平均值属于第四温度范围时,关闭加热模块,否则进行步骤s240和步骤s250;s240:依据模具型腔表面各处温度的平均值一段时间间隔内的变化量控制加热模块的加热速度;s250:依据一段时间间隔内合模后的环境温度下降量控制加热模块的加热速度,并重复步骤s220和步骤s230。
25.其中模具型腔表面各处温度的方差d(t1)大或小表示加热模块加热均匀程度的低或高。若模具型腔表面各处温度的方差d(t1)属于预设范围,加热模块对模具的加热均匀,无需控制加热模块;若模具型腔表面各处温度的方差d(t1)超出预设范围,则表示加热模块对模具的加热不够均匀,需要控制加热模块的以使其加热均匀,最终使模具各处的温度均匀。模具各处的温度均匀可以避免成型塑件100在模具型腔内固化后的温度也不均匀,进而防止塑件100收缩不均匀,产生内应力,最终造成塑件100脱模后变形、开裂、塑件100翘曲变形的问题。
26.模具温度的波动对塑件100的收缩率、尺寸稳定性、变形、应力开裂、表面质量等都有很大的影响。
27.其中步骤s230中当模具型腔表面各处温度的平均值t5属于第四温度范围时,溶体流动性最佳。
28.其中步骤s240中当模具型腔表面各处温度的平均值一段时间间隔内的变化量δt5小于预设值时,加热模块对模具的加热速度过慢,加热周期就会变长,影响生产效率。所以当模具型腔表面各处温度的平均值一段时间间隔内的变化量δt5小于预设值时,提高加热模块对模具的加热速度。
29.其中步骤s250中当一段时间间隔内合模后的环境温度下降量δt2超过预设值时,环境温度下降较快,被动散热速度较快,所以需要加快加热模块对模具的加热速度,这样才能保证最终模具的升温速度不会过慢。其中被动散热是指模具自发的向周围空气传递热量。具体的,步骤s250中的一段时间间隔内合模后的环境温度下降量δt2是指一小时内温度的下降量。
30.如图3所示,步骤s400包括:s410:依据第二环境温度参数控制散热模块的散热速度;s420:依据模具型腔表面各处温度的方差控制散热模块的散热均匀程度;s430:当达到脱模条件时,关闭散热模块,否则进行步骤s440;s440:依据模具型腔表面各处温度的平均值一段时间间隔内的变化量控制散热模块的散热速度,并重复步骤s410-s430。
31.其中步骤s410中的“第二环境温度参数”指的是一段时间间隔内合模后的环境温度t2的变化量δt2,当一段时间间隔内合模后的环境温度下降量δt2超过预设值时,环境温度变化剧烈,被动散热速度变化快,所以需要及时根据合模后的环境温度t2主动调节散热模块对模具的散热速度,这样才能保证模具的最终的降温速度不会过快或过慢,即在保证塑件100收缩速度不会过快,成品率高的前提下,尽可能缩短散热时间,提高生产效率。具体的,步骤s250中的一段时间间隔内合模后的环境温度下降量δt2是指一天内温差。
32.其中步骤s420中若模具型腔表面各处温度的方差d(t1)属于预设范围,散热模块对模具的散热均匀,无需控制散热模块;若模具型腔表面各处温度的方差d(t1)超出预设范围,则表示散热模块对模具的散热不够均匀,需要控制散热模块的以使其散热均匀。散热均匀和加热均匀的效果一致,都是为了保证塑件100质量。
33.其中步骤s430中的“脱模条件”是指模具型腔表面各处温度的平均值t5小于塑件100的出模温度。
34.其中步骤s440中当模具型腔表面各处温度的平均值一段时间间隔内的变化量δt5不等于预设值时,散热模块对模具的散热速度过快或过慢,不能兼顾生产效率和成品率。所以当模具型腔表面各处温度的平均值一段时间间隔内的变化量δt5不等于预设值时,需要控制散热模块对模具的散热速度。当一段时间间隔内合模后的环境温度下降量δt2没有超过预设值时不执行步骤s410,此时环境温度变化缓慢,仅靠步骤s440便可调节散热模块对模具的散热速度不会过快或过慢;当一段时间间隔内合模后的环境温度下降量δt2超过预设值时执行步骤s410,此时环境温度变化剧烈,需要经过步骤s440再调节一次散热模块对模具的散热速度,步骤s410对散热速度的调节是依据环境温度的提前主动调节,而步骤s440的调节是根据s410调节的结果再次反馈调节散热速度,保证散热速度的精准控制。
35.如图4所示,模具内部设有水道200,高温介质400和低温介质500经过电动混水泵300混合后从水道200一端流入,从水道200另一端流出。加热模块和散热模块分别通过向模具内通入加热介质和冷却介质以实现对模具的加热或散热。其中加热介质和冷却介质均由高温介质400和低温介质500经混合而成,加热介质中高温介质400所占的比例大于低温介质500所占的比例,低温介质500则相反。通过调节电动混水泵300改变高温介质400和低温介质500的混合比例便可以改变加热介质和冷却介质的温度,加热介质或冷却介质温度单次变化固定的量δt3,每次调节介质温度后在此温度下维持一段固定的时间δt,防止频繁调节电动混水泵300降低其使用寿命。
36.控制加热速度和散热速度,均是通过改变加热介质和冷却介质的温度实现的。当加热介质的温度变低时,加热速度变慢,反之则变快;当冷却介质温度变低时,散热速度变快,反之则变慢。
37.控制加热或散热均匀程度,均是分别通过改变加热介质或冷却介质的流动速度来实现的。当加热或散热不均匀时,加快加热介质或冷却介质的流动速度即可提高加热或散热的均匀程度,以提高使得模具型腔表面各处温度均匀,且流动速度单次变化固定的量δv。
38.以上实施例的各技术特征可以进行任意的组合,为使描述简洁,未对上述实施例中的各个技术特征所有可能的组合都进行描述,然而,只要这些技术特征的组合不存在矛盾,都应当认为是本说明书记载的范围。
39.以上所述实施例仅表达了本发明的几种实施方式,其描述较为具体和详细,但并不能因此而理解为对本发明专利范围的限制。应当指出的是,对于本领域的普通技术人员来说,在不脱离本发明构思的前提下,还可以做出若干变形和改进,这些都属于本发明的保护范围。因此,本发明专利的保护范围应以所附权利要求为准。
再多了解一些
本文用于创业者技术爱好者查询,仅供学习研究,如用于商业用途,请联系技术所有人。