1.本发明涉及化妆品包装材料领域,具体为一种高透明耐化学腐蚀共聚聚酯化妆品包装材料及其制备方法。
背景技术:
2.化妆品的品种繁多、功能各异,但是与之相适应的化妆品包材存在各种弊端。比如玻璃、塑料等化妆品包装材料存在塑料对环境的不友好性、玻璃瓶的耐冲击性能较差等问题。而以abs、petg为代表的树脂材料本身具有高透明性、柔韧性、高耐腐蚀性、可加工性和低成本的优点,从而使得各类以树脂制备的化妆品包装材料得到普及。
3.现有技术关于利用树脂制备化妆品包装材料的研究如下:中国专利cn103481437b公开了一种共聚聚酯容器的成型方法。将pctg共聚聚酯原料加入到注塑机中熔融,然后将熔融的pctg共聚聚酯注入模具模腔中,冷却成型,得到共聚聚酯容器。但是单纯的共聚聚酯制备的成型容器适用于化妆品包装材料,其耐腐蚀性能、外观的透明度等和复合树脂材料相比,性能较差。
4.又如中国申请专利cn112694658a公开了一种聚乙烯薄膜的制备方法。将线性低密度的聚乙烯和长支链聚乙烯混合后熔融挤出、造粒,得到具有高透明、较高力学性能的薄膜材料,适用于化妆品包装材料。但是该聚乙烯薄膜的耐腐蚀性能较差,容易产生黄变、使用时长较短。
技术实现要素:
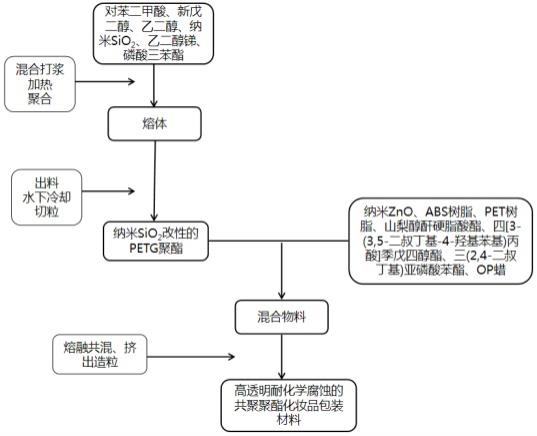
5.为了解决上述问题,本发明提供了一种利用共聚聚酯树脂制备具有高透明、耐化学腐蚀特性的化妆品包装材料的制备方法,包括以下步骤:步骤(1)、制备纳米sio2改性petg聚酯:对苯二甲酸、新戊二醇、乙二醇、纳米sio2、乙二醇锑、磷酸三苯酯混合打浆,得到浆液;浆液加热、发生化合链节反应,得到混合液料;混合液料进行减压真空聚合反应,得到熔体;熔体出料、水下冷却、切粒,得到纳米sio2改性的petg聚酯;步骤(2)、将纳米sio2改性的petg聚酯、纳米zno、pet树脂、abs树脂、山梨醇酐硬脂酸酯、四[3-(3,5-二叔丁基-4-羟基苯基)丙酸]季戊四醇酯、三(2,4-二叔丁基)亚磷酸苯酯、op蜡在搅拌机中混合搅拌,得到混合物料。其中,山梨醇酐硬脂酸酯又称单硬脂酸山梨醇酐酯,分子式为c
24h46
o6;步骤(3)、将混合物料通过挤出机进行熔融共混、挤出造粒,得到高透明耐化学腐蚀的共聚聚酯化妆品包装材料。
[0006]
优选地,所述步骤(1)中,对苯二甲酸、新戊二醇、乙二醇、纳米sio2、乙二醇锑、磷酸三苯酯混合质量比为(10000-12000):(2500-3000):(3000-4000):(20-40):(10-20):(5-15)。
[0007]
优选地,所述步骤(1)中,对苯二甲酸、新戊二醇、乙二醇、纳米sio2、乙二醇锑、磷酸三苯酯混合打浆的时长为30-60min。
[0008]
优选地,所述步骤(1)中,化合链节反应温度为200-255℃、反应时长为3-4h。
[0009]
优选地,所述步骤(1)中,减压真空聚合反应的温度为280-300℃、真空度为0.09-0.1mpa、反应时长为200-230min。
[0010]
优选地,所述步骤(2)中,纳米sio2改性的petg聚酯、纳米zno、pet树脂、abs树脂、山梨醇酐硬脂酸酯、四[3-(3,5-二叔丁基-4-羟基苯基)丙酸]季戊四醇酯、三(2,4-二叔丁基)亚磷酸苯酯、op蜡按照质量比(20-35):(5-10):(90-91):12:2:2:2:1混合搅拌。
[0011]
优选地,所述步骤(2)中,混合搅拌的条件为:搅拌速度为400-500rpm,搅拌时间为10-15min。
[0012]
优选地,所述步骤(3)中,熔融共混的温度为230-250℃。
[0013]
优选地,采用上述方法制备得到的高透明耐化学腐蚀共聚聚酯化妆品包装材料。
[0014]
本发明还提供了一种挤出机,所述挤出机能用于上述方法中对混合物料进行熔融共混、挤出造粒。
[0015]
所述挤出机包括挤出机构,所述挤出机构内设置有工作仓,所述工作仓顶面的一端固定安装有进料仓,所述工作仓的内部安装有双螺杆挤压送料单元,所述工作仓的一端安装有与所述双螺杆挤压送料单元传动连接的电机,所述工作仓的另一端固定安装有出料模板,所述工作仓的内壁上安装有电热圈;所述进料仓上安装有用于调节进料量的进料调节机构,所述进料仓的内部安装有用于向工作仓辅助送料的喂料机构;所述进料调节机构包括安装于所述进料仓上方的送料管,所述送料管的底端设置有出料口,所述出料口的下方设置有升降驱动单元和调节塞,且所述调节塞通过所述升降驱动单元升降式安装于所述出料口内部下端;所述喂料机构包括转轴,所述转轴垂直设置于所述进料仓内,所述转轴的底端转动安装于所述工作仓的底板上,且所述转轴底端与所述双螺杆挤压送料单元之间通过传动单元传动连接,所述转轴上固定安装有螺旋喂料叶片;所述电机驱动双螺杆挤压送料单元旋转工作的过程中,所述双螺杆挤压送料单元通过所述传动单元驱动所述转轴和所述螺旋喂料叶片进行旋转,通过所述螺旋喂料叶片的旋转挤压进行辅助喂料。
[0016]
优选地,所述双螺杆挤压送料单元包括主杆和从动杆,所述主杆和从动杆均转动安装于所述工作仓的内部,且所述主杆和从动杆上均固定安装有螺旋送料叶片;所述主杆的一端与所述电机传动连接,且所述主杆上固定安装有主动齿轮,所述从动杆上固定安装有与所述主动齿轮啮合传动连接的从动齿轮。
[0017]
优选地,所述送料管的下端部固定安装有连接套,所述连接套的外圈固定安装有若干等角度分布的支架,若干所述支架的底端均连接安装于所述进料仓上。
[0018]
优选地,所述升降驱动单元包括旋转套,所述旋转套活动套装于所述转轴的上端,所述旋转套的内圈固定连接有若干滑块,所述转轴上设置有若干与所述滑块一一对应滑动连接的滑槽,所述旋转套的外圈固定安装有若干螺旋桨叶,所述旋转套的顶面固定安装有若干连接杆,若干所述连接杆的顶端均连接于所述调节塞的底面。
[0019]
优选地,所述转轴的顶端通过螺栓固定安装有顶板,且所述顶板的外圈密封抵接于所述滑槽的开口处。
[0020]
优选地,所述传动单元包括传动轴、主动锥齿轮和从动锥齿轮,所述传动轴转动安
装于所述工作仓的底板上,所述主动锥齿轮固定安装于所述主杆上,所述从动锥齿轮固定安装于所述传动轴上,且所述主动锥齿轮与所述从动锥齿轮啮合传动连接;所述传动轴上固定安装有主动轮,所述转轴上固定安装有从动轮,所述主动轮与所述从动轮之间通过传动带传动连接。
[0021]
优选地,所述工作仓内部固定安装有位于所述进料仓下方倾斜设置的导料板,所述转轴的下端贯穿延伸到所述导料板的下方,且所述传动单元安装于所述导料板的下方。
[0022]
优选地,所述出料口和所述调节塞均为圆台形结构。
[0023]
与现有技术相比,本发明制备的高透明耐化学腐蚀共聚聚酯化妆品包装材料的有益效果为:1、本化妆品包装材料由三类树脂复合制备得到,这三类树脂分别是abs树脂、pet树脂和petg聚酯。abs树脂具有较好的力学性能、尺寸稳定性强、表面光泽度高;pet树脂本身物理化学性能优异,具有韧、硬、刚相均衡的力学性能;petg聚酯作为非结晶性高聚物,本身具有高透明度、环保、耐化学腐蚀的特性;这三类树脂被普遍用作化妆品包装材料;其中,petg聚酯经改性后,性能得到优化;2、对苯二甲酸单体、乙二醇单体和纳米二氧化硅为原料,以乙二醇锑作为催化剂、磷酸三苯酯为稳定剂,进行单体缩聚合成,得到经纳米sio2改性的petg聚酯。作为高分子材料,使其集有机、无机材料的特性于一身,能够提高petg聚酯的硬度、耐热性和耐腐蚀性;3、纳米sio2改性的petg聚酯的加入,可以增强abs和pet两者的相容性,提高了复合材料的透明度与柔韧性;4、在制备纳米sio2改性的petg聚酯、abs树脂和pet树脂的混合材料时,同时,添加了相关助剂。纳米zno粒子具有稳定的宽禁带性能,从而能够提高复合树脂的耐光老化性能;增透剂山梨醇酐硬脂酸酯和op蜡协同作用,增强树脂复合材料的透明性。山梨醇酐硬脂酸酯能够使得复合树脂的晶体大小细化,使得大多数可见光的波长通过树脂复合材料体系;op蜡可以减小材料加工过程中的摩擦、从而带走加工过程中产生的气体、去除杂质;两种助剂协同作用,从而提高复合材料的透明度。四[3-(3,5-二叔丁基-4-羟基苯基)丙酸]季戊四醇酯和三(2,4-二叔丁基)亚磷酸苯酯复合作为抗氧化剂、能够有效的抑制材料在加工过程中的抗氧化性能、降低材料的黄变速度,进而延长该化妆品包装材料的使用寿命;从而使得制备的化妆品包装材料具备耐化学腐蚀和高透明特性;5、本发明中挤出机的喂料仓通过送料管与搅拌机连接进行进料,且进料仓内设置有位于送料管出口端的出料调节塞和升降驱动单元,升降驱动单元能根据进料仓内的剩余料量,相应升降调整调节塞与送料管管口的开合程度,进而调节送料管的出料速度,防止送料管出料过快,导致进料仓内因物料积聚过多而堵塞,保障喂料仓正常喂料工作;6、本发明中挤出机在进料仓内安装有竖直设置的螺旋喂料机构,螺旋喂料机构能将搅拌机输送到进料仓内的混合料挤压输送到工作仓内,通过螺旋喂料机构的强制挤压喂料,能提高进料仓向工作仓内喂料的效率和强度,防止混合料在输送过程中逐步冷凝并将进料仓堵塞;7、本发明中挤出机的螺旋喂料机构与机内螺旋输送杆之间通过传动单元传动连接,当电机驱动内螺旋输送杆旋转工作进行挤压造粒时,螺旋输送杆通过传动单元同步驱动螺旋喂料机构旋转工作,使得螺旋喂料机构的开闭使用更加方便,同时螺旋喂料机构的
喂料效率与螺旋输送杆工作送料效率通过传动单元相互关联,便于保持喂料效率和送料效率一致,防止喂料过多将机器堵塞。
附图说明
[0024]
图1为本发明中的高透明耐化学腐蚀共聚聚酯化妆品包装材料的制备工艺的流程图;图2为本发明实施例、对比例制备的高透明耐化学腐蚀共聚聚酯化妆品包装材料的力学性能检测数据的柱形图;图3为本发明中挤出机的立体结构示意图;图4为本发明中挤出机的立体剖切结构示意图之一;图5为本发明中挤出机图4的a处局部放大结构示意图;图6为本发明中挤出机的立体剖切结构示意图之二;图7为本发明中挤出机图6的b处局部放大结构示意图;图8为本发明中挤出机的立体剖切结构示意图之三;图9为本发明中挤出机图8的c处局部放大结构示意图;图10为本发明中挤出机的立体剖切结构示意图之四;图11为本发明中挤出机的双螺旋挤压送料单元与喂料机构的立体结构示意图。
[0025]
图中:1、挤出机构;11、工作仓;12、进料仓;13、电机;14、出料模板;15、双螺杆挤压送料单元;151、主杆;152、螺旋送料叶片;153、从动杆;154、主动齿轮;155、从动齿轮;16、电热圈;2、进料调节机构;21、支架;22、连接套;23、送料管;24、出料口;25、升降驱动单元;26、调节塞;251、旋转套;252、滑块;253、滑槽;254、螺旋桨叶;255、连接杆;256、顶板;3、喂料机构;31、转轴;32、螺旋喂料叶片;33、导料板;34、传动单元;341、传动轴;342、传动带;343、主动锥齿轮;344、从动锥齿轮;345、主动轮;346、从动轮。
具体实施方式
[0026]
下面将结合本发明实施例,对本发明实施例中的技术方案进行清楚、完整地描述。显然,所描述的实施例仅仅是本发明一部分实施例,而不是全部的实施例。基于本发明中的实施例,本领域普通技术人员在没有做出创造性劳动前提下所获得的所有其他实施例,都属于本发明保护的范围。
[0027]
实施例1一种高透明耐化学腐蚀共聚聚酯化妆品包装材料的制备方法,包括以下步骤:1、制备纳米sio2改性petg聚酯(1)对苯二甲酸、新戊二醇、乙二醇、纳米sio2、乙二醇锑、磷酸三苯酯按照质量比10000:2500:4000:20:20:15混合打浆,得到浆液;浆液加热,发生化合链节反应,得到混合液料;其中,混合打浆的时长为30min、化合链节反应的温度为200℃、化合链节反应时长为3h;(2)混合液料进行减压真空聚合反应,得到熔体;其中,减压真空聚合反应的温度
为280℃、真空度为0.09mpa、反应时长为200min;(3)熔体出料、水下冷却、切粒,得到纳米sio2改性的petg聚酯;2、将纳米sio2改性的petg聚酯、纳米zno、pet树脂、abs树脂、山梨醇酐硬脂酸酯、四[3-(3,5-二叔丁基-4-羟基苯基)丙酸]季戊四醇酯、三(2,4-二叔丁基)亚磷酸苯酯、op蜡按照质量比20:5:90.1:12:2:2:2:1在搅拌机中混合搅拌10min,得到混合物料;其中,搅拌机的转速为400rpm;3、将混合物料在230℃下通过挤出机进行熔融共混、挤出造粒,得到高透明耐化学腐蚀的共聚聚酯化妆品包装材料。
[0028]
实施例2一种高透明耐化学腐蚀共聚聚酯化妆品包装材料的制备方法,包括以下步骤:1、制备纳米sio2改性petg聚酯(1)对苯二甲酸、新戊二醇、乙二醇、纳米sio2、乙二醇锑、磷酸三苯酯按照质量比10500:2600:3800:25:18:12混合打浆,得到浆液;浆液加热,发生化合链节反应;其中,混合打浆的时长为33min、化合链节反应的温度为210℃、反应时长为3.2h;(2)混合物料进行减压真空聚合反应,得到熔体;其中,聚合反应的温度为285℃、真空度为0.09mpa、反应时长为210min;(3)熔体出料、水下冷却、切粒,得到纳米sio2改性的petg聚酯;2、将纳米sio2改性的petg聚酯、纳米zno、pet树脂、abs树脂、山梨醇酐硬脂酸酯、四[3-(3,5-二叔丁基-4-羟基苯基)丙酸]季戊四醇酯、三(2,4-二叔丁基)亚磷酸苯酯、op蜡按照质量比25:6:90.2:12:2:2:2:1在搅拌机中混合搅拌14min,得到混合物料;其中,搅拌机的转速为480rpm;3、将混合物料在245℃下通过挤出机进行熔融共混、挤出造粒,得到高透明耐化学腐蚀的共聚聚酯化妆品包装材料。
[0029]
实施例3一种高透明耐化学腐蚀共聚聚酯化妆品包装材料的制备方法,包括以下步骤:1、制备纳米sio2改性petg聚酯(1)对苯二甲酸、新戊二醇、乙二醇、纳米sio2、乙二醇锑、磷酸三苯酯按照质量比10800:2700:3600:30:16:10混合打浆,得到浆液;浆液加热,发生化合链节反应;其中,混合打浆的时长为40min、化合链节反应的温度为220℃、反应时长为3.4h;(2)混合物料进行减压真空聚合反应,得到熔体;其中,聚合反应的温度为290℃、真空度为0.09mpa、反应时长为215min;(3)熔体出料、水下冷却、切粒,得到纳米sio2改性的petg聚酯;2、将纳米sio2改性的petg聚酯、纳米zno、pet树脂、abs树脂、山梨醇酐硬脂酸酯、四[3-(3,5-二叔丁基-4-羟基苯基)丙酸]季戊四醇酯、三(2,4-二叔丁基)亚磷酸苯酯、op蜡按照质量比28:7:90.3:12:2:2:2:1在搅拌机中混合搅拌13min,得到混合物料;其中,搅拌机的转速为470rpm;3、将混合物料在240℃下通过挤出机进行熔融共混、挤出造粒,得到高透明耐化学腐蚀的共聚聚酯化妆品包装材料。
[0030]
实施例4
一种高透明耐化学腐蚀共聚聚酯化妆品包装材料的制备方法,包括以下步骤:1、制备纳米sio2改性petg聚酯(1)对苯二甲酸、新戊二醇、乙二醇、纳米sio2、乙二醇锑、磷酸三苯酯按照质量比11000:2600:3400:35:14:8混合打浆,得到浆液;浆液加热,发生化合链节反应;其中,混合打浆的时长为50min、化合链节反应的温度为250℃、反应时长为3.8h;(2)混合物料进行减压真空聚合反应,得到熔体;其中,聚合反应的温度为295℃、真空度为0.1mpa、反应时长为220min;(3)熔体出料、水下冷却、切粒,得到纳米sio2改性的petg聚酯;2、将纳米sio2改性的petg聚酯、纳米zno、pet树脂、abs树脂、山梨醇酐硬脂酸酯、四[3-(3,5-二叔丁基-4-羟基苯基)丙酸]季戊四醇酯、三(2,4-二叔丁基)亚磷酸苯酯、op蜡按照质量比32:8:90.4:12:2:2:2:1在搅拌机中混合搅拌14min,得到混合物料;其中,搅拌机的转速为490rpm;3、将混合物料在245℃下通过挤出机进行熔融共混、挤出造粒,得到高透明耐化学腐蚀的共聚聚酯化妆品包装材料。
[0031]
实施例5一种高透明耐化学腐蚀共聚聚酯化妆品包装材料的制备方法,包括以下步骤:1、制备纳米sio2改性petg聚酯(1)对苯二甲酸、新戊二醇、乙二醇、纳米sio2、乙二醇锑、磷酸三苯酯按照质量比10000:2500:3000:40:10:5混合打浆,得到浆液;浆液加热,发生化合链节反应;其中,混合打浆的时长为60min、化合链节反应的温度为255℃、反应时长为4h;(2)混合物料进行减压真空聚合反应,得到熔体;其中,聚合反应的温度为295℃、真空度为0.1mpa、反应时长为230min;(3)熔体出料、水下冷却、切粒,得到纳米sio2改性的petg聚酯;2、将纳米sio2改性的petg聚酯、纳米zno、pet树脂、abs树脂、山梨醇酐硬脂酸酯、四[3-(3,5-二叔丁基-4-羟基苯基)丙酸]季戊四醇酯、三(2,4-二叔丁基)亚磷酸苯酯、op蜡按照质量比35:10:91:12:2:2:2:1在搅拌机中混合搅拌15min,得到混合物料;其中,搅拌机的转速为500rpm;3、将混合物料在250℃下通过挤出机进行熔融共混、挤出造粒,得到高透明耐化学腐蚀的共聚聚酯化妆品包装材料。
[0032]
对比例1一种高透明耐化学腐蚀共聚聚酯化妆品包装材料的制备方法,包括以下步骤:1、将petg聚酯、纳米zno、pet树脂、abs树脂、山梨醇酐硬脂酸酯、四[3-(3,5-二叔丁基-4-羟基苯基)丙酸]季戊四醇酯、三(2,4-二叔丁基)亚磷酸苯酯、op蜡按照质量比20:5:90.1:12:2:2:2:1在搅拌机中混合搅拌10min,得到混合物料;其中,搅拌机的转速为400rpm;2、将混合物料在230℃下通过挤出机进行熔融共混、挤出造粒,得到高透明耐化学腐蚀的共聚聚酯化妆品包装材料。
[0033]
对比例2一种高透明耐化学腐蚀共聚聚酯化妆品包装材料的制备方法,包括以下步骤:
1、将纳米zno、pet树脂、abs树脂、山梨醇酐硬脂酸酯、四[3-(3,5-二叔丁基-4-羟基苯基)丙酸]季戊四醇酯、三(2,4-二叔丁基)亚磷酸苯酯、op蜡按照质量比20:5:90.1:12:2:2:2:1在搅拌机中混合搅拌10min,得到混合物料;其中,搅拌机的转速为400rpm;2、将混合物料在230℃下通过挤出机进行熔融共混、挤出造粒,得到高透明耐化学腐蚀的共聚聚酯化妆品包装材料。
[0034]
以上所有实施例、对比例中的纳米sio2的粒径为100-200nm、来自于江苏天行新材料有限公司;abs树脂来自于上海德正塑胶科技有限公司、特性级别为高抗冲透明级、牌号为tr-557;新戊二醇来自于山东优索化工科技有限公司、cas号为126-30-7、货号为i94135115;对苯二甲酸来自于江苏创腾新材料科技有限公司、品牌为ctkjchem、货号为100-21-0;乙二醇来自于济南中辉化工有限公司、货号为2021-04;磷酸三苯酯的cas号为115-86-6、货号为tpp;乙二醇锑来自于江苏新素新材料有限公司、货号为29736-75-2;pet树脂来自于上海衍行塑化有限公司、货号为573453543453、牌号为fr945;纳米zno来自于南京保克特新材料有限公司、型号为30nm、品牌为保克特新材料;山梨醇酐硬脂酸酯来自于河南正兴食品添加剂有限公司、货号为1、型号为60;op蜡的型号为waradur-op、来自于广州市敬益新材料有限公司。
[0035]
将上述实施例、对比例完成挤出后,造粒的高透明耐化学腐蚀共聚聚酯化妆品包装材料分别在100℃的鼓风烘箱中干燥5小时,得到干燥粒子;再将干燥粒子在注塑机上注塑制样,制样过程中保持模温为100℃。对所制样品进行相关性能测试。
[0036]
一、力学性能测试1、拉伸强度:依据iso527《塑料拉伸性能测试标准》进行检验;试样类型为i型,样条尺寸(mm):150(长)
×
(20
±
0.2)(端部宽度)
×
(4
±
0.2)(厚度),拉伸速度为50mm/min;2、弯曲强度和弯曲模量:依据iso178《塑料弯曲性能的测定》进行检验;试样类型为试样尺寸(mm):(80
±
2)(长)
×
(10
±
0.2)(端部宽度)
×
(4
±
0.2)(厚度),弯曲速度为20mm/min;3、熔融指数:依据iso1133《热塑性塑料熔体质量流动进而熔体容积流动速率的测定》进行测试,高透明耐化学腐蚀共聚聚酯化妆品包装材料为颗粒状、经110℃烘干3h后进行测试;4、透光率和雾度:依据gb2410-80《透明塑料透光率和雾度试验方法》进行检验。
[0037]
测试结果如表1所示:表1
由表1的测试结果可知,实施例4-5制备的共聚聚酯化妆品包装材料的一系列性能测试(包括拉伸强度、弯曲强度、熔融指数和透光率)均优于实施例1-2和对比例2。其中,实施例5的透光率为99%、雾度为3.0,制备的化妆品包装材料具有高透明性。而对比例2由于未添加petg聚酯,abs和pet两者共混体系会发生较大的漫反射,所以雾度值较高、透光率下降。
[0038]
二、耐化学腐蚀性能测试依据gb/t3857-2017《玻璃纤维增强热固性塑料耐化学介质性能试验方法》进行检测。测试结果如表2所示:表2
ꢀ
由表2的测试结果可知,实施例4-5制备的共聚聚酯化妆品包装材料的耐化学腐蚀性能优于对比例1-2制备的共聚聚酯化妆品包装材料。在制备的化妆品包装材料经化学腐蚀后,弯曲强度、弯曲弹性模量、巴柯尔硬度等一系列力学性能均未出现明显下降。但是,由于对比例1中的petg聚酯未经纳米sio2改性,其耐化学腐蚀性能下降。
[0039]
实施例6本实施例提供了一种挤出机,该挤出机能满足实施例1-5和对比例1-2中制备高透明耐化学腐蚀的共聚聚酯化妆品包装材料时,混合物料的熔融共混、挤出造粒。
[0040]
请参阅图3、图4所示,一种挤出机,包括挤出机构1,所述挤出机构1内设置有工作仓11,所述工作仓11顶面的一端固定安装有进料仓12,所述工作仓11的内部安装有双螺杆挤压送料单元15,所述工作仓11的一端安装有与所述双螺杆挤压送料单元15传动连接的电机13,所述工作仓11的另一端固定安装有出料模板14,所述工作仓11的内壁上安装有电热圈16;所述进料仓12上安装有用于调节进料量的进料调节机构2,所述进料仓12的内部安装有用于向工作仓11辅助送料的喂料机构3;所述进料调节机构2包括安装于所述进料仓12上方的送料管23,所述送料管23的底端设置有出料口24,所述出料口24的下方设置有升降驱动单元25和调节塞26,且所述调节塞26通过所述升降驱动单元25升降式安装于所述出料口24内部下端;所述喂料机构3包括转轴31,所述转轴31垂直设置于所述进料仓12内,所述转轴31的底端转动安装于所述工作仓11的底板上,且所述转轴31底端与所述双螺杆挤压送料单元15之间通过传动单元34传动连接,所述转轴31上固定安装有螺旋喂料叶片32;其中,送
料管23的进口端与搅拌机的出料端连接,且送料管23采用保温管道,能防止混合料在送料管23内输送时散热冷凝,出料口24和调节塞26均为圆台形结构,通过升降驱动单元25调整调节塞26的高度,就能调节出料口24的出料量,出料模板14上设置有均匀分布的出料孔,当搅拌机将混合物料搅拌反应完成并开始出料时,混合物料通过送料管23输送到进料仓12内,并经进料仓12掉落输送到工作仓11内,此时开启电机13和电热圈16,电机13驱动双螺杆挤压送料单元15在工作仓11内旋转工作,对混合物料进行挤压输送,电热圈16对工作仓11内的混合物料进行加热保温,使混合物料持续熔融共混,直至混合物料通过出料模板14上的出料孔定型后挤压排出;而双螺杆挤压送料单元15在旋转送料过程中通过传动单元34驱动转轴31旋转,进而带动转轴31上的螺旋喂料叶片32进行旋转,螺旋喂料叶片32旋转过程中将进料仓12内的混合物料向下方的工作仓11内挤压输送进行喂料,能提高进料仓12向工作仓11内喂料的效率和强度,同时能防止混合物料在输送过程中冷凝附着于进料仓12的内壁上,导致进料仓12堵塞,且双螺杆挤压送料单元15的喂料效率与螺旋喂料叶片32送料效率通过传动单元34相互关联,便于保持喂料效率和送料效率一致,防止喂料过多将机器堵塞;而当工作仓11的挤压送料以及进料仓12的喂料过程平稳后,根据进料仓12内剩余料量的高度,通过升降驱动单元25驱动调节塞26沿出料口24上行一定距离,进而调节出料口24的开口大小以及出料效率,使得出料口24的出料效率与进料仓12的喂料效率保持一致,防止送料管23出料过快,导致进料仓12内因物料积聚过多而堵塞。
[0041]
请参阅图8、图10、图11所示,所述双螺杆挤压送料单元15包括主杆151和从动杆153,所述主杆151和从动杆153均转动安装于所述工作仓11的内部,且所述主杆151和从动杆153上均固定安装有螺旋送料叶片152;所述主杆151的一端与所述电机13传动连接,且所述主杆151上固定安装有主动齿轮154,所述从动杆153上固定安装有与所述主动齿轮154啮合传动连接的从动齿轮155;当电机13开启时,电机13驱动主杆151旋转,而主杆151通过主动齿轮154和从动齿轮155驱动从动杆153同步旋转,进而使得主杆151和从动杆153上的螺旋送料叶片152同步旋转,对工作仓11内的混合物料进行挤压输送。
[0042]
请参阅图3、图4所示,所述送料管23的下端部固定安装有连接套22,所述连接套22的外圈固定安装有若干等角度分布的支架21,若干所述支架21的底端均连接安装于所述进料仓12上,通过支架21和连接套22将送料管23安装于进料仓12上,不仅方便将送料管23与进料仓12对准,同时还能对送料管23进行辅助支撑,使送料管23安装牢固,送料更加稳定。
[0043]
请参阅图3、图4、图5所示,所述升降驱动单元25包括旋转套251,所述旋转套251活动套装于所述转轴31的上端,所述旋转套251的内圈固定连接有若干滑块252,所述转轴31上设置有若干与所述滑块252一一对应滑动连接的滑槽253,所述旋转套251的外圈固定安装有若干螺旋桨叶254,所述旋转套251的顶面固定安装有若干连接杆255,若干所述连接杆255的顶端均连接于所述调节塞26的底面;当转轴31旋转带动螺旋喂料叶片32进行喂料时,转轴31通过滑块252和滑槽253的限位作用带动旋转套251同步旋转,而旋转套251旋转时带动外圈的螺旋桨叶254旋转,螺旋桨叶254旋转是通过扰动气流使其产生向上的推力,而螺旋桨叶254在空气中旋转产生的推力小于升降驱动单元25和调节塞26的重力,因而此时升降驱动单元25和调节塞26不会在推力作用下向上移动,而当送料管23的送料速度大于进料仓12的喂料速度,导致混合物料在进料仓12内上升到螺旋桨叶254位置时,螺旋桨叶254在混合物料内旋转,且螺旋桨叶254旋转过程中在混合物料的液压推力作用下上行,从而使螺
旋桨叶254随混合物料的液面同步上行,并通过连接杆255带动调节塞26同步上行,进而使调节塞26逐渐插接到出料口24内,使出料口24的开口逐渐减小,出料效率逐渐降低,直至出料口24的出料效率与进料仓12的喂料效率相同,此时进料仓12内混合物料的液位不再上升,且螺旋桨叶254位于混合物料的液面内,对混合物料的液面位置持续进行搅拌,防止混合物料的液面位置散热冷凝,保障混合物料能正常输送喂料。
[0044]
请参阅图6、图7所示,所述转轴31的顶端通过螺栓固定安装有顶板256,且所述顶板256的外圈密封抵接于所述滑槽253的开口处,顶板256能对滑槽253的开口进行密封,防止滑块252从滑槽253内滑动脱离。
[0045]
请参阅图4、图8、图9、图11所示,所述传动单元34包括传动轴341、主动锥齿轮343和从动锥齿轮344,所述传动轴341转动安装于所述工作仓11的底板上,所述主动锥齿轮343固定安装于所述主杆151上,所述从动锥齿轮344固定安装于所述传动轴341上,且所述主动锥齿轮343与所述从动锥齿轮344啮合传动连接;所述传动轴341上固定安装有主动轮345,所述转轴31上固定安装有从动轮346,所述主动轮345与所述从动轮346之间通过传动带342传动连接;当电机13驱动主杆151旋转时,主杆151带动主动锥齿轮343旋转,主动锥齿轮343啮合驱动从动锥齿轮344旋转,进而带动传动轴341旋转,传动轴341带动主动轮345旋转,而主动轮345通过传动带342驱动从动轮346旋转,从而带动转轴31旋转工作,因而通过该传动单元34的传动,能在电机13驱动主杆151旋转工作时,同步驱动转轴31进行旋转。
[0046]
请参阅图4、图9所示,所述工作仓11内部固定安装有位于所述进料仓12下方的倾斜设置的导料板33,所述转轴31的下端贯穿延伸到所述导料板33的下方,且所述传动单元34安装于所述导料板33的下方;导料板33能将进料仓12底端的混合物料导向输送到工作仓11内,从而便于混合物料的导向输送,且导料板33能将下方的传动单元34与混合物料隔离,从而对传动单元34进行防护,保障传动单元34的正常工作。
[0047]
使用方式:首先混合物料通过送料管23输送到进料仓12内,并经进料仓12掉落输送到工作仓11内,此时开启电机13和电热圈16,电机13驱动主杆151旋转,而主杆151通过主动齿轮154和从动齿轮155驱动从动杆153同步旋转,进而使得主杆151和从动杆153上的螺旋送料叶片152同步旋转,对工作仓11内的混合物料进行挤压输送,直至混合物料通过出料模板14上的出料孔定型后挤压排出;主杆151旋转时,主杆151带动主动锥齿轮343旋转,主动锥齿轮343啮合驱动从动锥齿轮344旋转,进而带动传动轴341旋转,传动轴341带动主动轮345旋转,而主动轮345通过传动带342驱动从动轮346旋转,从而带动转轴31旋转,转轴31旋转时带动其上的螺旋喂料叶片32进行旋转,螺旋喂料叶片32旋转过程中将进料仓12内的混合物料向下方的工作仓11内挤压输送进行喂料,能提高进料仓12向工作仓11内喂料的效率和强度;转轴31旋转时,通过滑块252和滑槽253的限位作用带动旋转套251同步旋转,而旋转套251旋转时带动外圈的螺旋桨叶254旋转,当送料管23的送料速度大于进料仓12的喂料速度,导致混合物料在进料仓12内上升到螺旋桨叶254位置时,螺旋桨叶254在混合物料内旋转,且螺旋桨叶254旋转过程中在混合物料的液压推力作用下上行,从而使螺旋桨叶254随混合物料的液面同步上行,并通过连接杆255带动调节塞26同步上行,进而使调节塞26逐渐插接到出料口24内,使出料口24的开口逐渐减小,出料效率逐渐降低,直至出料口24的出料效率与进料仓12的喂料效率相同,此时进料仓12内混合物料的液位不再上升,且螺旋桨叶254位于混合物料的液面内,对混合物料的液面位置持续进行搅拌,防止混合物料的
液面位置散热冷凝,保障混合物料能持续正常输送喂料。
[0048]
尽管已经示出和描述了本发明的实施例,对于本领域的普通技术人员而言,可以理解在不脱离本发明的原理和精神的情况下可以对这些实施例进行多种变化、修改、替换和变型,本发明的范围由所附权利要求及其等同物限定。
再多了解一些
本文用于创业者技术爱好者查询,仅供学习研究,如用于商业用途,请联系技术所有人。