1.本发明涉及高分子改性技术领域,具体是一种用于金属表面涂覆的聚酰胺粉末及其制备方法。
背景技术:
2.碗篮是洗碗机中用于将碗洗净后沥水的架子。主要有不锈钢或包胶的钢材两种类型。相对于不锈钢碗篮,钢材包胶形式的碗篮,成本更便宜,且表面的涂层能够缓冲撞击,降低碗碟撞击破碎的几率。而碗篮表面的包胶,通常采用浸塑的方式实现。
3.碗篮浸塑用的塑料粉末,通常有低熔点聚酰胺和聚丙烯两大类。由于聚酰胺的力学性能更好,耐刮擦性能更优异,且与金属表面结合力更佳、具有较好的耐老化耐化学腐蚀性等特点,已被多数洗碗机企业所采用。
4.为提高碗篮表面的光泽度,特别是金属效果,通常在浸塑粉末中添加效果的颜料,如金属片或云母粉等。但实验中发现,添加量过少则无光泽效果,但若足量添加,粉末浸塑时,在金属条焊接处易形成针孔。另外,碗篮在清洗完后,需尽可能少沾水,以便在后续烘干过程中减少需要烘干碗篮表面水滴的热能损耗。
技术实现要素:
5.有鉴于此,本发明提供一种用于金属表面涂覆的聚酰胺粉末及其制备方法,以解决上述背景技术中提出的问题,在不损失涂覆粉末流动性的前提下,消除浸塑针孔,提高涂覆后的表面疏水性。
6.为实现上述目的,本发明提供如下技术方案:
7.本发明一方面公开了一种用于金属表面涂覆的聚酰胺粉末,其由聚酰胺粉末100份,表面修饰剂0.3-0.5份、、色粉0.02-0.03份、抗氧剂0.2份、干涉材料0.5-1份,抗结剂0.1-0.2份按照重量份制备而成;其中,所述表面修饰剂为碳链长度大于10的脂肪醇。
8.作为本发明进一步的方案:所述聚酰胺粉末为pa11、pa12、pa610、pa612、pa510、pa513、pa515、pa1012、pa1010、pa6、pa66、pa46、pa56及尼龙弹性体中的至少一种。
9.作为本发明进一步的方案:所述聚酰胺粉末的熔融指数小于60g/10min。
10.作为本发明进一步的方案:所述聚酰胺粉末的粒径为10-300微米。
11.作为本发明进一步的方案:所述脂肪醇为碳链长度12-30的一元醇或二元醇。
12.作为本发明进一步的方案:所述抗结剂为纳米二氧化硅或氧化铝,直径为5-100纳米。
13.作为本发明进一步的方案:所述色粉为耐高温颜料。
14.作为本发明进一步的方案:所述干涉材料为云母粉、玻璃片、超细金属粉中的至少一种。
15.作为本发明进一步的方案:所述抗氧剂为抗氧剂1098、抗氧剂168、抗氧剂1024、抗氧剂245中的至少一种。
16.本发明另一方面公开了入上述任一项所述的一种用于金属表面涂覆的聚酰胺粉末的制备方法,包括以下步骤:
17.按照重量份称取聚酰胺粉末、表面修饰剂、色粉和抗氧剂并投入高混机中,于70-160℃、600-1000rpm条件下持续搅拌3-10min,待高混机降温至常温后,投入干涉材料和抗结剂,以100-400rpm速度继续搅拌均匀,即得用于金属表面涂覆的聚酰胺粉末。
18.与现有技术相比,本发明的有益效果是:
19.本发明中的表面修饰剂为固态,可包覆于聚酰胺粉末表面,不会影响最终产品的流动性,相比液态修饰剂来讲,对流动性影响大大减少。此外,在不损失涂覆粉末流动性的前提下,除了达到消除浸塑针孔目的之外,还能提高碗篮涂覆后的表面疏水性,减少水滴粘附碗篮表面,从而减少洗净后碗篮的烘干能耗。
具体实施方式
20.为了便于理解本发明,下面将结合具体的实施例对本发明进行更全面的描述。但是,本发明可以以许多不同的形式来实现,并不限于本文所描述的实施方式。相反地,提供这些实施方式的目的是使对本发明的公开内容理解的更加透彻全面。
21.除非另有定义,本文所使用的所有的技术和科学术语与属于本发明的技术领域的技术人员通常理解的含义相同。本文中在本发明的说明书中所使用的术语只是为了描述具体的实施方式的目的,不是旨在于限制本发明。
22.以下实施例和对比例中采用的原料具体信息如下:
23.聚酰胺粉末,选用市售的聚酰胺粒子在液氮中冷却到-100℃以下,并用机械粉碎的方法磨成粉,然后用合适的筛网筛取粒径为50-250μm的粉末,熔融指数50g/10min。聚酰胺粒子采用山东东辰瑞森的pa1012。
24.表面修饰剂1:硬脂醇,cas号:112-92-5,购自国药;
25.表面修饰剂2:二十四醇,cas号:506-51-4,购自国药;
26.表面修饰剂3:1,14-十四烷二醇,cas号:19812-64-7,购自国药;
27.表面修饰剂4:2-辛醇,cas号:123-96-6,购自国药;
28.色粉1:炭黑,660r,卡博特,美国;
29.色粉2:铁红,ro4097,亨斯迈,美国;
30.色粉3:钛黄,spp-1060,福禄,美国
31.抗结剂:aerosil r972,evonik,德国;
32.干涉材料:选用云母粉,iriodin 6111,默克,美国;
33.抗氧剂:irganox 1098,cas号:245-442-7,巴斯夫,德国;
34.可以理解的是,以上原料试剂仅为本发明一些具体实施方式的示例,使得本发明的技术方案更加清楚,并不代表本发明仅能采用以上试剂,具体以权利要求书中的范围为准。此外,实施例和对比例中所述的“份”,如无特别说明,均指重量份。
35.本发明所记载的任何范围包括端值以及端值之间的任何数值以及端值或者端值之间的任意数值所构成的任意子范围。
36.实施例1-3以及对比例1-2、对比例4-5按照以下方法进行制备:
37.按照以下表1配比称取相应重量份的聚酰胺粉末、表面修饰剂、色粉和抗氧剂并投
入高混机中,于70℃、800rpm条件下持续搅拌3min,待高混机降温至常温后,投入干涉材料和抗结剂,以200rpm速度继续搅拌均匀,即得用于金属表面涂覆的聚酰胺粉末。
38.对比例3的制备过程与上述制备过程的不同点在于,高混机的温度自始至终为常温。
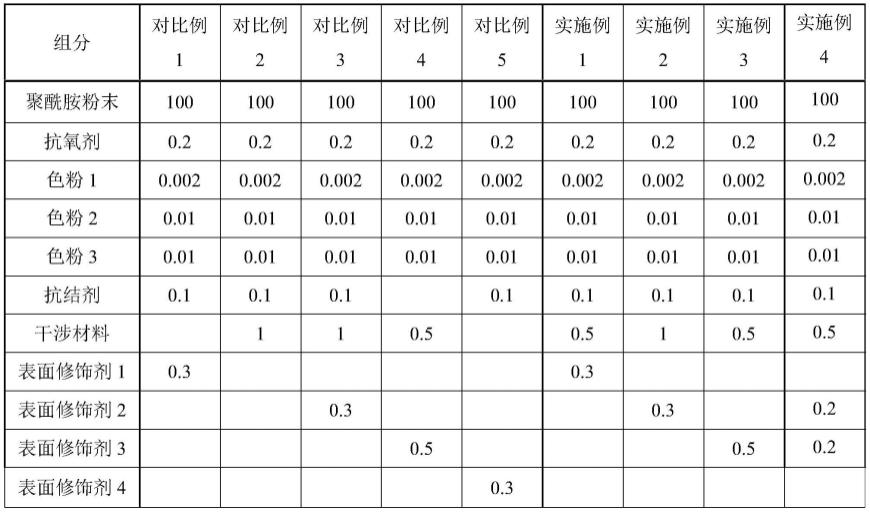
39.表1
[0040][0041]
将得到的聚酰胺粉末涂料成品投入流化床中,通入压缩空气后,观察粉末涂料的流动性及扬尘。将金属件加热至300度以上,浸入粉末涂料中10秒,取出后,观察外观的浸塑后的光泽度和针孔情况。此外,再采用德国克吕士dsa30s测得粉末涂料的接触角。测试介质为纯净水。将粉末涂料的流动性、光泽度、接触角大小以及浸塑后的光泽度和针孔情况记录到表2中。
[0042]
对得到的涂覆聚酰胺粉末进行性能测试,测试结果如表2所示。
[0043]
表2
[0044][0045][0046]
结合表1-2进行分析:
[0047]
对比对比例1和实施例1可知,当聚酰胺粉末中无干涉材料,浸塑后表面光泽较差,但金属焊接处无针孔。在添加干涉材料及表面修饰剂后,浸塑表面的光泽有较大改善,且无针孔出现。
[0048]
对比对比例2和实施例2可知,仅添加干涉材料会造成焊接处针孔。而添加表面修饰剂后则针孔消失,而粉末流动性并未受到影响,且接触角由68
°
提高至89
°
,表面变得更为疏水
[0049]
对比对比例3和实施例2可知,使用相同的配方,但高混机的加工温度不同,对针孔的效果也有差异。在高混机70摄氏度时,表面修饰剂熔化,并充分包覆在尼龙粉末表面,从而未能发挥消孔作用。经高温高混的粉末,浸塑后的疏水性也明显高于对比例3。
[0050]
通过对比例4和实施例3进行比较可知,由于表面修饰剂熔点偏低,在存放过程中由于温度和压力作用,较易产生结块的现象。而在配方中添加少量抗结剂,即可明显改善粉末结块的情况。
[0051]
通过对比例5和实施例1进行比较可知,若选择的表面修饰剂碳链长度较短,醇在常温下为液体,添加后影响粉末的流动性,且由于该醇沸点较低,在浸塑件表面出现黑色斑点,而针孔则仍偶有出现,因此效果不及碳链更长的固体醇类。
[0052]
通过实施例4和实施例3进行比较可知,通过表面修饰剂2和表面修饰剂3复配,可以在低于单一修饰剂用量前提下,水接触角达到95
°
。
[0053]
虽然本说明书按照实施方式加以描述,但并非每个实施方式仅包含一个独立的技术方案,说明书的这种叙述方式仅仅是为清楚起见,本领域技术人员应当将说明书作为一个整体,各实施例中的技术方案也可以经适当组合,形成本领域技术人员可以理解的其他实施方式。
[0054]
故以上所述仅为本技术的较佳实施例,并非用来限定本技术的实施范围;即凡依本技术的权利要求范围所做的各种等同变换,均为本技术权利要求的保护范围。
再多了解一些
本文用于创业者技术爱好者查询,仅供学习研究,如用于商业用途,请联系技术所有人。