35份和乙酸乙酯20-30份。
16.具体的,按照重量份数计算,所述粘合层的原料包括第三高分子饱和聚酯20-45份、第四高分子饱和聚酯5-10份、阻燃剂10-20份、无机填料0.5-5份、抗氧化剂0.5-1份、所述防粘连剂0.5-3份、甲苯20-30份、丁酮10-20份和所述异氰酸酯固化剂0.5-2份;
17.所述第三高分子量饱和聚酯树脂的重均分子量mw为30000-50000,玻璃化温度为-10—30℃;
18.所述第四高分子量饱和聚酯树脂的重均分子量mw为20000-40000,玻璃化温度为60-100℃;
19.所述阻燃剂为环保溴系阻燃剂;
20.所述防粘连剂为滑石粉、硅微粉和/或碳酸钙;
21.所述抗氧化剂为巴斯夫生产的1010抗氧化剂、1076抗氧化剂和/或md1024抗氧化剂。
22.优选的,所述潜固化剂为hdi异氰酸酯固化剂、ipdi异氰酸酯固化剂或tdi异氰酸酯固化剂,所述潜固化剂的解封温度不低于80℃。
23.优选的,所述基材2为pet薄膜。
24.进一步的,本发明还提出了以上所述的用于ffc线缆的双面热熔胶膜的制备方法,包括以下步骤:
25.s1)按照重量份数计算,称取第二高分子饱和聚酯15-40份、防粘连剂0.5-10份、异氰酸酯固化剂2-10份、有机锡催化剂0.1-1.0份、丁酮20-35份和乙酸乙酯20-30份;
26.s2)将第二高分子饱和聚酯、丁酮和乙酸乙酯分别加入乳化搅拌机,在室温条件下,以800-2000r/min的转速搅拌至固体物质完全溶解,再加入防粘连剂进一步搅拌,搅拌分散均匀后,研磨再过滤,制得加强层胶水;
27.s3)按照重量份数计算,称取第三高分子饱和聚酯20-45份、第四高分子饱和聚酯5-10份、阻燃剂10-20份、无机填料0.5-5份、抗氧化剂0.5-1份、防粘连剂0.5-3份、甲苯20-30份、丁酮10-20份和异氰酸酯固化剂0.5-2份;
28.s4)将步骤s3)中的第三高分子饱和聚酯、第四高分子饱和聚酯、甲苯和丁酮加入乳化搅拌机,以500-1000r/min的转速搅拌至固体物质完全溶解,然后依次加入步骤s3)中的阻燃剂、抗氧化剂、防粘连剂和无机填料,再以1000-1500r/min的转速搅拌分散均匀,然后研磨再过滤,制得粘合层胶水;
29.s5)按照重量份数计算,称取第一高分子饱和聚酯20-45份、聚烯烃树脂5-10份、防粘连剂0.5-3份、甲苯20-40份、乙酸乙酯20-30份和潜固化剂0.5-2.0份;
30.s6)将步骤s5)中的第一高分子饱和聚酯、聚烯烃树脂、乙酸乙酯和甲苯加入乳化搅拌机,以500-1000r/min的转速搅拌至固体物质完全溶解,然后加入步骤s5)中的防粘连剂,再以1000-1500r/min的转速搅拌分散均匀,然后研磨再过滤,制得缓冲层胶水;
31.s7)在所述加强层胶水中加入步骤s1)中的潜固化剂搅拌均匀,然后再添加步骤s1)中的有机锡催化剂,取经过双面电晕处理的基材的卷料,上机,在基材的一面印刷涂布所述加强层胶水,制得带有加强层的基材;
32.s8)在搅拌的所述缓冲层胶水中加入步骤s5)中的潜固化剂,混合均匀,然后在搅拌的所述粘合层胶水中加入步骤s3)中的异氰酸酯固化剂,并搅拌均匀,然后再采用双面涂
布机,在基材的另一面印刷涂布所述缓冲层胶水,同步在加强层的表面印刷涂布所述粘合层胶水,即制得所述用于ffc线缆的双面热熔胶膜。
33.优选的,所述加强层胶水、所述缓冲层胶水和所述粘合层胶水含有的固体颗粒的细度均不大于10μm。
34.本发明的上述技术方案的有益效果为:所述用于ffc线缆的双面热熔胶膜,包括缓冲层、加强层和粘合层的三个玻璃化温度不同的热熔胶层,基材的上下表面均覆盖有一个热熔胶层,在室温下的缓冲层的上表面无粘性,使所述用于ffc线缆的双面热熔胶膜可直接收卷,收卷时或开卷时缓冲层与粘合层之间不会粘合,可避免收卷时或开卷时缓冲层与基材和粘合层与基材之间产生拉力;第二高分子饱和聚酯的玻璃化温度为-20—30℃,可确保在运输储存状态或使用状态时,加强层与基材之间的粘合力处于良好状态;第一高分子饱和聚酯的玻璃化温度为20-80℃,粘合层的软化点温度为60-80℃,即可避免所述用于ffc线缆的双面热熔胶膜在加工成型时,缓冲层或粘合层出现粘贴加工设备机台的现象,又可在后期加工时,通过辊压机在高于150℃的温度激活缓冲层的粘性,从而避免贴合在ffc线缆的端口处的所述用于ffc线缆的双面热熔胶膜出现粘接不良和分层的现象,进而避免镀金过程中出现镀金液渗入的现象,并彻底杜绝使用中的安全隐患。
35.本发明提出的所述用于ffc线缆的双面热熔胶膜的制备方法,制得的产品表面平整,厚度均匀,生产过程中缓冲层和粘结层可实现快速涂布,生产效率高,是现有技术的单面热熔胶膜的良好替代品;并且可有效保持缓冲层和粘合层在后期的贴合ffc线缆的高温加工过程中的粘结强度。
附图说明
36.图1是本发明的用于ffc线缆的双面热熔胶膜及其制备方法的一个实施例的结构示意图;
37.其中:缓冲层1;基材2;加强层3;粘合层4。
具体实施方式
38.下面结合附图并通过具体实施方式来进一步说明本发明的技术方案。
39.附图仅用于示例性说明,不能理解为对本专利的限制;为了更好说明本实施例,附图某些部件会有省略、放大或缩小,并不代表实际产品的尺寸;对于本领域技术人员来说,附图中某些公知结构及其说明可能省略是可以理解的。
40.在本发明的描述中,需要说明的是,除非另有明确的规定和限定,术语“安装”、“连接”应做广义理解,例如,可以是固定连接,也可以是可拆卸连接,或一体地连接;可以是机械连接,也可以是电连接;可以是直接相连,也可以是通过中间媒介间接连接,也可以是两个元件内部的连通。对于本领域的普通技术人员而言,可以具体情况理解上述术语在本发明的具体含义。
41.在本发明的描述中,需要理解的是,方位词如“前、后、上、下、左、右”、“横向、竖向、垂直、水平”和“顶、底”等所指示的方位或位置关系通常是基于附图所示的方位或位置关系,仅是为了便于描述本发明;简化描述,在未作相反说明的情况下,这些方位词并不指示;暗示所指的装置或元件必须具有特定的方位或者以特定的方位构造和操作,因此不能理解
为对本发明保护范围的限制;方位词“内、外”是指相对于各部件本身的轮廓的内外。
42.一种用于ffc线缆的双面热熔胶膜,包括由上至下依次粘接的缓冲层1、基材2、加强层3和粘合层4;
43.所述缓冲层1、所述加强层3和所述粘合层4的材质均为热熔胶层;
44.室温下,所述缓冲层1的上表面无粘性;所述缓冲层1含有第一高分子饱和聚酯,所述第一高分子饱和聚酯的玻璃化温度为20-80℃,羟值为3-15kohmg/g,重均分子量mw为15000-30000;
45.所述加强层3含有第二高分子饱和聚酯,所述第二高分子饱和聚酯的重均分子量mw为25000-40000,所述第二高分子饱和聚酯的玻璃化温度为-20—30℃;
46.所述粘合层4的软化点温度为60-80℃。
47.本发明的所述用于ffc线缆的双面热熔胶膜,包括缓冲层1、加强层3和粘合层4的三个玻璃化温度不同的热熔胶层,使得基材2的上下表面均覆盖有一个热熔胶层,在室温下的缓冲层1的上表面无粘性,使所述用于ffc线缆的双面热熔胶膜可直接收卷,收卷时或开卷时缓冲层1与粘合层4之间不会粘合,可避免收卷时或开卷时缓冲层1与基材2和粘合层4与基材2之间产生拉力;第二高分子饱和聚酯的玻璃化温度为-20—30℃,可确保在运输储存状态或使用状态时,加强层3与基材2之间的粘合力处于良好状态;第一高分子饱和聚酯的玻璃化温度为20-80℃,粘合层4的软化点温度为60-80℃,即可避免所述用于ffc线缆的双面热熔胶膜在加工成型时缓冲层1或粘合层4出现粘贴加工设备机台的现象,又可在后期加工时通过辊压机在高于150℃的温度激活缓冲层1的上表面的粘性,使缓冲层1与ffc线缆的绝缘膜之间和粘合层4与ffc线缆的导体之间均可强力粘合,从而避免贴合在ffc线缆的端口处的所述用于ffc线缆的双面热熔胶膜出现粘接不良和分层的现象,进而避免镀金过程中出现镀金液渗入的现象,并彻底杜绝使用中的安全隐患。
48.若粘合层4的软化点温度低于60℃,在加工过程中容易出现粘贴加工设备机台的现象;若粘合层4的软化点温度高于80℃,在后期加工时粘合层4与ffc线缆端口的导体的粘合时容易出现粘接不良。
49.具体的,按照重量份数计算,所述缓冲层1的原料包括所述第一高分子饱和聚酯20-45份、聚烯烃树脂5-10份、防粘连剂0.5-3份、甲苯20-40份、乙酸乙酯20-30份和潜固化剂0.5-2.0份;
50.所述聚烯烃树脂为马来酸酐接枝的三元共聚物sbs-g-mah,重均分子量mw为1000-6000,马来酸酐ma的质量百分比含量为30-60%。
51.缓冲层1既含有第一高分子饱和聚酯,又含有聚烯烃树脂,既可用于采用聚酯绝缘膜的ffc线缆,又可以用于采用聚烯烃绝缘膜的ffc线缆。
52.由于高分子饱和聚酯与聚烯烃树脂绝缘膜的粘接强度不高,故此含有的聚烯烃树脂可提升缓冲层1与聚烯烃树脂绝缘膜的粘接强度,使所述用于ffc线缆的双面热熔胶膜与聚烯烃树脂绝缘膜具有优异的粘接效果。
53.优选的,所述基材2的上下表面均为电晕面,所述基材2的上下表面的达因值均大于46dy。
54.通过电火花处理使基材2的上下表面均形成电晕面,既可清除因加工过程产生的水分、油污和灰尘等异物,又可有效提升基材2的上下表面达因值达到46dy以上,优选52dy,
有助于提升缓冲层1与基材2之间和加强层3与基材2之间的附着力,进一步避免出现粘接不良或镀金液渗入的现象,还有利于提高在基材2的表面印刷涂覆缓冲层1或加强层3的生产速度和生产效率。
55.优选的,所述缓冲层1的厚度为3
±
0.5μm。
56.缓冲层1的厚度控制在3μm
±
0.5μm,若缓冲层1的厚度低于2.5μm,缓冲层1的表面易出现厚薄不均的现象,容易导致粘接效果不稳定;若缓冲层1的厚度大于3.5μm,虽然粘接效果更好,但综合成本过高,且影响在基材2的上表面印刷缓冲层1的加工速度和生产效率。
57.具体的,按照重量份数计算,所述加强层3的原料包括所述第二高分子饱和聚酯15-40份、所述防粘连剂0.5-10份、异氰酸酯固化剂2-10份、有机锡催化剂0.1-1.0份、丁酮20-35份和乙酸乙酯20-30份。
58.添加有机锡催化剂可促进异氰酸酯固化剂与第二高分子饱和聚酯含有的饱和聚酯基团的固化交联反应的活性,从而提高加强层3与基材2之间的粘接强度。
59.具体的,按照重量份数计算,所述粘合层4的原料包括第三高分子饱和聚酯20-45份、第四高分子饱和聚酯5-10份、阻燃剂10-20份、无机填料0.5-5份、抗氧化剂0.5-1份、所述防粘连剂0.5-3份、甲苯20-30份、丁酮10-20份和所述异氰酸酯固化剂0.5-2份;
60.所述第三高分子量饱和聚酯树脂的重均分子量mw为30000-50000,玻璃化温度为-10—30℃;
61.所述第四高分子量饱和聚酯树脂的重均分子量mw为20000-40000,玻璃化温度为60-100℃;
62.所述阻燃剂为环保溴系阻燃剂;
63.所述防粘连剂为滑石粉、硅微粉和/或碳酸钙;
64.所述抗氧化剂为巴斯夫生产的1010抗氧化剂、1076抗氧化剂和/或md1024抗氧化剂。
65.第三高分子量饱和聚酯的重均分子量mw控制范围为30000-50000,其玻璃化温度为-10—30℃,使粘合层4与基材2具有优异的粘结效果,且粘合层4对ffc线缆的金属导体有良好的包裹作用;第四高分子量饱和聚酯的重均分子量mw控制范围为20000-40000,其玻璃化温度为60-100℃,用于提升粘合层4的玻璃化温度,增加粘合层4的韧性强度。
66.阻燃剂:用于提高粘合层4的阻燃效果,选用环保溴系阻燃剂,阻燃效率高,用量少;优选十溴二苯乙烷为主效阻燃剂,并以三氧化二锑和/或铝酸锌为协效阻燃剂,主效阻燃剂和协效阻燃剂的混合比例为3:2。
67.无机填料:选用钛白粉、轻质碳酸钙和/或氢氧化铝。
68.防粘连剂:选用不易溶解的无机粉末,可使热熔胶层的表面略微粗糙,以降低热熔胶层的自粘性,从而避免所在的热熔胶层的表面与其它的热熔胶层的表面粘连。
69.抗氧化剂:保护热熔胶的受热氧化稳定性,抑制热熔胶受热氧化降解。
70.甲苯和丁酮:为用于溶解配方中的高分子饱和聚酯的有机溶剂。
71.优选的,所述潜固化剂为hdi异氰酸酯固化剂、ipdi异氰酸酯固化剂或tdi异氰酸酯固化剂,所述潜固化剂的解封温度不低于80℃。
72.上述潜固化剂要在80℃以上解封后才会发生交联反应,在常温下不会交联反应,从而使缓冲层1具有常温下表面无粘性的特性,优选tdi(甲苯二异氰酸酯),其次为ipdi(异
佛尔酮二异氰酸酯)或hdi(六甲撑二异氰酸酯)。
73.优选的,所述基材2为pet薄膜。
74.pet薄膜的光泽和透明性好,具有良好的气密性和防潮性,应力分布均匀,韧性强,抗张强度和抗冲击强度均较高,并且耐热性、耐寒性、耐化学药品性和耐油性均较好。
75.进一步的,本发明还提出了以上所述的用于ffc线缆的双面热熔胶膜的制备方法,包括以下步骤:
76.s1)按照重量份数计算,称取第二高分子饱和聚酯15-40份、防粘连剂0.5-10份、异氰酸酯固化剂2-10份、有机锡催化剂0.1-1.0份、丁酮20-35份和乙酸乙酯20-30份;
77.s2)将第二高分子饱和聚酯、丁酮和乙酸乙酯分别加入乳化搅拌机,在室温条件下,以800-2000r/min的转速搅拌至固体物质完全溶解,再加入防粘连剂进一步搅拌,搅拌分散均匀后,研磨再过滤,制得加强层胶水;
78.s3)按照重量份数计算,称取第三高分子饱和聚酯20-45份、第四高分子饱和聚酯5-10份、阻燃剂10-20份、无机填料0.5-5份、抗氧化剂0.5-1份、防粘连剂0.5-3份、甲苯20-30份、丁酮10-20份和异氰酸酯固化剂0.5-2份;
79.s4)将步骤s3)中的第三高分子饱和聚酯、第四高分子饱和聚酯、甲苯和丁酮加入乳化搅拌机,以500-1000r/min的转速搅拌至固体物质完全溶解,然后依次加入步骤s3)中的阻燃剂、抗氧化剂、防粘连剂和无机填料,再以1000-1500r/min的转速搅拌分散均匀,然后研磨再过滤,制得粘合层胶水;
80.s5)按照重量份数计算,称取第一高分子饱和聚酯20-45份、聚烯烃树脂5-10份、防粘连剂0.5-3份、甲苯20-40份、乙酸乙酯20-30份和潜固化剂0.5-2.0份;
81.s6)将步骤s5)中的第一高分子饱和聚酯、聚烯烃树脂、乙酸乙酯和甲苯加入乳化搅拌机,以500-1000r/min的转速搅拌至固体物质完全溶解,然后加入步骤s5)中的防粘连剂,再以1000-1500r/min的转速搅拌分散均匀,然后研磨再过滤,制得缓冲层胶水;
82.s7)在所述加强层胶水中加入步骤s1)中的潜固化剂搅拌均匀,然后再添加步骤s1)中的有机锡催化剂,取经过双面电晕处理的基材2的卷料,上机,在基材2的一面印刷涂布所述加强层胶水,制得带有加强层3的基材2;
83.s8)在搅拌的所述缓冲层胶水中加入步骤s5)中的潜固化剂,混合均匀,然后在搅拌的所述粘合层胶水中加入步骤s3)中的异氰酸酯固化剂,并搅拌均匀,然后再采用双面涂布机,在基材2的另一面印刷涂布所述缓冲层胶水,同步在加强层3的表面印刷涂布所述粘合层胶水,即制得所述用于ffc线缆的双面热熔胶膜。
84.采用上述方法制备的所述用于ffc线缆的双面热熔胶膜,产品表面平整,厚度均匀,生产过程中缓冲层1和粘结层4可实现快速涂布,生产效率高,是现有技术的单面热熔胶膜的良好替代品;并且可有效保持缓冲层1和粘合层4在后期的贴合ffc线缆的高温加工过程中的粘结强度,从而确保用于ffc线缆时的缓冲层1和粘合层4与基材2的上下表面的粘结稳固性。
85.优选的,所述加强层胶水、所述缓冲层胶水和所述粘合层胶水含有的固体颗粒的细度均不大于10μm。
86.固体颗粒的细度均不大于10μm,可避免固体颗粒的粒径过大影响胶水的流平性和粘接强度。
87.实施例和对比例
88.1.根据表1和表2中实施例1-3和对比例1-3的对应的原料成分和各膜层的厚度参数,并按照以下方法制备实施例1-3和对比例1-3的双面热熔胶膜,具体步骤如下:
89.s1)按照重量份数计算,称取第二高分子饱和聚酯25份、防粘连剂5份、异氰酸酯固化剂6份、有机锡催化剂0.6份、丁酮25份和乙酸乙酯25份;
90.s2)将第二高分子饱和聚酯、丁酮和乙酸乙酯分别加入乳化搅拌机,在室温条件下,以800-2000r/min的转速搅拌至固体物质完全溶解,再加入防粘连剂进一步搅拌,搅拌分散均匀后,研磨再过滤,制得加强层胶水;
91.s3)按照重量份数计算,称取第三高分子饱和聚酯30份、第四高分子饱和聚酯7份、阻燃剂16份、无机填料3份、抗氧化剂0.7份、防粘连剂2份、甲苯25份、丁酮15份和异氰酸酯固化剂1.2份;
92.s4)将步骤s3)中的第三高分子饱和聚酯、第四高分子饱和聚酯、甲苯和丁酮加入乳化搅拌机,以500-1000r/min的转速搅拌至固体物质完全溶解,然后依次加入步骤s3)中的阻燃剂、抗氧化剂、防粘连剂和无机填料,再以1000-1500r/min的转速搅拌分散均匀,然后研磨再过滤,制得粘合层胶水;
93.s5)按照重量份数计算,称取第一高分子饱和聚酯20-45份、聚烯烃树脂5-10份、防粘连剂0.5-3份、甲苯20-40份、乙酸乙酯20-30份和潜固化剂0.5-2.0份;
94.s6)将步骤s5)中的第一高分子饱和聚酯、聚烯烃树脂、乙酸乙酯和甲苯加入乳化搅拌机,以500-1000r/min的转速搅拌至固体物质完全溶解,然后依加入步骤s5)中的防粘连剂,再以1000-1500r/min的转速搅拌分散均匀,然后研磨再过滤,制得缓冲层胶水;
95.s7)在所述加强层胶水中加入步骤s1)中的异氰酸酯固化剂搅拌均匀,然后再添加步骤s1)中的有机锡催化剂,取经过双面电晕处理的基材2的卷料,上机,在基材2的一面印刷涂布所述加强层胶水,制得带有加强层3的基材2;
96.s8)在搅拌的所述缓冲层胶水中加入步骤s5)中的潜固化剂,混合均匀,然后在搅拌的所述粘合层胶水中加入步骤s3)中的异氰酸酯固化剂,并搅拌均匀,然后再采用双面涂布机,在基材2的另一面印刷涂布所述缓冲层胶水,同步在加强层3的表面印刷涂布所述粘合层胶水,即制得所述用于ffc线缆的双面热熔胶膜;
97.其中的,第一高分子饱和聚酯、第二高分子饱和聚酯、第三高分子饱和聚酯和第四高分子饱和聚酯分别选用东洋纺vylon gk360、东洋纺vylon gk680、东洋纺vylon673和东洋纺vylon270,潜固化剂为baxenden trixene生产的bi7963固化剂;
98.上述阻燃剂为十溴二苯乙烷和三氧化二锑的混合物,混合比例为3:2;
99.上述防粘连剂为滑石粉;
100.上述无机填料为钛白粉;
101.上述抗氧化剂为巴斯夫1010抗氧化剂;
102.上述聚烯烃树脂为东莞大粤塑胶科技的dy-307聚烯烃树脂;
103.上述异氰酸酯固化剂的牌号为拜尔l75固化剂;
104.上述加强层胶水、上述缓冲层胶水和上述粘合层胶水含有的固体颗粒的细度均不大于10μm;
105.基材2是厚度为38μm的pet薄膜。
106.2.按照以下检测方法和检测标准检测各实施例和对比例的制品的热熔胶层的剥离强度:
107.2.1检测剥离强度1:以制得的双面热熔胶膜的上表面贴合材质为聚酯的绝缘膜的测试面制成测试样,测试不同厚度的缓冲层1对应的所述用于ffc线缆的双面热熔胶膜的剥离强度,质量标准要求为剥离强度≥1.0kg/in;
108.2.1.1在温度180℃/180℃*压力0.45mpa*机速1.0m/min的条件下,通过辊压机辊压制得的测试样;
109.2.1.2冷却测试样至室温,并静置30min;
110.2.1.3裁切测试样,尺寸规格为150mm*25.4mm;
111.2.1.4使用垂直拉力机,按t型剥离方式并以100mm/min速度对测试样进行连续剥离强度的测试。
112.2.2检测剥离强度2:以制得的双面热熔胶膜的上表面贴合材质为聚烯烃树脂的绝缘膜的测试面制成测试样,测试不同厚度的缓冲层1对应的所述用于ffc线缆的双面热熔胶膜的剥离强度,方法和标准同以上步骤2.1-2.1.4。
113.3.按照以下检测方法和检测标准模拟检测各实施例和对比例的ffc线缆制品的热熔胶层的镀金液渗入状况:
114.3.1镀金液渗入模拟测试1,检测导体与基材2之间有否镀金液的渗入;
115.3.2镀金液渗入模拟测试2,检测绝缘膜与基材2之间有否镀金液的渗入;
116.3.3测试样中的加强层3或缓冲层1的厚度均为3
±
0.5μm;
117.3.4按照相同的制备工艺制成各实施例和各对比例的贴合ffc线缆的端口处的测试样,并将测试样浸泡在60℃ph值为6.5的黑色墨水中,测试时间为30min;
118.3.5观察各测试样的基材2与导体之间和基材2与绝缘膜之间是否有黑色墨水残留,若有黑色墨水残留,判定不合格,反之亦然。
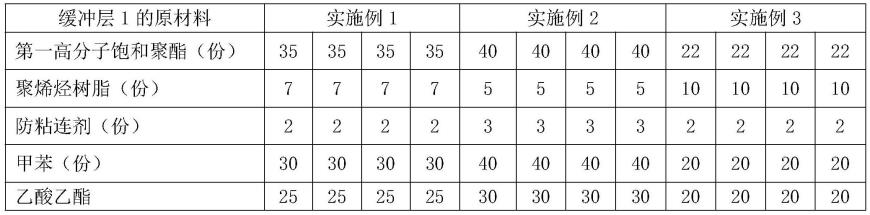
119.表1各实施例的缓冲层1的原料成分、各膜层厚度和测试数据
120.[0121][0122]
表2各对比例的缓冲层1的原料成分、各膜层厚度和测试数据
[0123][0124]
根据以上表1和表2的有关数据和测试结果,分析说明如下:
[0125]
1、从表1中的实施例1-3的检测结果可看出,本发明的所述用于ffc线缆的双面热熔胶膜,用于绝缘膜为聚酯或聚烯烃树脂的ffc线缆,缓冲层1的上表面与绝缘膜之间均具有较好的剥离强度,且不会出现镀金液渗入的不良现象。
[0126]
2、与实施例1相比,对比例1的不同在于:缓冲层1中不含聚烯烃树脂,导致对比例1的剥离强度2不合格,基材2与绝缘膜之间容易出现分层现象,并且基材2与绝缘膜之间存在墨水渗入的缺陷,即存在镀金液渗入的缺陷,使用中存在安全隐患。
[0127]
3、与实施例1相比,对比例2的不同在于:缓冲层1中不含第一高分子饱和聚酯,导致对比例2的剥离强度1不合格,基材2与绝缘膜之间容易出现分层现象,并且基材2与绝缘膜之间存在墨水渗入的缺陷,即存在镀金液渗入的缺陷,使用中存在安全隐患。
[0128]
4、与实施例1相比,对比例3的不同在于:基材2的上表面没有涂布缓冲层1,对比例
3的剥离强度1为基材2与导体之间剥离强度,对比例3的剥离强度2为基材2与绝缘膜之间剥离强度,对比例3的剥离强度2不合格,即表示对比例3的基材2与绝缘膜之间容易出现分层现象,使用中存在安全隐患,并且,镀金液渗入测试中对比例3的基材2与绝缘膜之间有墨水渗入,存在镀金液渗入的缺陷。
[0129]
综上所述,所述用于ffc线缆的双面热熔胶膜,包括缓冲层1、加强层3和粘合层4的三个玻璃化温度不同的热熔胶层,基材2的上下表面均覆盖有一个热熔胶层,在室温下的缓冲层1的上表面无粘性,使所述用于ffc线缆的双面热熔胶膜可直接收卷,收卷时或开卷时缓冲层1与粘合层4之间不会粘合,可避免收卷时或开卷时缓冲层1与基材2和粘合层4与基材2之间产生拉力;第二高分子饱和聚酯的玻璃化温度为-20-30℃,可确保在运输储存状态或使用状态时,加强层3与基材2之间的粘合力处于良好状态;第一高分子饱和聚酯的玻璃化温度为20-80℃,粘合层4的软化点温度为60-80℃,即可避免所述用于ffc线缆的双面热熔胶膜在加工成型时,缓冲层1或粘合层4出现粘贴加工设备机台的现象,又可在后期加工时,通过辊压机在高于150℃的温度激活缓冲层1的粘性,从而避免贴合在ffc线缆的端口处的所述用于ffc线缆的双面热熔胶膜出现粘接不良和分层的现象,进而避免镀金过程中出现镀金液渗入的现象,并彻底杜绝使用中的安全隐患。
[0130]
本发明提出的所述用于ffc线缆的双面热熔胶膜的制备方法,制得的产品表面平整,厚度均匀,生产过程中缓冲层1和粘结层4可实现快速涂布,生产效率高,是现有技术的单面热熔胶膜的良好替代品;并且可有效保持缓冲层1和粘合层4在后期的贴合ffc线缆的高温加工过程中的粘结强度。
[0131]
以上结合具体实施例描述了本发明的技术原理。这些描述只是为了解释本发明的原理,而不能以任何方式解释为对本发明保护范围的限制。基于此处的解释,本领域的技术人员不需要付出创造性的劳动即可联想到本发明的其它具体实施方式,这些方式都将落入本发明的保护范围之内。
再多了解一些
本文用于企业家、创业者技术爱好者查询,结果仅供参考。